机器人焊接激光传感器装夹及调节工具设计
2021-09-13贾瑞燕
贾瑞燕
摘要: 针对机器人焊接座环时的焊缝激光跟踪,设计了激光传感器装夹及调节工具,主要由抱箍、橡胶衬垫、第一固定螺栓、第一套环、连杆、顶丝、伸缩螺杆、第二套环、第二固定螺栓、连接板等部分组成,通过旋转连杆、伸长或缩短伸缩螺杆、旋转连接板,对激光传感器进行多自由度调节,使激光以适合角度和位置扫描焊接坡口,成功获取跟踪特征点,实现激光传感器的有效调节和焊缝跟踪。
关键词: 激光传感器; 装夹工具; 自由度调节; 工具设计
中图分类号: TG 439.4
Design of clamping and adjusting tool of the laser sensor of a robot welding system
Jia Ruiyan
(Harbin Electrical Machinery Company Limited, Harbin 150040,Heilongjiang, China)
Abstract: The clamping and adjusting tool of the laser sensor was designed for arobot welding tracking of stay ring. The tool included hoop, a rubber gasket,a first fixing bolt, a first set ring, aconnecting rod, a jacking screw, a telescopic screw, a second set ring, asecond fixing bolt and a connecting plate. The laser could be used to scan the welding groove with suitable angle and position by adjusting the connecting rod, telescopic screw and connecting plate. With the change of multiple degrees of freedom, the tracking feature points could be successfully obtained, which proved the feasibility of the adjustment of the laser sensor and weld tracking system.
Key words: laser sensor;clamping; adjusting of the degrees of freedom; tool design
0 前言
抽水蓄能座環是一种大型焊接结构件,主要由环板、固定导叶、蜗壳拼装焊接而成。环板和固定导叶厚度大,且均为高强钢,预热温度需100 ℃以上,焊工不但劳动强度高,且狭小高温的工作环境恶劣,采用机器人替代焊工作业是制造业发展趋势[1]。抽水蓄能座环环板与固定导叶之间的K形焊缝,适合采用机器人进行焊接[2],由于该焊缝为多层多道焊,采用在焊枪前端安装激光传感器进行寻位和跟踪[3],以实现智能调节,保证焊接质量[4]。
焊接过程中,不同位置焊缝焊枪角度和焊接方向需进行调整,激光传感器与焊枪的相对位置也需相应调节[5],以成功实现对焊接坡口的激光扫描,常规激光传感器的装夹工具仅能固定一个工作位置,无法满足多位置、多角度、多方向的调节。鉴于此,设计了一种焊接机器人激光传感器装夹及调节工具。
1 焊接场景
1.1 坡口形式及焊接要求
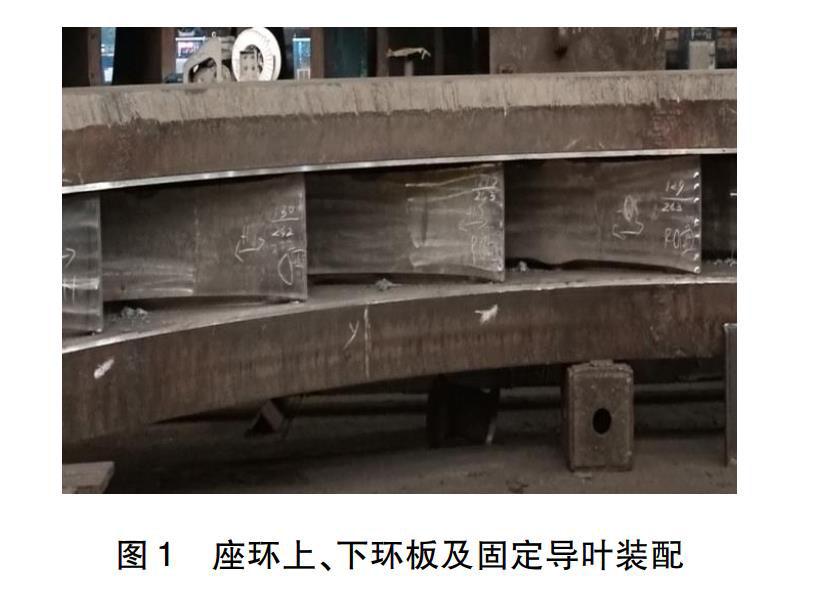
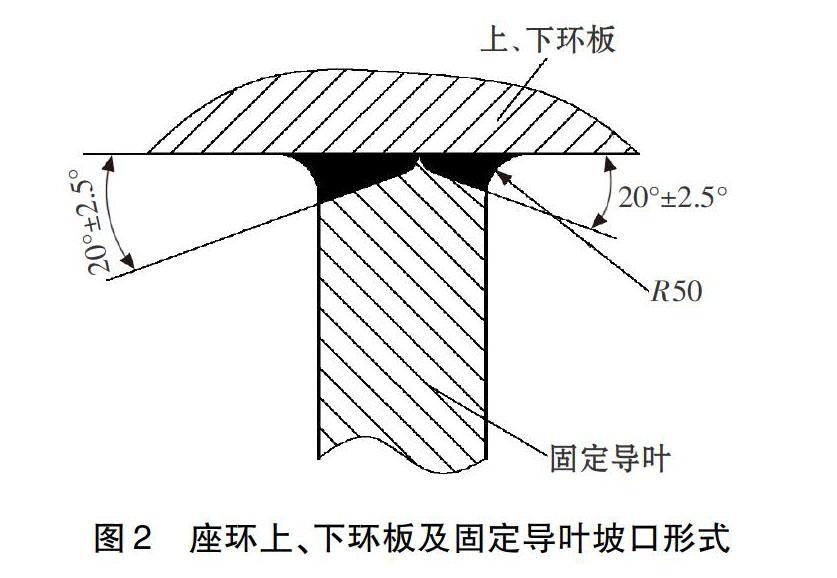
座环采用机器人焊接的位置为上、下环板与固定导叶之间的焊缝,如图1所示。其坡口形式为K形,如图2所示。由于该焊缝处于半封闭空间,机器人焊接时,需要调整好姿态,以避免机器人与工件之间的碰撞干涉,同时需要保证激光传感器以合适的角度扫描坡口[6],焊接上环板侧焊缝和下环板侧焊缝时,也需要调整一次激光传感器装夹位置。
1.2 座环焊接场景设计
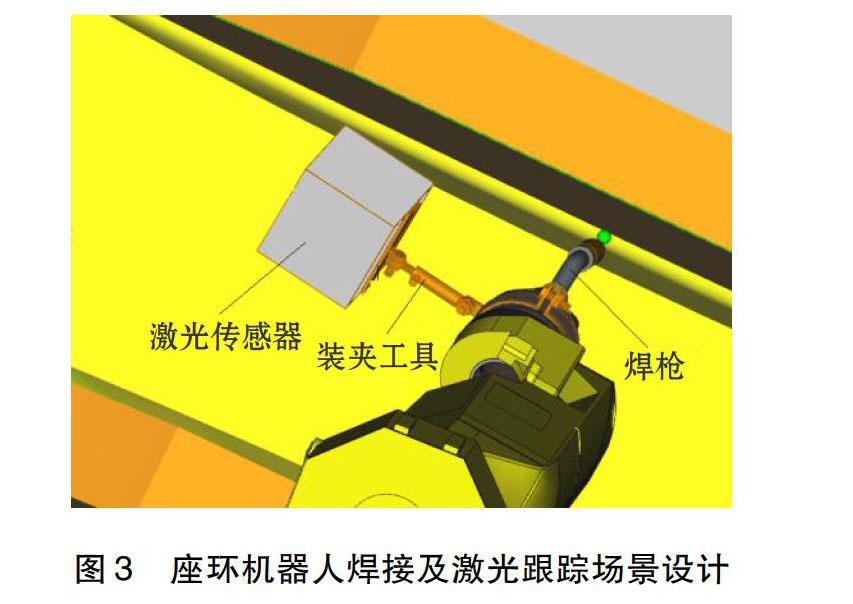
根据焊接要求设计了座环机器人焊接及激光跟踪场景,激光传感器置于焊枪行进方向一侧,通过装夹工具固定于焊枪法兰盘上[7],如图3所示。利用UG软件对座环进行模型建立,并将建立的模型导入到模拟仿真软件ROBOGUIDE中建立仿真工作站,通过模拟仿真软件的可视化界面验证了激光传感器在座环机器人焊接过程中装夹位置的可行性。
2 激光传感器装夹及调节工具设计
2.1 工具设计及工作原理
激光传感器装夹及调节工具主要由抱箍、橡胶衬垫、第一固定螺栓、第一套环、连杆、顶丝、伸缩螺杆、第二套环、第二固定螺栓、连接板组成,如图4所示。
抱箍为两瓣的U形抱箍,把合固定成整圆;橡胶衬垫为两瓣结构,垫于抱箍的内圆;第一固定螺栓与抱箍为焊接结构;第一套环与连杆为焊接结构,第一固定螺栓与第一套环通过螺母拧紧固定;连杆为管状,连杆管壁与顶丝螺纹连接;伸缩螺杆一端插入连杆15~35 mm,通过顶丝固定,另一端与第二套环焊接,第二套环中心线与第一套环中心线互相垂直;第二固定螺栓与连接板为焊接结构,第二套环与第二固定螺栓通过螺母拧紧固定;抱箍抱紧固定于焊接机器人焊枪法兰外圆,接触面垫橡胶衬垫;激光传感器与连接板固定连接。
工作原理为抱箍可绕焊枪进行旋转调节;松开第一固定螺栓与第一套环的连接螺母,连杆可绕第一固定螺栓旋转调节;松开顶丝,伸缩螺杆可进行伸长或缩短的调节;松开第二固定螺栓与第二套环的连接螺母,连接板可绕第二套环中心线旋转调节。
2.2 具体实施方式
将工具与机器人焊枪装夹固定,将连接板与激光传感器连接固定,如图5所示。将机器人焊枪移动至座环环板与固定导叶焊接坡口,并摆至合适焊接角度,适当调松抱箍1抱紧程度,旋转抱箍,使激光传感器置于焊枪前端,将激光传感器粗调至整条焊道焊接过程中不发生碰撞干涉的位置;打开激光,通过旋转连杆、伸长或缩短伸缩螺杆、旋转连接板,使激光以适合角度和位置扫描座环环板与固定导叶焊接坡口,在激光传感器控制箱显示屏上成功获取跟踪特征点,拧紧该实用新型工具各处螺纹以锁定位置,从而实现激光传感器的有效调节和焊缝跟踪。
3 结论
(1)传统机器人焊接激光传感器装夹工具仅有一个固定位置,与焊枪之间的相对位置可调节性差,焊枪随不同位置焊缝变化角度和焊接方向时,激光传感器无法有效跟踪坡口。可实现在焊枪周围360°旋转调节,适应不同焊道的位置、角度和方向变化。
(2)通过增加连杆旋转、伸缩螺杆伸缩、连接板旋转3个方向自由度,激光传感器可以实现多自由度调节,更方便的调节到最佳跟踪位置。各自由度通过螺纹连接和拧紧锁定,操作简单易行。
(3)该工具体积小,不增加激光传感器外形尺寸,机器人焊接各姿态运动过程,在保证激光传感器有效工作的前提下,激光传感器装夹工具不与机器人及座环工件发生碰撞干涉,安全可靠。
参考文献
[1] 李荣, 徐富家, 李洪伟, 等. 机器人激光制造工作站数字化控制系统设计[J]. 焊接, 2020(4): 42-46.
[2] 张雪健, 毛业兵, 杨芳, 等. 基于机器视觉的五轴坡口切割机器人控制系统设计[J]. 焊接, 2021(2): 14-19.
[3] 刘钊江, 马思乐, 戴昊飞, 等. 基于激光传感器的机器人自适应多层多道焊接[J]. 焊接, 2020(8): 26-32.
[4] 林三宝,杨春利,R J Beattie.激光焊缝跟踪在厚壁压力容器焊接中的应用[J].焊接,2004(11):15-18.
[5] 陈仲盛,周强,谢本凯.基于多传感器的焊枪定位系统的设计[J].焊接学报,2015,36(8):105-108.
[6] 王晓东,刘洪乾,吴威.用于焊缝跟踪的激光扫描测距传感器的设计[J].焊接学报,1996,17(3):183-187.
[7] 吕健,吕学勤.焊接机器人轨迹跟踪研究现状[J].机械制造文摘—焊接分册,2017(1):18-25.
