振荡轮的关键技术应用深入分析
2021-09-10沈文奇谭斌
沈文奇 谭斌
摘要:基于振荡轮压路机的工作原理以及特殊工况,从原理出发分析其中涉及到的关键技术,例如同步带传动技术、润滑技术、相位调节技术、同步带快拆技术。
关键词:振荡轮压路机;振荡轮;同步带;张紧轮;润滑;相位调节
中图分类号:TM712 文獻标识码:A 文章编号:1674-957X(2021)15-0065-02
1 振荡压实技术原理及应用
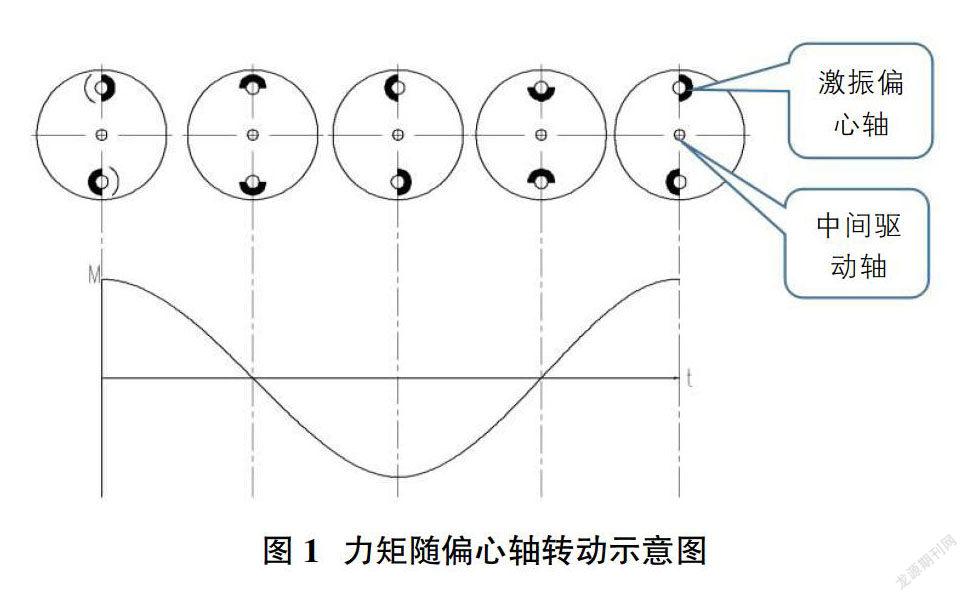
振荡压路机的工作原理为:在滚轮内对称安装同步旋转的激振偏心轴,两偏心轴的选择相位差为180°,且偏心质量和偏心距分别相等,保证了偏心轴合力沿滚轮径向方向始终为零,只产生一对沿切向方向的激振力偶,它使滚轮承受交变扭矩。因此,当两偏心轴每旋转一周,力矩方向改变一次,形成了滚轮扭转振荡,对地面持续作用,形成前后方向的振荡波,使被压实材料产生交变剪应变。(图1)
2 关键技术
公开的论文或专利都是介绍振荡轮原理及应用综述,很少有论文对其中涉及的相关技术进行分析,本文是通过理论结合实践,对振荡轮所涉及的关键技术进行深入分析。
3 同步带技术
为了保证振荡轮对称偏心轴相位相差180°,实现相位精准传动,采用了同步带传动技术,频率普遍在34-46Hz之间,转速和扭矩均较高,而且偏心轴产生的交变扭矩也会产生很大的冲击,这样对同步带提出了很高的要求,行业内基本都选用国外知名品牌,例如盖茨的保力强碳纤维同步带,马牌的钢丝芯同步带等。目前的同步带厂家基本都是专注于皮带自身的性能研究,在皮带的破断强度、耐高温性、耐磨性、延展性等特性方面研究较深,但是作为一个完整的传动系统,除了与同步带有关,还与张紧轮的特性密切相关,不能采用独立割开的方式进行研究。不同的工况需要采用不同原理的张紧轮才能保证传动系统的可靠性。
在实际工作中,传动系统都是频繁启停的,同步带所受瞬时冲击较大。而且压实沥青时,沥青温度一般在135-190℃之间,钢轮直接接触沥青表面,高温会很快传递到传动系统,再加之传动系统自身高速转动,同步带轮温度会迅速上升,带轮热胀冷缩也会影响同步带的使用情况。
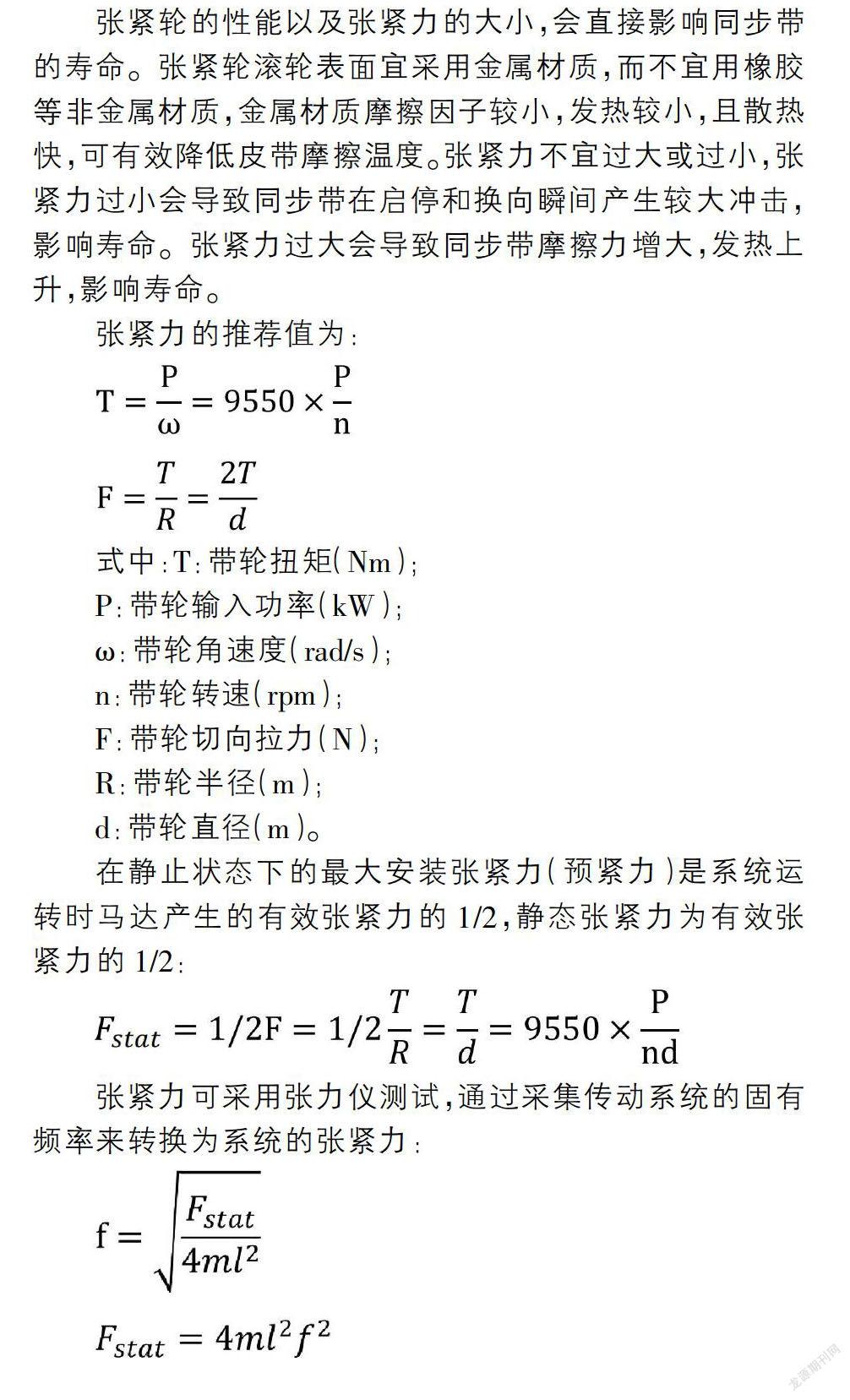
张紧轮的性能以及张紧力的大小,会直接影响同步带的寿命。张紧轮滚轮表面宜采用金属材质,而不宜用橡胶等非金属材质,金属材质摩擦因子较小,发热较小,且散热快,可有效降低皮带摩擦温度。张紧力不宜过大或过小,张紧力过小会导致同步带在启停和换向瞬间产生较大冲击,影响寿命。张紧力过大会导致同步带摩擦力增大,发热上升,影响寿命。
张紧力的推荐值为:
式中:T:带轮扭矩(Nm);
P:带轮输入功率(kW);
ω:带轮角速度(rad/s);
n:带轮转速(rpm);
F:带轮切向拉力(N);
R:带轮半径(m);
d:带轮直径(m)。
在静止状态下的最大安装张紧力(预紧力)是系统运转时马达产生的有效张紧力的1/2,静态张紧力为有效张紧力的1/2:
张紧力可采用张力仪测试,通过采集传动系统的固有频率来转换为系统的张紧力:
式中:m:为单位宽度皮带的重量(g/mm);
l:为所测皮带区间的长度(mm);
f:为皮带的固有频率(Hz)。
随着传动系统运转,系统因摩擦温度升高,同步带轮受热膨胀,张紧力会逐渐升高,大于初始调整的张紧力,当设备停止运动后,系统温度达到冷态值,张紧力又会小于初始静态调整力;这种热胀冷缩对张紧力的影响程度取决于同步带轮与同步带的热膨胀系数的差值,同步带轮热膨胀系数越小越好,同步带热膨胀系数越大越好。
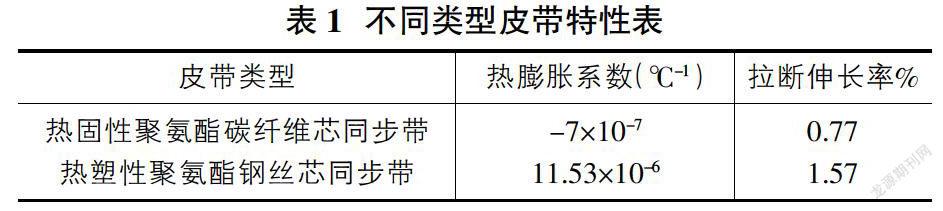
下面主要介绍不同同步带的热膨胀系数和延展性(拉断伸长率):
①延展性较好的热塑性聚氨酯钢丝芯同步带,热膨胀系数较高,且在受到瞬时冲击时,由于延展性较好,可以吸收部分冲击引起的应变,这时我们可选用不可调的张紧轮(张紧轮刚性固定,运动过程中张紧度不会根据负载变化),例如偏心张紧轮。
②延展性较差的热固性聚氨酯碳纤维芯同步带,热膨胀系数接近为0,甚至为负值,且在受到瞬时冲击时,由于延展性较差,皮带的张紧力会因温度升高、瞬时冲击而张紧力急剧升高,这时,我们需选用可调的张紧轮(张紧轮柔性固定,运动过程中张紧度会根据负载变化),通过张紧轮的弹簧来抵消张紧力的过大变化,例如弹簧可调张紧轮、扭簧张紧轮。(表1)
4 润滑技术
钢轮内部除中间有一个传动轴外,远离钢轮中心还有两根振动轴(也可能有四根),这样无法像传统振动轮结构一样内置小钢筒盛放润滑油。因为振荡轮轴承腔体太小,高速运转时,油发热产生气泡,导致内外压差过大。过大的压力很难保证密封的可靠性。腔体过小,高速运转时,润滑油产生的扰流、飞溅,会产生额外的摩擦,导致腔体温升过高。基于以上两部分原因,只能选择脂润滑,因振荡轮转速高,有冲击,选用润滑脂时,需选用耐高温的极压锂基润滑脂。
5 相位调节技术
振荡轮不同于振动轮的原理是其对称布置的两根振动轴,相位相差180°,这样才能保证垂直于轮心方向的径向合力抵消,只有一对大小相等,方向相反,作用点对称的沿切向方向的力偶,力偶产生的源头是需要两轴相位相差180°,所以在装配时,相位调节准确、快捷,尤为重要。
行业内有采用吊铅锤法、激光垂直仪等方式调节相位的,吊铅锤法就是滚动钢轮,将钢轮内部的两根对称布置的振动轴旋轉到垂直于地面的位置,在上方吊铅垂线保证振动轴的相位均与铅垂线重合,一端朝天,一端朝地,相差180°,此方法简单易操作,缺点是需要转动钢轮,只能在垂直位置调节,且因铅垂线晃动会导致调节精度较差。
激光垂直仪法是采用激光光束,在钢轮端面产生一条直线光条,振动轴的相位与光条重合,朝向相反。此方法优点是钢轮在任意位置均可调节,且精度相对吊铅锤法更高,缺点调节直线光条经过钢轮中心和振动轴中心很麻烦,需要特殊工装定位夹持。
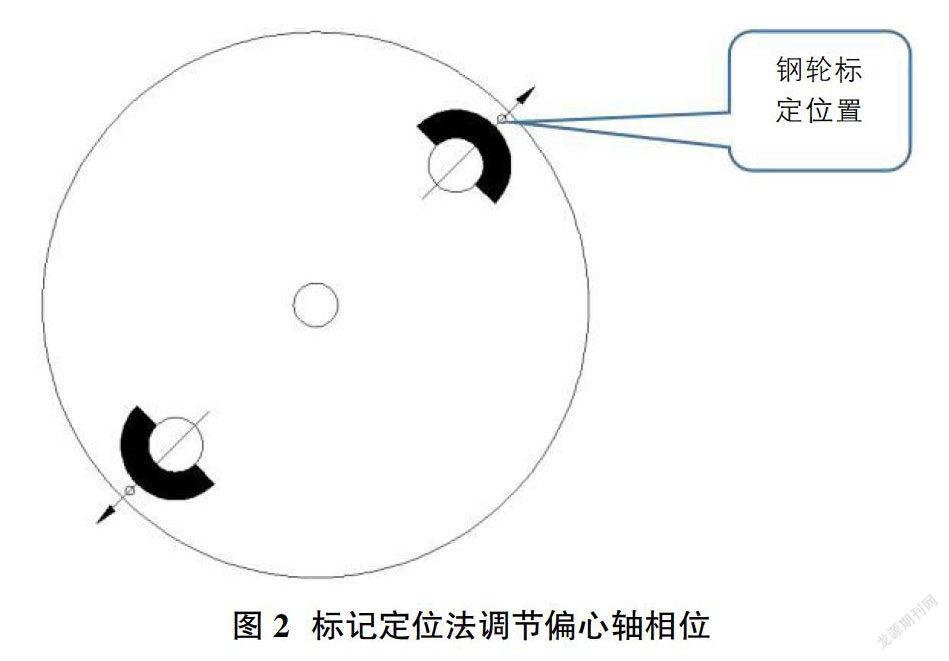
另外还有一种专利介绍的定位法,“标记定位法”,在设计时,当振动偏心轴在垂直位置时,将振动偏心轴的相位方向标记到钢轮上,即将前述吊铅锤法的相位位置,在设计时就标定在钢轮上,在装配振动偏心轴时,只需将振动偏心轴按照此位置安装偏心轴即可。此方法精度较高,且装配简单,也无需特殊工装,对于装配场地和工具没有特殊要求。(图2)
6 同步带快拆技术
同步带快拆技术直接影响振荡轮的可维修性以及可靠性。根据不同的布置形式,有同侧布置和异侧布置结构。同侧布置结构缺点是更换里面的同步带时,外侧需拆除。异侧布置为一种通轴式振荡轮结构,左侧可单独更换皮带,右侧更换时仍然较麻烦,需拆除马达支撑座等相关附件。在异侧结构上可以进一步优化,在马达和驱动轴之间设计一段过渡的联轴器,这样更换皮带时,只需快速的拆除联轴器,留出皮带装配空间即可。
7 总结
振荡轮同步带传动系统可靠性是由同步带、同步带轮、张紧轮三部分组成,对于热膨胀系数较小,延展性较差的同步带,可选用可调张紧轮;对于热膨胀系数较大,延展性较好的同步带,可选用不可调张紧轮;振荡轮因工况温度较高,且冲击负载大,转速高,宜选用耐高温的极压锂基润滑脂进行润滑;介绍了吊铅锤法、激光垂直仪法和标记定位法来调节振荡轮装配相位,其中最优的“标记定位法”无需特殊工装,只需将偏心轴相位对准钢轮标记位即可快速调节相位。
参考文献:
[1]赵云刚.振动振荡压实的技术原理及其应用[J].建筑机械,2000(3).
[2]谭军,陈丽艳.振荡压路机压实原理及其应用[J].东北公路,2003(6).
[3]马学良,孙祖望,龙水根.振荡压路机压实自动控制的技术实现[J].建筑机械,2008.
[4]凌晨,叶勤.振荡压路机在沥青路面施工过程中的应用分析[J].现代交通技术,2006.