弱骨架厚蒙皮结构缝翼外形控制装配技术研究
2021-09-10王建旗郑炜
王建旗 郑炜




摘要:我国自主研制某机型前缘缝翼,采用钣金肋和梁的弱骨架结构形式,在研制和生产过程中外形控制不稳定,严重制约飞机的批量生产和维修互换。本文从装配过程外形数据分析入手,针对性的提出外形补偿方法,并在装配过程中跟踪优化数据,固化装配方案和流程,彻底解决了长期困扰本型号的缝翼装配变形问题,为弱骨架厚蒙皮结构活动翼面装配提供了基础数据和优化方案。
关键词:缝翼;弱骨架;补偿方法
中图分类号:V262.4+11 文献标识码:A 文章编号:1674-957X(2021)14-0028-02
0 引言
前缘缝翼是安装在机翼前缘的一段或者几段狭长小翼,主要是靠增大飞机临界迎角来获得升力增加的一种增升装置。其主要作用有两个:一是延缓机翼上的气流分离,提高了飞机的临界迎角,避免大迎角下的失速;二是增大机翼的升力系数。由于缝翼在机翼前缘的最前端,所以在飞机起飞和降落时最容易被鸟撞损坏,是飞机最易损坏的活动面之一,航空运营过程中对缝翼的快速互换提出了非常高的要求。
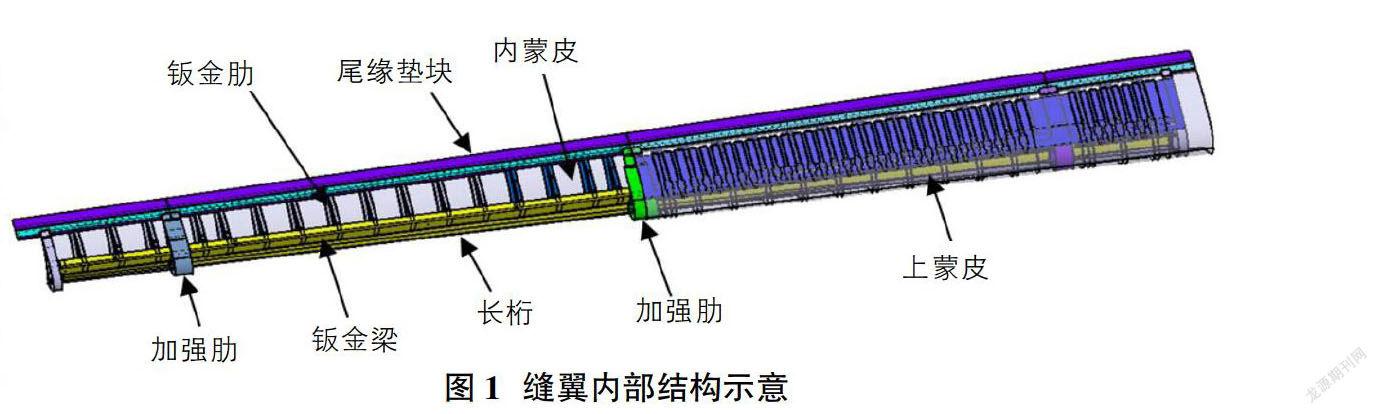
随着飞机陆续交付客户,运营过程中经常要更换缝翼,但在生产过程中,缝翼外形超差严重制约着互换的进行。前缘缝翼是喷气式客机增升增阻活动翼面的重要组成部分某机型支线飞机左右对称布置三段前缘缝翼。缝翼由内外蒙皮、梁、长桁、翼肋和楔形尾缘组成,为常规铝合金密肋结构。(图1)
1 过程分析
某机型飞机缝翼自研制以来,连续多架机外形超出设计要求,尾缘区域出现“收口”等问题。由于缝翼结构中钣金件数量较多,零件制造精度较低,蒙皮与钣金肋之间容易出现装配间隙,机加肋较少,但交点与理论外形的相对关系,直接影响到缝翼的安装姿态。机加肋以工艺孔和防冰管安装孔为基准进行肋板的内外型面加工,并工艺孔为基准制交点孔。在加强肋制造过程中,交点与外形之间通过工艺孔间接协调,增大协调误差。缝翼蒙皮初始材料为2024-O,热处理后的状态为2024-T42。其中外蒙皮以内型面为基准,通过钣金拉伸成形后进行化铣,化铣后与内蒙皮在蒙皮组装型架上铆接在一起形成外蒙皮组件,内蒙皮均采用滚弯成型。缝翼外蒙皮验收时,在指压力下蒙皮与模胎贴合符合规范要求,在蒙皮组合夹具和装配型架上以外形为基准,化铣应力释放后蒙皮与装配外形卡板出现较大间隙,整个蒙皮呈现收口趋势,前缘出现挠曲变形。当内外蒙皮铆接成上蒙皮组件后,刚性显著增强,蒙皮与工装卡板之间间隙无法通过指压力消除,蒙皮外形作为理论装配的基础,收口和变形会直接传递到缝翼总装阶段,进而导致缝翼铆接后出现尾缘条收口和变形。此质量问题一直是制约缝翼交付的主要影响因素,且据客户反馈组件安装有5大类重复性超差问题,而首要问题为缝翼外形超差导致的缝翼-机翼前缘间隙、阶差问题,统计27架机,超差比率为100%。缝翼外形超差导致缝翼在收放时与机翼前缘干涉,对前缘蒙皮造成不可逆的磨损,因干涉引起的缝道间隙不均匀不仅会影响缝翼的高速性能,严重时还会影响到飞机的失速性能。
针对缝翼悬挂超差问题,分别测量了缝翼外形、机翼前缘外形和缝翼安装后与前缘的整体外形,测量结果显示,缝翼尾缘处的外形呈波浪形态,外形最大超差达到3mm以上,此外缝翼在型架上约束状态和架下自由状态下测量结果差异较大,说明缝翼装配下架后呈扭曲姿态。超差现象表明骨架结构刚性不足和蒙皮与肋存在装配间隙,导致缝翼在装配过程中存在较大的装配应力,应力释放引起无规律变形。因此,缝翼外形超差为设计、零件制造、装配应力等耦合的技术质量问题。
为了达到缝翼装配外形控制的稳定性,研究主要从装配协调、流程规划、外形优化、工装优化、过程控制、数据分析等环节进行优化,形成了一套系统、可控的缝翼装配外形控制方法,保证缝翼制造的符合性、稳定性。
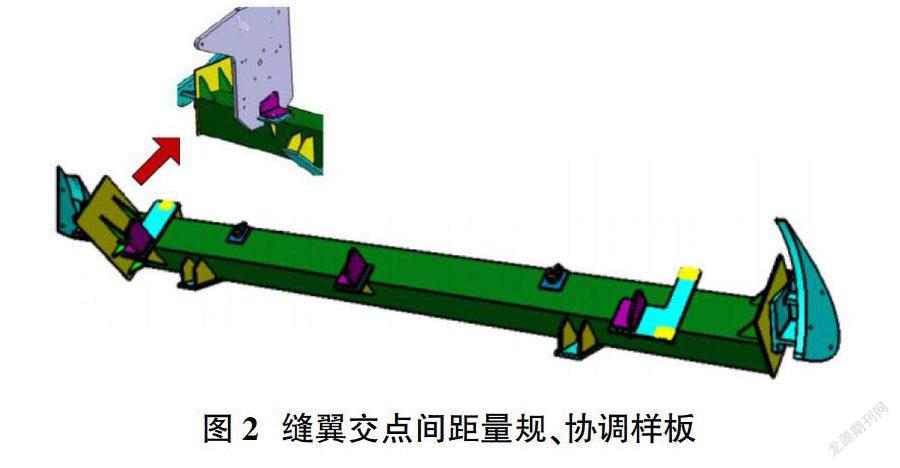
1.1 装配协调 缝翼为互换件,缝翼与机翼前缘通过标工(交点间距量规和协调平板)进行协调。其中缝翼交点间距量规协调了交点,通过两端鱼形件协调了端肋的展向位置和外形,通过协调板间接协调了缝翼交点与机加肋外形。缝翼的外形主要靠机加肋和端肋支撑,缝翼装配型架交点定位器和端肋定位器均通过标工调装,其余要素(钣金肋、梁和尾缘条)的定位器采用数字化调装。从协调方式上来说,缝翼交点量规基本保证了缝翼交点和整体外形的协调关系,但是在同一套装配型架中,两种调装方式的混合使用增大了协调误差。(图2)
1.2 流程规划 缝翼装配以蒙皮外形为基准,即利用装配型架外卡板定位蒙皮的外形,并在型架上施力使得蒙皮外形贴紧在卡板上,然后连接内部骨架。这种装配方法的特点是误差形成从外向里,累积误差在骨架连接时通过补偿消除,可以在不提高零件制造准确度的前提下获得较高的外形准确度。目前缝翼装配流程为先定位机加肋、钣金肋和梁,后定位蒙皮,为典型的以骨架为基准装配,与文件中缝翼以外形为基准进行装配的要求不符。其中钣金肋理论上在定位时通过隔板定位器利用内形面定位,定位误差从后向前积累,以现有的装配公差计算,利用该方案定位下的钣金肋外形之间最大理论阶差可达1.6mm,但由于钣金零件的公差相比机加零件较大,随后上蒙皮安装时骨架和蒙皮之间容易产生较大的装配间隙,间隙消除不均将会形成附加的装配应力。此外,受操作空间和结构限制,操作人员通常会放弃钣金肋(隔板)定位器,通过手工定位,此种方式下完全放弃了钣金肋和梁之间的L型角材装配补偿,定位好的钣金肋内、外形都无法保证,是缝翼装配应力主要的来源。图3为某架中段缝翼,可以看到以尾缘条上表面为基准,相邻钣金肋外形阶差明显偏大。
为此,在原有工艺方案基础上,首先优化钣金肋定位方法,由于尾缘收缩变形方向固定,通过反向工艺补偿可减少收缩量。为积累数据,对每段缝翼在装配过程中,尾缘条定位制初孔后进行激光测量,尾缘条加垫调整后制终孔并与蒙皮铆接后,整体激光测量缝翼(含尾缘条)外形,每段缝翼用激光测量后有近2万个点;装配完成后通过外形检验卡板测量。结合激光测量及卡板测量数据,分析尾缘条与工装定位器之间的位置,计算加垫量并在尾缘和定位器之间加垫进行工艺补偿以改善尾缘外形,反向工艺补偿固化后的加垫数据如表1、表2、表3所示,在进行反向工艺补偿过程中缝翼外形测量的变化如图1、图2、图3所示。
1.3 外形优化
修模改善缝翼外蒙皮收口,完善尾缘零件检验标准,优化机加肋外形公差。
1.4 工装优化
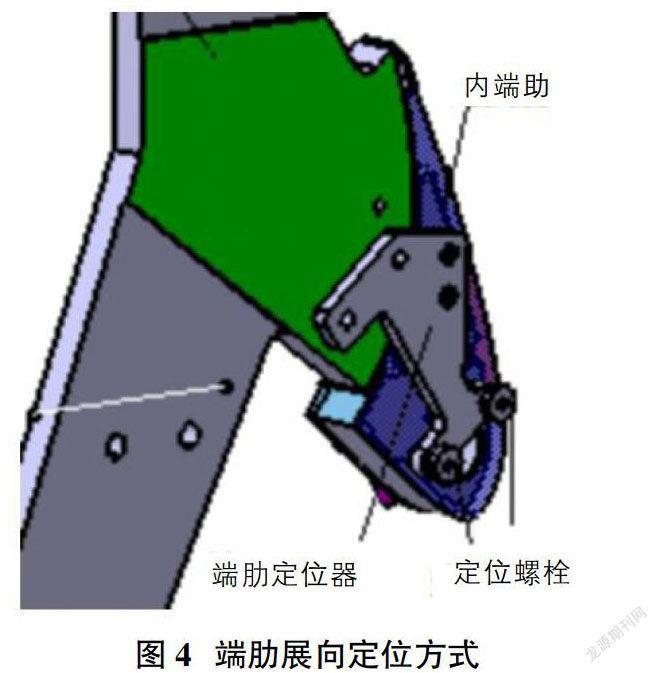
加密尾缘条定位器数量并增加蒙皮辅助压紧器,同时增加端肋展向定位器,端肋展向定位方式见图4所示。
2 结论
通过对缝翼外形进行全外形测绘建模的工程实例分析,进行测绘、建模搭建、数据采集、数据处理、模型重建、质量分析等功能,形成了一套具有可实施性的缝翼外形控制体系,探索出一种可用于装配区域封闭的间隙补偿方式。形成活动面外形数字化测量和分析方法:基于传统工艺装配与数字化测量设备相结合应用方法,不仅可以解决工艺装配过程中遇到外形补偿的问题,而且在逆向设计方面具有一定的借鉴意义,保证其缝翼制造稳定性,满足工程要求和客户需求。
参考文献:
[1]钟园,陈勇,等.翼身融合布局低速验证机前缘缝翼设计[J].航空学报,2019,40(9):123-133.
[2]王素晓,郑娜,等.外翼活动面结构偏离的容差分析及优化[J].装配制造技术,2016(06):165-167.
[3]颜巍,贺兰德,等.新型缝翼對机翼气动性能影响的实验研究[J].科技信息,2013(06):113-115,111.
[4]蔡跃波,安鲁陵,等.飞机复合材料结构装配间隙补偿研究进展[J].数字化装配,2019.
[5]岳胜,代多兵,等.飞机结构装配间隙超差分析研究和对策[J].航空制造技术,2013,56(12):81-84.
