基于DCS的纸机控制系统集成设计
2021-09-16陈奕树
陈奕树
[摘 要]造纸行业应用的自动化系统种类繁多,通常会将各类系统整合到技术成熟且兼容性高的DCS平台上做集中控制,纸机控制系统就是典型的系统集成代表。介绍纸机控制系统的主要构成和各部分子系统的特点,描述了一种以DCS为基础对各部分系统进行集成的设计方案,同时也对纸机控制系统发展方向进行了探讨。
[关键词]造纸工业;纸机控制系统;DCS;PLC
[中图分类号]TS736;TP29 [文献标志码]A [文章编号]2095–6487(2021)07–0–02
Discussion on Integrated Design of Paper Machine Control System Based on DCS
Chen Yi-shu
[Abstract]There are many types of automation systems used in the paper industry, and various systems are usually integrated on a DCS platform with mature technology and high compatibility for centralized control. The paper machine control system is a typical system integration representative. Based on this background, the main composition of the paper machine control system and the characteristics of each part of the subsystem are introduced, and a design scheme for integrating various parts of the system on the basis of DCS is described. At the same time, the development direction of the paper machine control system is also carried out. Explore.
[Keywords]paper industry; paper machine control system; DCS; PLC
现代造纸业经过多年发展,已经形成了一个系统工程。规模化的造纸厂一般由浆厂、发电厂、化工厂和能源回收部等多区域构成。通过对产线进行协调,可以实现节能环保、减排降耗、提高产品品质的目标。随着厂区规模扩大,通常需要购买或升级大量来自不同设备商的工业设备,整个造纸大系统的集成性、可靠性、开放性就显得更为重要。DCS凭借其集中管理和分散控制的特点,在造纸行业中可谓具有相当的优越性。现代大型造纸厂通常以DCS作为操作平台,并将其他控制系统信息集成至DCS显示或参与控制。纸机控制系统作为造纸流程的关键系统,也是应用此类方案的代表。本文介绍一种以ABB第四代DCS为基础,将纸机工段多个子系统整合成大型控制网络系统的方案。该系统具有信息高度集成的特点,也便于后续升级接入ERP等企业信息管理系统,是当前较为典型的纸機集成型控制系统。
1 纸机控制系统的主要构成
(1)DCS(集散式控制系统)。在纸机系统中,DCS主要负责生产过程的整体流程控制,其分散采集和高速通讯能力有利于对现场阀门、流量计、烘箱风机等诸多设备进行协调控制。另外现代纸机产能很高,DCS的冗余设计结构能有效保障系统的运行安全,同时其高度可扩展性也对后续实施技术改造及兼容新型设备带来便利。
(2)MCS(纸机控制系统)。MCS是指抄纸机本体的控制系统,其重点在于快速响应现场变量变化并对纸机进行及时调控。MCS的控制对象主要包括几个压区的比例阀、摆动喷淋水阀、毛毯跑偏开关、切边水刀、蒸汽箱、液压油泵等设备及相关的压力、温度、位置等参数。
(3)QCS(质量控制系统)。QCS是大型纸机系统中非常重要的部分。它以横向(Cross Drection)和纵向(Machine Drection)质量检测方案为基础,利用扫描架Scanner在线测量纸张的定量、水分、灰度等参数,并通过纸机自身的闭环控制系统实时调控上浆量、稀释水量、蒸汽用量等,实现对纸张的质量标定生产。
(4)Drive(传动控制系统)。整个纸幅在纸机生产中会经过网部、压榨部、烘箱部等多个工段,在各个工段纸幅的受热程度和水分都有所不同,物理特性也会有差异,所以要用互相协调的变速分部传动链来控制纸机运作,避免发生断纸异常。另外不同的生产浆料配比和纸种选择也会对车速有对应要求,需要为此进行匹配的速度控制。稳定精确的传动控制系统可以保证纸幅的平整和受力均匀。
(5)检测和监控系统等。目前纸机的检测方案一般是在轴承和齿轮箱等位置安装振动传感器,实时检测振动频率,从而推断设备的机械磨损程度并对可能发生的故障进行预警。监控方案主要是在重要工段位安装高清高速摄像机,对关键部位的纸幅变化情况进行实时监视,以及在发生断纸异常时通过查看监控录像分析断纸原因。
2 纸机控制系统的集成设计
2.1 以DCS作为集成平台
DCS平台采用ABB IndustrialIT系统构建,该系统涵盖了ABB公司专门为造纸自动化开发的各类方案,使用起来相当便捷。在硬件方面,包括系统服务器、盘柜主电源、电源管理模块、控制器、通讯模块在内的各类设备,均采用冗余设计方案,确保制程稳定运行。控制器型号为AC800M PM864,主频可达96MHz,能根据不同通讯协议需求接入不同型号的通讯卡。附加使用BC810模块还能实现冗余CPU的可在线更换功能,利于后续维保工作的进行。在程序方面,ABB DCS支持多种编程语言。实际使用中以FBD语言为主,其调用模块简单高效,复用性强,便于快速编程和查询联锁。实例中将程序根据工段划分为筛选、上浆、纸机控制、辅助系统等多个部分,分别写入多个控制器分摊运行负载,不同控制器间使用MMS协议进行通讯。与纸机相关的MCS、QCS、传动系统等程序则集中于纸机段控制器,这样变量调用更为方便。在通信方面,DCS主要使用PROFIBUS-DP协议,PROFIBUS-DP非常适用于现场分布式设备通讯,并且因为MCS在建设时也使用PROFIBUS-DP通讯,统一通讯协议将便于进行系统整合。
2.2 与MCS进行集成
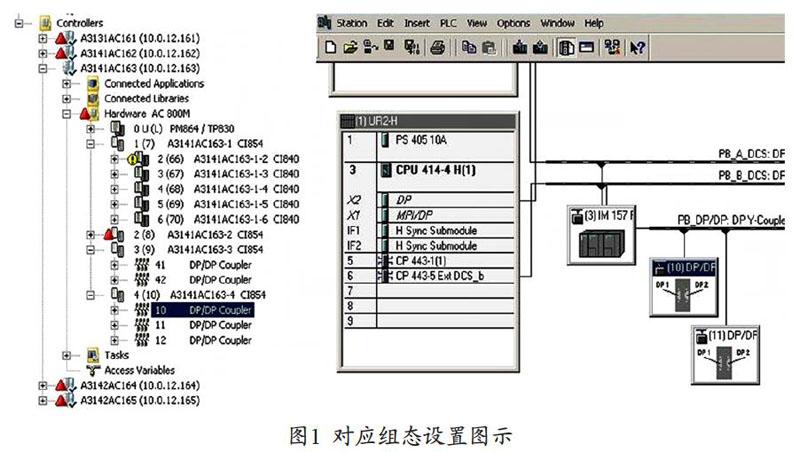
MCS使用西门子PLC构建,具有对现场复杂工况环境适应性强,响应速度快等优点。主站采用西门子400系列冗余CPU和通讯模块CP443-5搭建,因与DCS均采用标准PROFIBUS通讯协议,拓扑结构可设计为在DCS通讯卡CI854和PLC通讯卡CP443-5间使用DP/DP Coupler模块相连。DP-DP模块可用于波特率不同的两个网段通讯,且通讯区支持高达244字节的输入和输出。通过使用ABB CBM软件和西门子STEP7软件组态对应DP-DP模块地址和输出位,可实现两个PROFIBUS-DP主站系统之间的数据通讯。对应组态配置如图1所示。DP-DP模块通讯的数据包括了MCS现场设备测量的模拟量和开关量,以及MCS中联锁输出的开关量。实例中MCS的程序编写也以FBD编程语言为主,因此以MCS程序作为参考,使用这些数据在ABB DCS程序中调用对应的FBD模块进行复写,便能在DCS中重新构造操作画面和设定实时报警,实现在DCS就能对MCS所涵盖设备进行集中控制的功能。
2.3 与QCS进行集成
QCS采用的是HONEYWELL4000系列扫描架及对应的达芬奇质量控制系统软件。以组RAID硬盘的HP工作站作为服务器,通过两个交换机与现场触摸屏、扫描架控制器、稀释水阀头箱控制器等设备连接通讯。QCS与DCS间通讯使用的是OPC通讯方案,OPC是一种采用了典型Client-Server结构模式,广泛应用于工业控制的数据存取规范标准。其目的是解决不同厂商设备驱动程序和应用软件间因通信协议不同等原因导致的通信障碍。利用建立OPC服务器的方法可将QCS采集的如水分、基重、扫描头工况、历史曲线等数据传输到ABB OPC网络,再从OPC网络抓取数据到CN控制网使用,实现QCS与DCS的融合。
2.4 与Drive进行集成
传动系统在实例中也采用西门子PLC进行构建,但因控制器安装在传动MCC室,与DCS主控制室距离较远,不适合直接用PROFIBUS线接DP/DP Coupler模块进行数据传输,否则通讯质量将受到影响。两主站间的通讯在此方案基础上扩展为采用光电转换器作中继及光纤传输数据是较为合适的选择。实例中采用的中继设备是赫斯曼G11光电转换器OZD,该转换器具备标准的两个ST光口和一个PROFIBUS接口。将光电转换器配合DCS冗余系统组成光纤环形网,能进一步确保通讯的稳定性。
3 发展方向
随着自动化技术变革和大数据时代的到来,以上以DCS为基础的集成型纸机控制系统架构也在得到进一步发展。
(1)向上可融合MES、ERP共同构建CIPS体系,即流程工业的计算机集成过程系统。CIPS旨在利用数据库系统和计算机网络将整个企业主要信息进行集成,对过程控制、生产优化和资源整合等多方面进行综合性管理。传统纸机主要使用PID算法作为控制,但相对过长的产线通常会面临控制非线性、时滞性等问题。CIPS的自动化层涵盖了先进控制技术、仪表软测量技术等,是当前造纸业发展的必要趋势。把纸机控制系统通过OPC接入含APC算法的信息处理系统,再将先进算法的结果反馈回控制网络,就能更加精确地对纸机进行控制。CIPS也是工业4.0的框架基础,在此基础上还能与先进互联网技术、数据挖掘技术、云计算等进一步融合,将经营决策管理、物料调度、生产控制等过程全线打通,实现闭环管理的优化。
(2)向下可结合FCS技术构建具备更高开放性和分散性的控制系統。FCS即现场总线控制系统,其特点是采用了总线型的技术结构以及使用数字化、智能化、网络化的设备。采用FCS的纸机网络能够支持更多不同类型的设备,并将信息处理现场化,省去了大部分的I/O采集部件。双向数字通信也具有互操作性更高,维护性更好等优点。虽然一直以来都有成熟的FCS技术会取代DCS的观点,但DCS经过多年发展其功能也更加完善和先进。依据现场客观条件和经济原则,采用DCS结合FCS进行建设或改造将会是今后更为主流和实用的做法。
4 结语
综上所述,介绍了一种纸机控制系统架构设计和实现方法,为各从业者提供参考。目前该套系统在公司运行稳定,也能满足当前大批量的生产需求。可以看到针对不同的自动化子系统通常需要根据实际情况采用不同的数据通讯方案,虽然说当下利用OPC技术可以破除自动化通讯壁垒,但如果只用OPC通讯的方法对服务器也会有更高要求,还可能面临安全配置复杂带来的时间延迟、数据干扰等隐患。因此,加快构建统一标准的开放式系统仍然是当今业界的主流诉求。
参考文献
[1] 江安伦.基于DCS的造纸自动化控制系统的设计与实现[D].上海:上海交通大学,2010.
[2] 王庆.集散控制系统在造纸中的设计与实现[D].镇江:江苏大学,2007.
[3] 汤伟,张诚等.造纸工业高级控制技术和先进控制技术系统综述[J].中国造纸,2020:18-29.
[4] 高敏,夏安邦.对PLC、DCS、FCS三大控制系统特点和差异的探讨[J].应用能源技术,2008(11):18-29.