基于Simufact welding仿真在弧焊机器人教学中的研究
2021-09-10胡敏王芝玲
胡敏 王芝玲


摘要:本文主要介绍了Simufact仿真软件的作用和特点,并将Simufact仿真软件应用在技工院校弧焊机器人教学中,运用该软件加强学生对焊接工艺参数焊接电流、送丝速度、焊接速度等参数的理解,通过仿真效果能更直观掌握焊接参数对焊缝成形及应力变形的影响,能更有效快捷的掌握如何根据焊接母材、焊缝尺寸、焊接条件等设置合理的焊接工艺参数。
Abstract: This article mainly introduced the function and characteristics of Simufact simulation software, and applies Simufact simulation software in the arc welding robot mechanic colleges teaching, use the software to strengthen the students of the welding process parameters of welding current, wire feed speed, the understanding of the parameters such as welding speed, the simulation results can be more intuitive grasp the influence of welding parameters on weld forming and the deformation and stress, can be more effective and quick grasp of how to parent metal welding, weld size, set up the reasonable welding process parameters, such as welding conditions.
关键词:Simufact welding;焊接工艺参数;弧焊机器人教学
Key words: Simufact welding;welding process parameters;arc welding robot teaching
中图分类号:U462.1 文獻标识码:A 文章编号:1674-957X(2021)10-0236-03
0 引言
自2010年起我院开设焊接机器人应用与维护专业以来,培养焊工7000多人,焊接机器人操作大约5000多人,目前在校生焊工400多人。为服务地方经济发展,培养以徐工集团为核心的制造型企业,探索一种高效、快捷、低成本的教学途径,提升学生焊接工艺参数设置能力,提高焊接机器人教学质量,本文研究将Simufact焊接仿真应用到焊接机器人应用与维护专业教学中,以达到期望效果。
在焊接领域用于仿真模拟工具有许多,由于焊接加工过程是与温度、应力变形和冶金组织状态相互作用和影响、常会发生较为复杂的物理变化。如果利用仿真模拟再现整个焊接过程对学生来说,不仅焊接工艺参数对焊缝成形影响有直观的感受,且能掌握建立焊接工艺各参数相互影响关系。因此,在技工院校焊接机器人应用与维护专业教学过程中,运用Simufact welding仿真软件对焊缝成形过程进行模拟教学有着重要的意义。
1 Simufact焊接有限元建立
Simufact焊接有限元焊接仿真通过导入焊接组件的网格化零件,构建有限元焊件模型;设置合理的环境参数和焊接参数对整个焊接过程进行高度模拟;最后,对Simufact导出的数据和图像进行分析。
在导入网格化焊接组件时,建议运用多种网格方式,在焊缝周边较细的网格可以准确地获得高梯度温度。如果出现网格的划分算法不太兼容的现象,建议对焊件进行独立网格划分的处理,这样会避免了不兼容现象的干涉和影响。通常焊接件对兼容的网格设计既费时又有难度,所以,一般采用不兼容网格划分算法。运用Solidworks三维软件建模后再Hypermesh划分网格,最后保存。建立仿真模型的建立是否合理直接关系到预处理时间,直观的用户界面对模拟过程起到事倍功半的效果。在建立焊接结构时,可以用三维软件自行绘制焊接组件,如装夹夹具可以预定义组。
在运用有限元软件分析时,需要对焊件定义求解器、焊枪数量、设置跟踪点、加载焊件组件以及边界条件的设置。
对于在定义求解器环节,需要设置模拟总时间、对网格细化等级设置,每个流程时间的确定和时间步、跟踪点和f摩擦系数等参数。将焊件通过网格划分,并设置焊炬材料、温度、导热系数、几何尺寸和材料属性。另外边界条件也要设置,包括夹具和固定方式等。仿真计算时,边界进行2D、3D网格划分。最后处理时导出应力、跟踪点和变形的曲线图。
焊接机器人应用与维护专业实习所用材料为Q345B,其化学成分如表1所示。
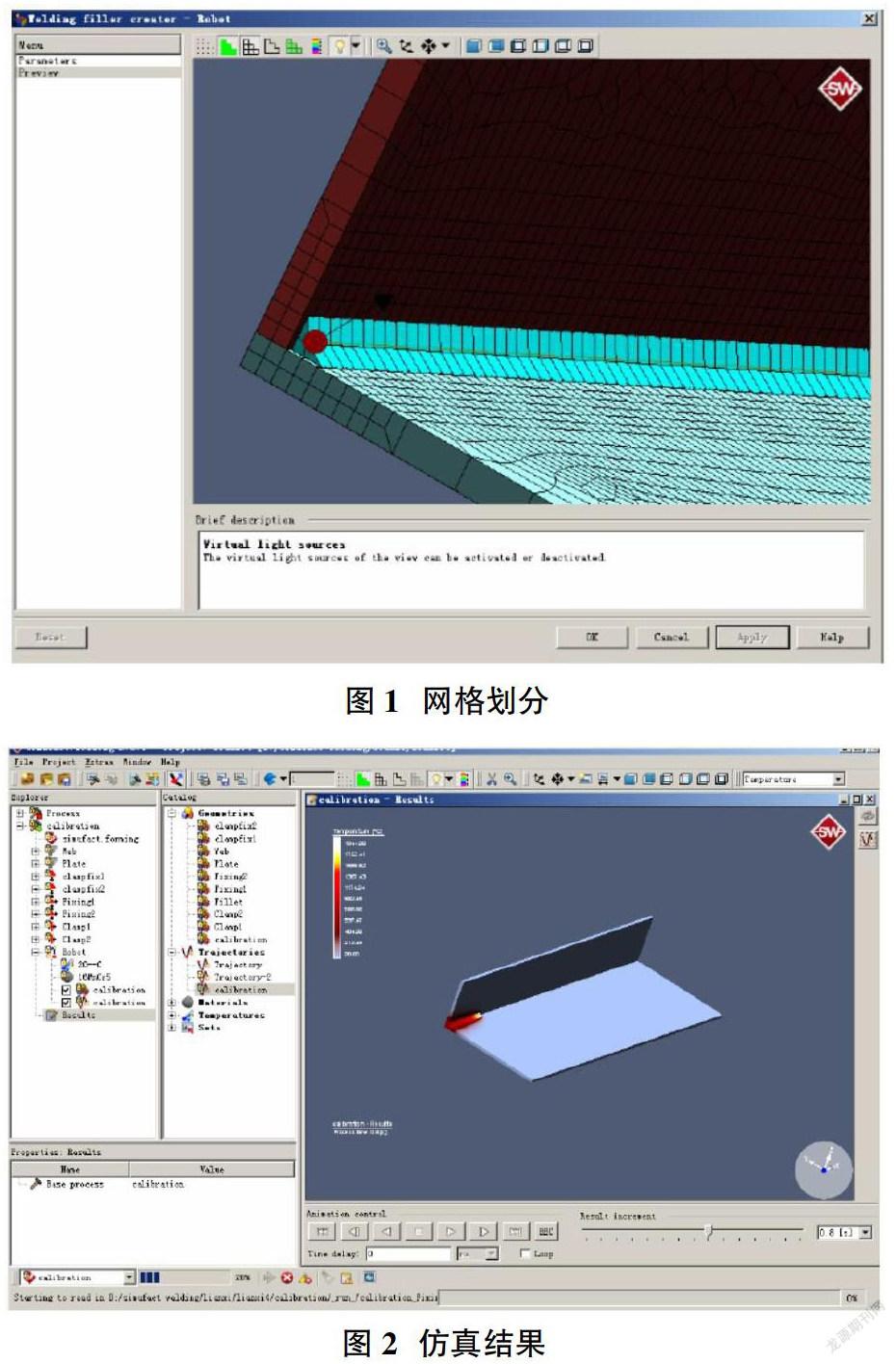
焊件1和2的规格有150mm长*80mm宽*5mm厚、150mm长*60mm宽*5mm厚。如图1所示,导入以上两种规格的实体模型Hypermesh进行网格划分,分两组试试模拟,一组进行完全约束模拟,一组进行不完全约束实施模拟,将划分好的实体网格导入Simufact welding中进行装配并赋值[1],测量温度20°,焊条直径?准4.0,电压18V,电流170A,焊接速度9m/h,弧长1.5~3.8mm范围,重力方向的矢量坐标为x,y,z(0,0,-1)。常温下Q345材料的屈服强度是σs 345MPa,抗拉强度为σb 470-630MPa。模拟仿真训练结果如图2所示。
2 弧焊机器人焊接工艺参数与焊缝成形关系
在弧焊机器人焊接过程中,焊接参数包括焊接速度、电压、电流、预热温度、约束情况、焊炬个数等构成不同的焊接工艺,这些主要工艺参数合理选取对焊接质量影响至关重要。
学生在焊接过程中缺乏对焊接工艺参数之间相互影响关系的认识,通过该仿真操作,可以增强认识,直观的感受工艺参数变化与焊缝成形之间的关系,对提高焊接机器人教学和实际生产有着重要的指导意义。
2.1 焊接速度
焊接速度是单位时间内,焊枪沿着实施焊接的方向移动的距离。在施焊时,焊接速度的快与慢直接作用并影响着热输入量大小。焊接速度过小,在薄板焊接过程中,因为焊丝在焊件上停留的时间过长,热源周边温度过大,容易烧穿工件。速度过大的话,焊丝在工件上停留时间短,会容易发生施焊焊不透的现象。因此说,设置与之匹配的焊接速度是保证焊缝成形的重要因素之一。
2.2 焊接电流
在焊接过程中,影响焊缝成形的重要因素还有——焊接电流。焊接电流对焊缝的形状尺寸有较大的影响,对焊缝熔深更有着决定性的影响。其中,熔敷速度和熔深与焊接电流呈正比例关系,同时也影响熔宽的大小。一般经验总结:当焊接电流过大,会容易导致母材烧穿、焊漏等缺陷,且焊接电流过大,焊接热输入增大,焊接变形大,产生焊接裂纹。但是,焊接电流过小的话,又会产生未焊透、夹渣等缺陷,造成焊缝成形不好。通常选择焊接电流时,一般首先考虑母材不被烧穿同时又确保能够焊透,并根据熔滴过渡形式、坡口形式、母材厚度及焊丝直径这些条件进行选择。
2.3 焊接电压
焊接电源的定义是熔化焊丝的能量,决定着焊接过程的稳定性。对于中厚板(>6mm)焊接,焊丝直径1.2mm,焊接电流一般为240~340A,中板取下限、厚板取上限。为获得较好的焊缝成型,焊接电压一般为0.1I+1~2V。根据单位时间内融敷金属量相等的原理得到等式——πr2V送线=0.5h2V焊接 (其中r为焊丝半径、V送线为送线速度、h为焊高、V焊接为焊接速度)。
焊接电压过大或过小,会产生大的飞溅,并影响焊缝成形和焊缝冶金组织。弧壓的大小直接影响熔宽的宽窄,弧压越大,熔宽明显增加,此时熔深与余高会变小,但此时焊接中的飞溅增加,焊缝熔合区与飞溅增加,力学性能下降。但对于常用的固定的焊丝直径,通常有一个最合适的电弧范围。为了获得良好的焊缝质量,应合理地匹配好焊接电流和电弧电压,焊接电流大时,应相应地选择较大的电弧电压;焊接电流小时,应相应地选择较小的电弧电压。
2.4 焊丝干伸长度
在进行CO2气体保护焊焊接时,焊丝伸出长度是否一致直接影响到焊接稳定性。焊丝直径大小不一样,选择焊丝材料不一样,在焊接中焊丝伸出长度也会不一样,因此,焊接时,选择的焊丝伸出长度一般为焊丝直径的10-15倍。
3 焊接应力产生
仿真时间设置6000s,测量过程分为4个阶段。如表2所示。
焊接应力与变形是因为焊接时加热不匀称而引发的现象。焊接时因电弧热的作用,电弧周边金属温度升高,易产生焊接变形。
在第二阶段内,焊件不完全约束和完全约束方法下,对比等效应力后发现,在熔合线位置处第一段和第二段对应等效应力曲线有明显的变化。当在300~1200s区间内发现,完全约束条件和不完全约束的条件下他们的熔合线点的等效应力也是不一样的,完全约束下的焊件等效应力大于不完全约束下的等效应力。不过当到达1200s范围区间时,两种约束条件下的等效应力又发生了变化。完全约束条件下的等效应力变成小于不完全约束条件下的等效应力了[3]。
在第三阶段内,对于两种约束条件下的熔合线处等效应力比较发现,不完全约束条件下的固定组件等效应力数值大于完全约束条件下固定组件等效应力数。不完全固定约束方式的散热条件好,所以在该方式下温度持续的时间要比完全约束条件下的温度持续时间要短。
在第四阶段内,两种约束条件下熔合线处残余应力大小发生了变化,分析发现在不完全约束条件下的焊件残余应力要比常温下的Q345材料屈服强度大,而完全约束条件下的残余应力基本上是比常温下的Q345材料屈服强度小。
4 总结
Simufact焊接仿真运用在焊接机器人教学中,代替了传统的理论说教,学生从焊接参数变化对焊缝成形影响中可以掌握焊接工艺参数相关知识,既缩短了实验时间,也提高了实习效率,同时学生通过学习Simufact仿真操作流程,提高了对仿真软件应用能力。该研究不仅有助于实现焊接机器人一体化教学,对今后其他焊接件分析和数值运算起到了积极的指导作用。
参考文献:
[1]张建,胡忠健,黄明.基于Simufact的焊接应力的对比分析[J].武汉船舶职业技术学院学报,2013,12(06):26-30.
[2]洪祯.空间三角形结构件焊接工艺及参数研究[D].郑州大学,2017.
[3]朱爱华(导师:刘国宁,段玥晨).工艺参数对焊接质量影响的数值模拟及焊接数据库系统的开发[D].郑州大学,2017.
