闪光焊接速度对不锈钢圆环链焊口质量的影响
2021-09-13李堂学
李堂学
山东良庄矿业有限公司 山东 泰安 271219
0 引言
目前,不锈钢圆环链产品,是输送系统中链板式输送机的主要部件,应用于化工、化纤、食品工业等行业。主要用于输送粉状、小颗粒及小块状等散状物料的连续输送,而不锈钢圆环链在使用中是受力件,因此对该产品焊接质量要求极高,推动了不锈钢圆环链的焊接质量发展,对不锈钢焊接质量的研究有利于提高产品质量。
在研究不锈钢链条焊接问题时,一般将焊接部位分为焊接区和热影响区,其中焊接接头的焊口区和热影响区的组织不均匀,往往是焊接接头的薄弱环节,焊接区和热影响区越大,接头的耐腐蚀性和抗拉强度就越差。提高焊接速度可以显著减小接头的焊接区和热影响区,使接头既具有较好的力学性能,又具有良好的耐腐蚀性,因此,人们在制定焊接速度时,在保证焊接成形良好的情况下,往往选择较高的焊接速度。但是,对直径20×100 mm的304L不锈钢链条采用德国MRP生产的焊接设备进行闪光焊接时发现,焊接速度达到一定程度后继续增加,接头的强度不稳定、耐蚀性下降,通过不断的焊接试验对此现象进行了研究和分析。
1 试验材料及方法
试验材料为直径20的不锈钢材料304L,304L材料是一种易焊接的不锈钢材料,采用编链机将棒料编成链条的形状见图1,材料的主要化学成分以及性能指标见表1和表2.

图1 不锈钢圆环链形状Fig 1:Stainless Steel toroidal chain shape

表1 试验用不锈钢304L的主要化学化学成分%Table 1 Composition of the austenitic stainless steel tested%

表2 试验用304L不锈钢的性能指标Table 2 Mechanical properties of the austenitic stainless steel tested
不锈钢圆环链生产的基本工艺流程为:下料→热编链→闪光焊接→拉伸到规定尺寸→检验。
焊接设备采用德国MRP公司生产的KSH-500闪光焊接机,采用闪光焊接的方式对不锈钢链条进行焊接,焊接参数采用控制面板调整,焊接质量稳定,焊接的工作过程包括预热、闪光、顶锻、保持、休止等程序。主要焊接参数:闪光长度3~4mm、顶锻长度2~3 mm、焊接速度0.9~1.5 mm/s、最大闪光电流10 000~12 000 A、顶锻速度10 mm/s、预热1~2次、预热时间2S以内。
不锈钢链条焊接后采用600KN万能材料试验机进行拉力试验;不锈钢硝酸-氢氟进行酸腐蚀试验;采用布氏硬度计进行接头的硬度测试;采用光学显微镜进行金相观察。
2 试验结果
金属的焊接性是金属能否适应焊接加工而形成完整的、具有一定使用性能的焊接接头的特性。由于闪光对焊过程是在热─机械力联合作用下进行的,其焊接性与点焊相似,通常比熔焊工艺条件好。
对于对直径20×100 mm的304L不锈钢链条焊接,选定焊接参数:闪光长度3mm、顶锻长度3mm、最大闪光电流10 000 A、顶锻速度10 mm/s、预热2次、预热时间2S以内,焊接速度分别选用0.9mm/到1.5mm/s,从图2可以看到,稳定的焊接速度在拉力试验的情况下,焊口处获得和棒料相等的力学性能,链环焊口处不会出现断裂,不同的焊接速度,拉力强度的变化也不一致,焊接速度过低或过高,在拉力相等的情况小,焊口处会出现断裂,使焊口处成为链环薄弱环节。
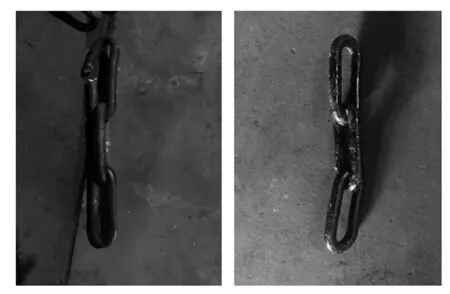
图2 不同焊接速度的拉力试验结果Fig 2:Tensile test results at different welding speeds
焊接设备的焊接参数不变,通过调整焊接速度对不锈钢链条进行焊接,焊接后通过600KN拉力试验机进行拉力试验,拉力强度达到图3中的指标。从表中可以看到,焊接速度在10 mm/s和12 mm/s之间是焊接最稳定,拉力强度变化不大,焊接速度小于10 mm/s和大于13 mm/s时,焊口质量明显下降,试验时焊口处开裂,稳定性逐渐变差,焊口质量的不稳定,直接影响链条的使用寿命。
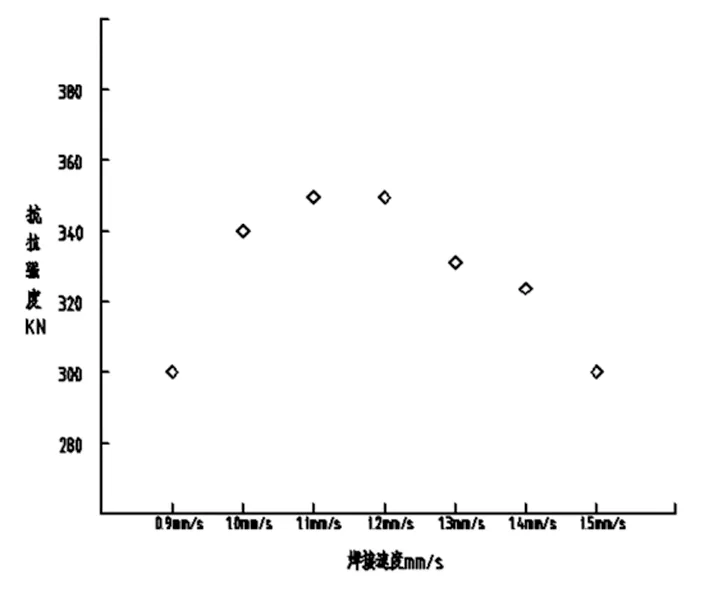
图3 不同的焊接速度链条的拉力试验数据Fig 3:Tensile test data of chains with different welding speeds
按图4所示反映了在其他条件不变的情况下,接头焊接速度与腐蚀率之间的关系,当焊接速度在10 mm/s和12 mm/s时,接头的腐蚀率变化不大,随着焊接速度的变化,焊接处的腐蚀率迅速增加,造成链条耐腐蚀下降,降低使用寿命

图4 焊接速度与腐蚀率的关系Fig 4:Relationship between welding speed and corrosion rate
3 分析讨论
闪光对焊接头与传统焊接接头不同,其焊接是由母材直接融合而成,对其金相组织的性能评定有别于传统的焊接接头。焊接的性能主要取决于接头的金相组织,而其金相形态则取决于焊接材料焊接时所采取的工艺。在确定工件材料的情况下,闪光对焊焊接区域金相组织决定于合理的温度场分布和合适的闪光速度。
焊接接头的组织可以分为焊接区组织和热影响区组织,其中焊接区组织和热影响区组织与母材相比,性能都很不均匀,是接头的薄弱环节所在,因此人们在保证焊接成形良好的同时,都尽量地减小焊接区和热影响区的大小。焊接区与热影响区的大小与焊接速度的关系密切,从图2、图3已经看到,焊接速度的变化,则焊接区和热影响区就越出现变化。因此,在焊接速度方面,人们往往认为,在保证焊接成形良好的同时,采用越高的焊接速度越有利于提高接头的性能。但是,从图3、图4看到,采用了过低或过高的焊接速度之后,接头强度的稳定性下降,试验时焊口处开裂,且焊接接头的耐腐蚀性明显变差,这种现象往往被焊接工作者们忽略。
对焊接接头处进行观察发现,随着焊接速度的不同,焊接背面出现了不同大小的气孔。按图5所示这些焊接气孔经腐蚀试验后呈现出来的形貌,焊接速度越快,气孔越明显。过高的焊接速度一方面会使焊接在高温下就暴露于空气中,接头的氧化较严重;另一方面,焊接速度过慢或过快,使焊接组织很不均匀,不容易焊透而出现气孔。气孔的产生一方面使焊接接头拉伸强度的稳定性下降,另一方面使接头的耐蚀性下降。

图5 焊接背面出现的气孔Fig 5 Pores appearing on the backside of the welding seam
由此可见,在适当的范围内适合的焊接速度有利于减小焊接区和热影响区,增加材料强度的稳定性,但是当焊接速度小于或大于某一个值时,接头强度的稳定性就变差,耐蚀性也变弱,因此,焊接速度应当有一个合适的值,合适的焊接速度既可以保证焊接成形性良好、接头强度稳定,又能保证接头有良好的耐蚀性能。
4 结论
(1)焊接设备采用德国MRP公司生产的KSH-500闪光焊接机,采用闪光焊接的方式对不锈钢链条进行焊接,合适的焊接速度既可以保证焊接成形性良好、接头强度稳定,又能保证接头有良好的耐蚀性能。
(2)在保证焊接成形良好的条件下,以合适的焊接速度进行焊接可以缩小焊接区和热影响区,提高焊接接头强度的稳定性。
(3)过高或过低的焊接速度会导致焊接区形成气泡,使接头强度稳定性和耐蚀性下降。
