数控机床热变形分析研究及自动热补偿技术应用
2021-09-10何晓峰石鑫江张小雨
何晓峰 石鑫江 张小雨

摘要:本文对数控机床存在的各种热源进行分析,并提出减少发热量的各种措施。最后,以立式加工中心的Z轴应用自动热补偿技术进行实时补偿为例,取得了有益效果。
关键词:数控机床;热变形;措施;自动热补偿
中图分类号:TG659 文献标识码:A 文章编号:1674-957X(2021)14-0095-02
0 引言
当今世界,数控机床的使用越来越普及,尤其随着科学技术的发展,制造技术的进步,人们对于数控机床提出了更高的精度、速度要求以满足现代生产的需求。众所周知,影响数控机床精度的因素很多,就机床主机而言由于不同内部、外部热源作用下引起的局部热变形,是造成机床精度变化的重要原因之一。而且由于温度变化引起的热变形对精度的影响是个缓慢不断变化的过程,在生产中也往往容易被使用者所忽视。
1 机床热源存在形式
众所周知,热变形的基本过程是热源→温升→热变形。研究机床的热误差,必须首先明确机床各个发热源。机床加工运行过程中的各种热源包括:①数控机床所处的空间环境对于机床热变形存在较大影响。例如,机床所处位置存在局部光照情况,机床在长时间日照下将引起局部温升,从而产生温差引起热变形,最终影响精度。②机械接触部件的局部发热。比较常见有主轴轴承发热、丝杆轴承发热、丝杆螺母发热等。具体表现为两个零件间相互接触运动,由于摩擦力的存在导致运动部件产生大量热量,引起局部温升造成热变形。丝杆做为高精度零件,本是机床精度的重要保障,但是丝杆工作时在其两端及中间位置都存在热源分布,属于细长杆类零件的丝杆对于温度的变化又比较敏感。如何解决丝杆热伸长是关于机床精度保障研究的重要课题之一。③电气元件的发热。电气元件包括:伺服轴电机、主轴电机、电柜内电气件工作发热等。电机发热主要来自绕组导线的通电发热(铜损)及轴承机械摩擦发热,产生的热量将可能通过联轴器传递给丝杆,通过电机座传递给机床本体,引起局部温升,产生热变形。④切削热。切削加工会伴随着大量的热产生,切屑和切削液会带走一部分热量。一部分热量则被工件吸收,一部分热量通过刀具进入主轴端,直接导致主轴热漂移误差变大。
2 机床降低热变形的方法
①尽可能少的采用发热元器件或想办法减少发热元件对机床的影响。比如,采用接触形式由滚动替代滑动,可降低摩擦力,减少发热;动力源尽可能的采用气动形式替代液压,可降低发热;合理选择电动机规格,减少浪费,降低发热量;合理布置发热元件,使其按对机床造成热变形尽量小的方式安放等。②机床结构设计采用对称方案,对称的结构形式可以实现机床在不同热源作用下产生的热变形量达到最小,最大限度的保障机床精度。机床结构设计采用对称方案是指在零部件结构设计时,尽量使零部件的热源、散热面积等对称分布,以保持热变形后机床敏感精度的中心位置不變。③机床在开机工作时,增加必要的热机步骤,使机床导轨、丝杆、电机等发热源充分工作并达到热平衡状态,这对于机床的高精度,高稳定性工作具有现实意义。因为机床由刚开机冷机状态工作到热机稳定状态,虽然时间不长,但是存在局部升温严重造成温差产生,引起热变形。④机床放置于恒温车间,使机床工作环境温度保持恒定,可以最大限度的降低温差,降低机床热变形。另外,机床的关键部件及发热严重的部件需要增加恒温油冷或水冷,利用设定的恒温流体循环流过主轴轴承、直线电机等热源部位,通过对流热交换,带走热量,降低局部温升,控制热变形。恒温冷却系统的使用已经是现阶段机床主轴降低热变形保证精度的重要手段。⑤机床加工产生切屑的合理处理。机床加工时产生的切屑掉落于床上或飞溅于防护上,由于切屑自带热量,大量切屑的堆积将会是一个不可忽视的热源。如何快速有效的将切屑排出机床外,也是机床设计的一个重大课题之一。关于切屑热的处理,还可以通过加大冷却液流量进行冷却优化。不过现在还可以通过采用高速铣削的方式来减少切屑自身的热量,尤其是高精度铝合金薄壁的加工方面已经得到了普遍应用。
3 自动热补偿技术验证示列
现以某厂MV80立式加工中心为研究对象,应用自动热补偿手段解决Z轴热机前后的定位误差过大的问题。
为了验证误差补偿器的补偿效果,上午机床以4.5m/min热机30分钟,下午以30m/min热机30分钟 ,分别测试补偿前后,机床在热机前后的定位误差。
3.1 进给速度为4.5m/min的补偿效果(上午)
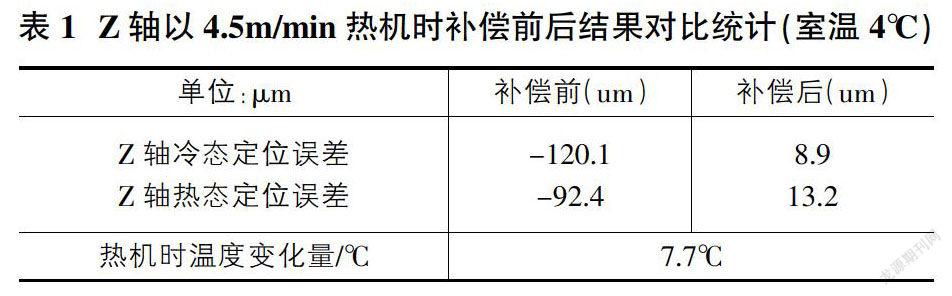
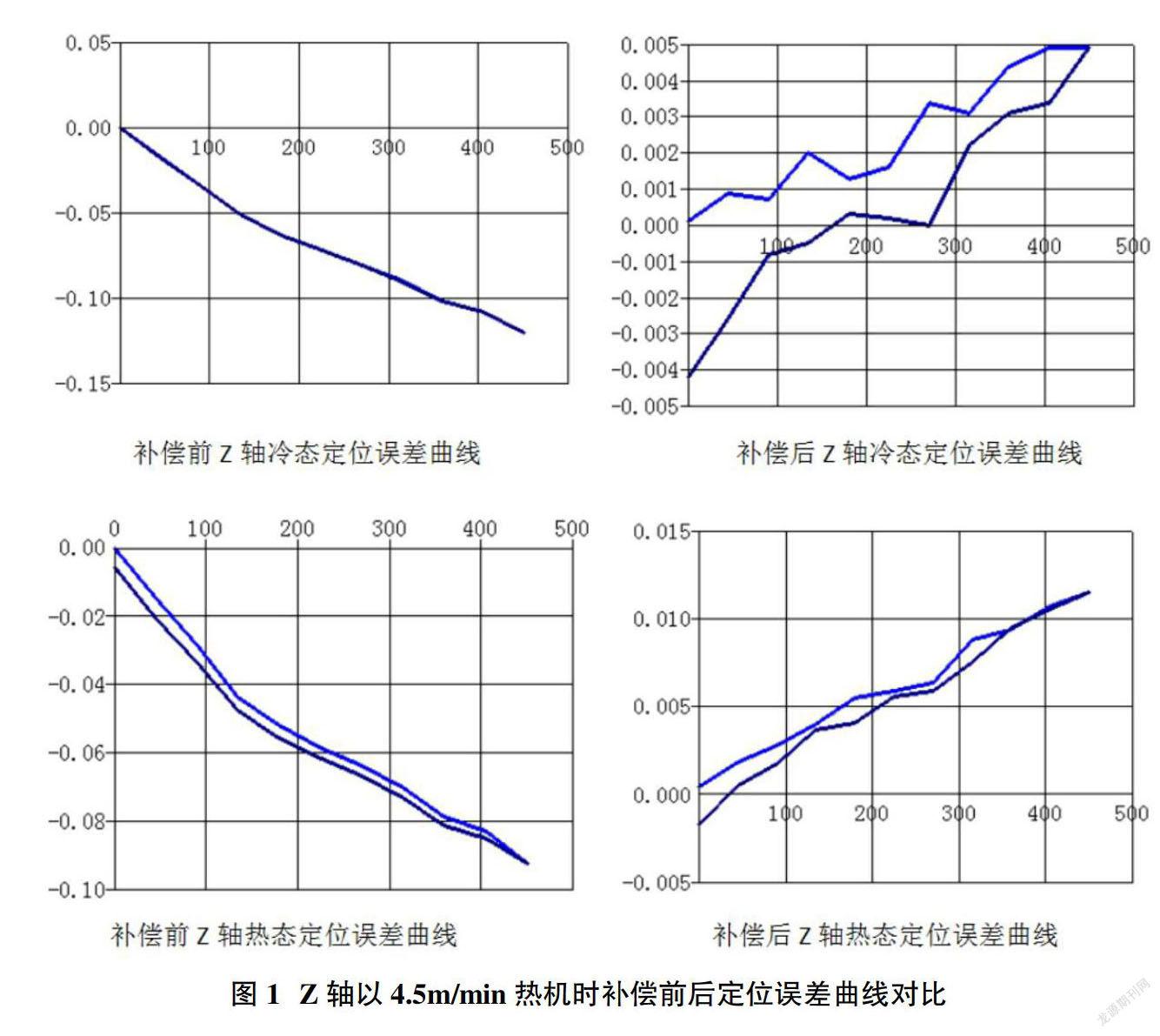
机床在早晨开机处于冷态时,分别测量其在补偿前后的定位误差,此时室温为4℃,丝杆螺母温度为4.3℃。然后机床以4.5m/min的进给速度热机30min,分别测量热机后补偿前后的定位误差,此时室温为4.1℃,丝杆螺母温度为9.2℃。测试结果如图1与表1所示。
3.2 进给速度为30m/min的补偿效果(下午)
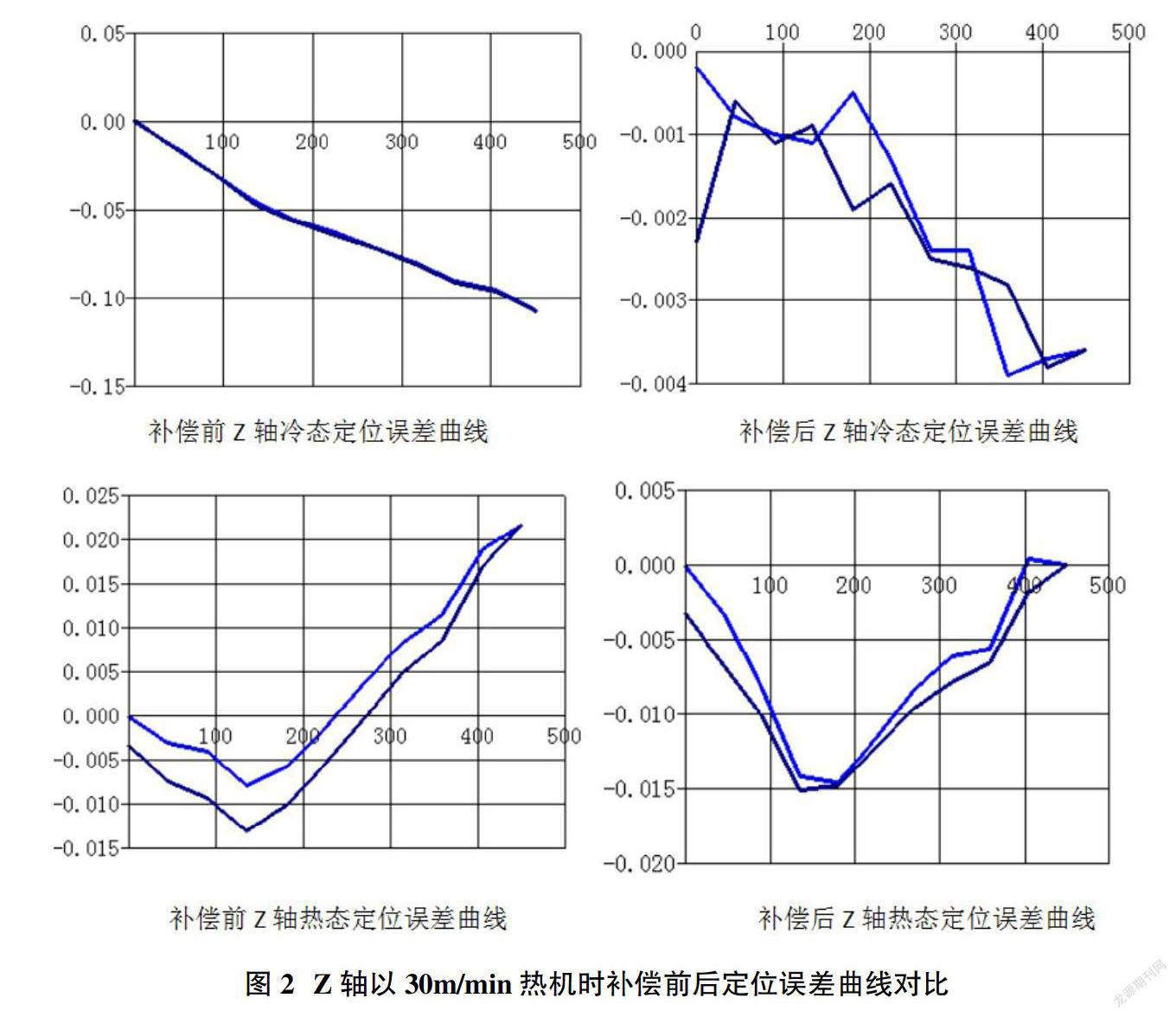
在机床中午冷机2小时完全冷却后,先分别测量其在补偿前后的定位误差,此时室温为8.3℃,丝杆螺母温度为8.5℃。然后机床以30m/min的进给速度热机30min,分别测量热机后补偿前后的定位误差,此时室温为8.5℃,丝杆螺母温度为27.5℃。测试结果如图2与表2所示。
3.3 Z轴热误差检测
参照机床用户检测Z轴热误差的方式,用千分表分别检测补偿后,Z轴以30m/min的进给速度热机30min与机床冷机30min时Z轴热误差变化大小。经检测发现补偿后,热机与冷却的整个过程中,千分表指针的偏摆量均在15um以内;如果关闭补偿功能,千分表指针的偏摆量可以达到130um。
3.4 有益效果
补偿前,Z轴在冷态定位精度在120-100um 之间,严重影响客户冷态加工工件的精度。实施补偿后,Z轴在各种室温下的冷态定位精度均维持在15um以内,在各种热态下测得的定位精度也维持在20um以内,其精度整体提高了80%左右。
4 结束语
综上所述,热变形是影响机床定位精度的重要因素。误差预防方面:合理的机床结构设计是减少机床热变形的基础;误差补偿方面,采取自动热补偿装置抵消热变形影响已经成为控制机床热变形的有效手段。最后,相信随着技术的不断发展,关于热变形的研究必将有新的突破。
参考文献:
[1]谷继永.控制机床热变形的措施探讨[J].安徽理工大学学报,2005(6).
[2]陶晓杰,王治森.机床误差补偿方法探讨[J].制造业自动化,2005(5):18-19.
[3]李传乾.机床摩擦、磨损与润滑[M].北京:机械工业出版社,1990:12-38.
[4]王金生.XK717数控铣床热特性研究[D].浙江:浙江工业大学,2004.
