桨叶安装螺栓防松型式改进措施
2021-09-10穆亚伟
穆亚伟


摘要:某型船在船舶建造过程中,桨叶叶根螺栓安装不能满足防松条安装需求,为了解决桨叶叶根螺栓防松问题,针对螺栓型式进行分析,防松方法进行运用,提供了一种新的防松套防松方式,通过实船的安装使用,保修期的回访,证实新的防松型式可靠、有效,对后续的螺栓防松型式提供了新的思路。
Abstract: In the process of ship construction of a certain type of ship, the installation of blade root bolts cannot meet the installation requirements of anti-loosing strips. In order to solve the problem of anti-loosening of blade root bolts, the bolt type is analyzed and the anti-loosing method is applied. A new anti-loose sleeve anti-loose method. Through the installation and use of real ships and a return visit during the warranty period, the new anti-loose type is proved to be reliable and effective, and it provides a new idea for the subsequent bolt anti-loose type.
关键词:防松;桨叶;螺栓
Key words: anti-loosening;blade;bolt
中图分类号:TU758.14 文献标识码:A 文章编号:1674-957X(2021)10-0170-02
0 引言
在机械制造行业,出于对设备安全性、稳定性的考虑,在一些高震动、设备隐蔽位置、日常不便于巡检发现问题的区域以及紧固件脱落易造成重大故障的位置,对紧固件多采用防松措施来避免紧固件的松动和脱落。现阶段船舶制造过程中,为了保证船舶的航行安全,在不同的位置,使用了不同的防松型式,在某型船安装桨叶的过程中发现,旧的防松型式无法安装,需要提供一种新的防松安装型式来保证船舶航行安全。
1 防松型式及应用
①螺栓常用的防松方法有三种:摩擦防松、机械防松和永久防松。机械防松和摩擦防松为可拆卸防松,永久防松则被称为不可拆卸式防松。常见的摩擦防松有:涂抹防松胶、自锁螺母、双螺母等;常见的机械防松有:利用开口销、串钢丝绳、加止动垫片等;永久防松有:点焊、铆接等。由于永久防松不可拆卸,拆卸时多具有破坏性,在船舶建造中不常应用,而摩擦防松和机械防松既不影响船舶设备的可维修性又能提高设备运行使用的稳定性,所以在船舶建造過程中广泛应用[1]。
②在船舶建造过程中涉及船舶动力和航行安全多处使用防松措施。船舶航行过程中轴系处于水线以下,正常航行时无法对轴系水下相关部位进行日常检查,为了保证航行安全,对水下部分的紧固件全部采取防松措施,不同部位采用不同的防松型式。水润滑轴承安装时为压入式,轴承两端加压盖来防止轴承在航行时蹿动,为防止压盖脱落,螺栓紧固件的安装多采用穿钢丝的型式来防松;防缆罩螺栓为凹陷到罩壳内部,螺栓紧固完之后对凹陷处进行水泥封堵[3],避免螺栓在航行过程中转动、脱落;桨毂、桨叶连接螺栓关系到整条船的动力和安全,螺栓采用涂抹防松胶后加扭力上紧,螺帽处再次加焊防松条来防止螺栓的转动。
2 实船桨叶螺栓防松安装问题
调距桨可以在不改变主机转向跟转速的前提下,利用装置的遥控操纵系统,使舰船很方便地实现前进、后退等动作,可以大大提高和改善船舶的机动性和操作性能,也可仅用改变桨叶螺距的方法得到从最大正值到用大负值的各种推力值,既可省去齿轮箱等换向装备,又可缩短船舶换向航行的时间;对于航行过程中需多工况转换的船舶,可以在各种工况航行时均充分利用主机的全部功率,若同时改变主机转速和螺距比并使之配合适当,可以使船舶在单位时间内消耗的燃料最少,可以大大的节约船舶运营成本;同时也可以使船舶微速前进。对于某些低速性能要求较高的船舶(例如海洋调查船、布缆船等工程船和军用辅助船)要求船舶能够微速稳定航行,但装置定距桨的船最低航速受到主机最低稳定转速的限制,而且要实现低速航行还要反复脱开和连接离合器,这不仅操作麻烦,而且有损于主机寿命。而调距桨只需改变螺距角即可在保持主机转速不变的条件下实现船舶的微速航行;装有调距桨的船舶,可很大程度上改善船舶操纵性能,可以提高其靠离码头、改变航向、紧急停车或者倒车,避免碰撞的机动性能,在部分螺旋桨工作状态,用置桨叶于顺水位的方法可使停止的螺旋桨阻力最小,这样在船舶停止主机的过程中水阻对主机停止运行的影响[3]。某型船就选用调距桨作为推进桨,桨叶实船安装由起重工用拉力葫芦进行吊装配合,钳工清理桨毂跟桨叶连接表面,防止安装端面表面有垃圾、毛刺及异常凸起,确认连接表面清洁状态无误后在定位销表面涂抹锂基润滑脂,随即起重工调整桨叶角度进行落座安装,落座过程中要随时观察定位销跟定位销孔位置是否一致,防止桨叶在落座过程中定位销偏斜卡死,造成桨叶上定位销孔拉毛或者挤压变形。待定位销已经穿入定位销孔内部以后,慢慢松葫芦,桨叶靠重力下落,下落过程中手动晃动桨叶使桨叶在销子的引导下落座到桨毂上。桨叶落座到位,将桨叶叶根安装螺栓表面喷涂二硫化钼后用拉力计按(附表1)规定值进行上紧,上紧后发现桨叶叶根处凹槽较浅,部分叶根螺栓防松条无法沉到叶根处进行点焊,无法使用工艺要求的加焊防松条型式进行防松。
后续调查发现造成问题原因为桨叶生产厂家在桨叶制造时改进了制造工艺,但是图纸在设绘过程中未考虑到后续的实船安装问题,导致生产出的桨叶叶根处凹槽较浅,防松条无法沉到叶根处进行点焊防松。下水节点将近,船舶坞期紧张,桨叶返厂返修周期较长,无法满足船舶建造要求,但叶根处焊接放松条的安装形式无法进行使用,考虑到桨叶在轴系运行推进过程中受力较大,螺栓松动可能导致桨叶脱落,轴内孔浸水引发配油器、齿轮箱等一系列设备受损,船舶失去动力等严重恶劣影响,急需一种新的保险型式来保证螺栓在桨叶转动过程的安全稳定。
3 实船桨叶安装防松解决方案
结合螺栓防松主要是防止螺栓在设备运行过程中转动导致脱落,之前加焊防松条的型式不能安装使用,根据螺栓安装形式,改进螺栓防松样式。设计、定制一批防松套,防松套型式为下部为套筒型式,上部为内六角头,保证防松套能套在螺栓内六角头上,安装结束后对防松套外圆跟桨叶四点点焊焊接进行防松,防松套跟螺栓六角头配合间隙为单边0.5mm,这就保证了防松套在安装点焊固定之后能避免螺栓在使用过程中转动脱落。
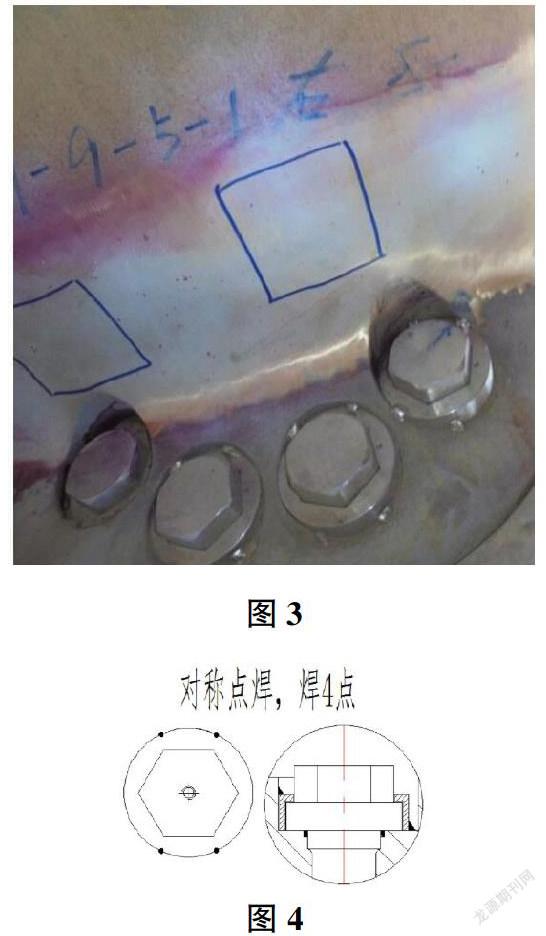
为保证螺栓防松套的实船安装,首先将桨叶叶根螺栓用拉力计按(附表1)上紧至规定扭力,對桨毂以1.25倍最大桨毂压力进行泵压试验做密封性检查[2],泵压试验结束合格后对桨叶叶根螺栓凹槽及周边区域进行清洁,清洁完毕后将叶根螺栓防松套压入到螺栓头的六角头上,防松套安装时防松套的内六方应一边靠紧,在叶根螺栓防松套与螺栓孔交接的轮廓处进行点焊。由于桨叶结构的特殊性,为避免破坏桨叶内部的密封圈,用P5焊条对叶根螺栓防松套进行点焊焊接,焊接位置见图3、图4,为保证焊接质量,焊缝长度应满足8~10mm,焊缝高度6~8mm。
为防止在焊接过程中应力集中,在敲掉焊渣皮之后用小锤对焊缝处进行敲击释放焊接产生的应力,由于没有前船安装经验进行参考,只能在试航过后进坞检查防松套在桨叶运转及船舶高速航行过后是否脱落。
在后续船舶试航结束后,进坞对桨叶位置防松套进行检查,在防松套靠近桨叶叶根处点焊个别焊点开裂,初步分析原因为点焊位置不好,烧焊过后应力释放不完全导致开裂。由于为个别焊点开裂,防松套并未产生旋转,可将防松套开焊位置打磨干净后重新补焊,焊接过后进行充分敲击以释放焊接产生的应力。经后续船舶保修期观察,桨叶叶根螺栓防松套无脱落,扭转现象,证实新的防松套防松型式具有实船应用的价值。
4 结语
通过此种防松方案解决了桨叶改型后防松条防松无法使用的情况,完成了桨叶叶根螺栓防松的工作,本方案的可靠性已得到实船验证,对后续防松问题提供了新的思路,对防松型式的选择具有一定的指导意义。
参考文献:
[1]螺栓常用的防松方法介绍.百度文库.
[2]黄少梅,刘训腾.船用可调螺距螺旋桨技术条件(GB/T13411-1992)[S].北京:中国标准出版社,2008.
[3]骆栋铨.国内调距桨概况[J].江苏船舶,1981(01):39-43.
