VVER-1000主管道焊接工艺性分析
2021-09-10徐井伟马尚国王丽思
徐井伟 马尚国 王丽思






摘要:VVER-1000主管道(核电站主冷却剂回路管道连接反应堆压力容器、蒸发器、主泵,构成一回路压力边界)材料是大壁厚双金属复合管道,其焊接工艺十分复杂,焊接收缩也很难控制。本文从焊接材料的选择,焊接工艺参数的制定等方面出发,科学的分析、制定有效合理的焊接工艺,以保证其焊接质量。
关键词:主管道;焊接性;冷裂纹;焊后热处理
0 前言
田湾二期工程建设2台单机容量106万kW的俄罗斯VVER-1000型压水堆核电机组,其设计寿命为40年,设计思路与欧洲压水堆核电机型EPR相近,采用的工程措施也十分相似[1]。主管道在核电机组运行期间,承载高温、高压、高放射性的冷却剂。焊缝质量不能出现任何问题,否则,后果不堪设想。因此对主管道焊接的母材、焊材、焊接工艺参数、焊接变形量的控制方面进行分析,对后续的施工过程是有借鉴意义的。
1 母材及焊接填充材料
1.1 母材
主管道母材选用10ГН2-МФА和03Х22Н11Г2Б,03Х22Н11Г2Б具有耐化学腐蚀和电化学腐蚀性能,10ГН2-МФА具有耐热、耐高温、耐低温性能。其化学成分如表1所示,因10ГН2МФА的焊接过程是难点,所以文中重点分析该材料的焊接性能。
1.2 焊接填充材料
根据母材的运行情况及焊接方法,在选用焊材时应考虑:(1)焊材与母材等强度原则,要保证焊缝金属机械性能指标与母材机械性能指标匹配;(2)防止冷裂纹。焊材的化学成分如表2所示。
2 母材的焊接性分析
在焊接条件下,热源离开后被熔化的金属快速连续冷却,并发生结晶和相变过程,最后形成焊缝。在这一过程中有可能在焊缝金属中产生偏析、夹杂、气孔、淬硬、脆化、裂纹等缺陷,控制裂纹的产生是VVER-1000主管道焊接质量的關键因素。
2.1 焊接裂纹
焊接裂纹按照产生的机理可以分为5类:热裂纹、再热裂纹、层状撕裂、冷裂纹和应力腐蚀裂纹[2]。
2.1.1 焊接热裂纹
在低碳钢中,焊接热裂纹的规律为:在一定含碳量的条件下,随着含硫量的增高,裂纹倾向增大;随着锰含量增多,裂纹倾向下降;随着含碳量的增加,硫的作用加剧。根据经验公式,即 根据式(1)计算B=55。从化学成分上分析10ГН2МФА的含碳量为0.1%,根据理论当w(C)≥0.1%时,B≥22具有较好的抗热性能,故10ГН2МФА焊接过程中出现热裂纹的可能性较小。
2.1.2 焊接再热裂纹
根据晶内强化的观点,按照合金元素的质量分数定量评估材料的再热裂纹倾向的经验公式为 根据式(2)得出ΔG=0.94,当ΔG≥2时,对再热裂纹比较敏感;1.5<ΔG≤2时敏感性为中等;ΔG<1.5时对再热裂纹不敏感。
2.1.3 层状撕裂
根据主管道的力学结构,在z向没有力的作用,所以不用考虑层状撕裂。
2.1.4 焊接冷裂纹
钢中的碳元素是引起淬硬组织的关键合金元素,碳当量是评价钢材的冷裂纹倾向的重要指标之一,根据国际焊接学会推荐的碳当量公式,即 由式(3)计算Ceq=0.5%,当Ceq=0.4%~0.6%时,钢材焊接性不好,所以10ГН2МФА焊接时需要预热才能防止冷裂纹产生。10ГН2МФА碳当量较高,并含有少量的合金元素,因而淬硬倾向高于一般的低碳钢,且管道最小壁厚为70 mm,冷裂倾向增大,因而防止冷裂纹是主管道焊接过程中控制的重点。
2.1.5 应力腐蚀裂纹
形成应力腐蚀裂纹的基本条件是:(1)材料必须是合金,也包含微量元素的合金,纯金属一般不发生应力腐蚀开裂;(2)材质与介质不相匹配;(3)存在残余应力。主管道是10ГН2МФА和03Х22Н11-Г2Б复合型钢,焊接完成后可能存在焊接残余应力。所以必须采取措施消除焊后残余应力。
2.2 防止裂纹的措施
2.2.1 预热
预热对防止冷裂纹有效,但并非温度越高越好,预热温度过高,反而促使冷裂纹的产生。根据预热温度的经验公式,即式中 T0为预热温度(单位:℃);Pc 为钢材冷裂纹敏感性指数;Pcm为合金成分冷裂纹敏感性系数;[H]为扩散氢含量(单位:mL/100g),经查表可知为4.2 mL/100g,δ为管道等效厚度70 mm。根据式(4)~式(6)得出Pc =0.394 8,T0=200 ℃,Pcm=0.224 8,从而确定预热温度为200 ℃。
2.2.2 后热
冷裂纹一般在焊后一段时间才产生,所以在裂纹产生之前能及时进行加热处理,即后热,也能达到防止产生冷裂纹的目的。后热的温度可以参考经验公式[2],即式中 Tpc为后热的下限温度(单位:℃);CEP为确定后热下限温度的碳当量。根据式(7)、式(8)计算得出CEP=0.36,Tpc=50 ℃,由于后热温度一定要高于产生冷裂纹临界的上限温度T0,以便将扩散氢充分地扩散逸出,所以后热温度选择为200 ℃。
2.2.3 控制t8/5
由于在实际条件下测定冷却温度较为麻烦,采用冷却时间t8/5与临界冷却时间Cf对比来预测热影响区的组织性能和裂纹倾向。根据德国钢铁协会t8/5的计算公式,即
式中 T0为焊接件的初始温度(单位:℃);η为相对热效率;F3为三维传热时的形状系数;E为热输入量(单位:J/mm);η0为热效率;U为电弧电压(单位:V);I为电流(单位:A);v为焊接速度(单位:mm/s)。
根据实测数据U=24 V,I=100 A,v=1.744 mm/s,查表可知η0=0.8,根据式(11)得出E=1 100 J/mm,预热温度T0=200 ℃,根据式(10)得出δcr=0.685 mm,查表得出F3=0.8,所以根据式(9)计算得出t8/5=17.68 s;根据式(13)得出CEf=0.28,根据式(12)得出Cf=6.31 s。根据Cf的临界冷却时间,可以利用式(9)反推得出最小焊接热输入量为1 050 J/mm。
比较(Cf=6.31 s)<(t8/5=17.68 s)可知,采取控制焊接线能量、预热温度以及层间温度不小于预热温度等措施,能够有效避免产生冷裂纹,另外,尽可能减小拘束度,焊后及时进行消除应力热处理。由此可知,控制冷却时间的关键性因素是预热温度、线能量、层间温度。
3 焊接方法的选择和工艺评定规划
3.1 工艺评定的规划
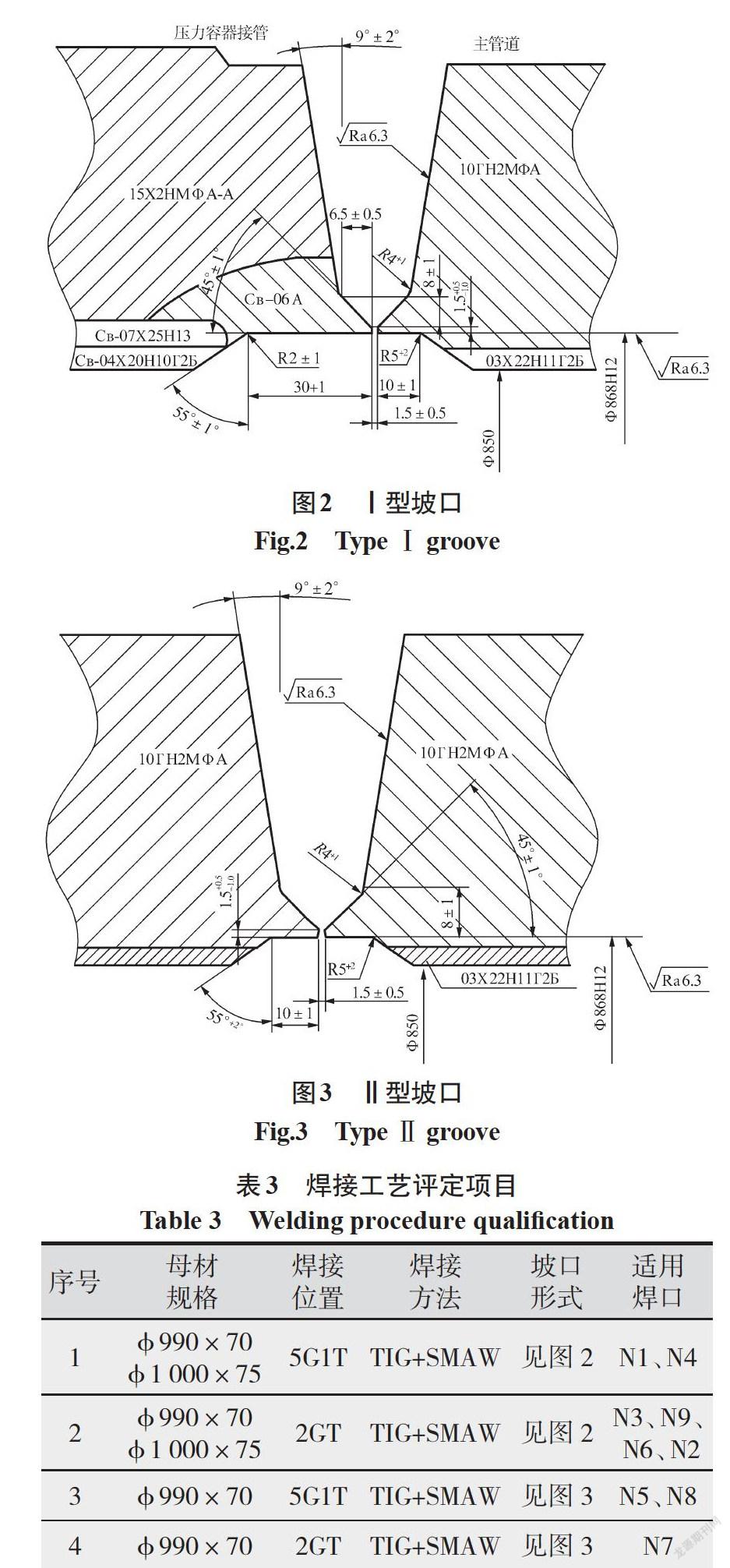
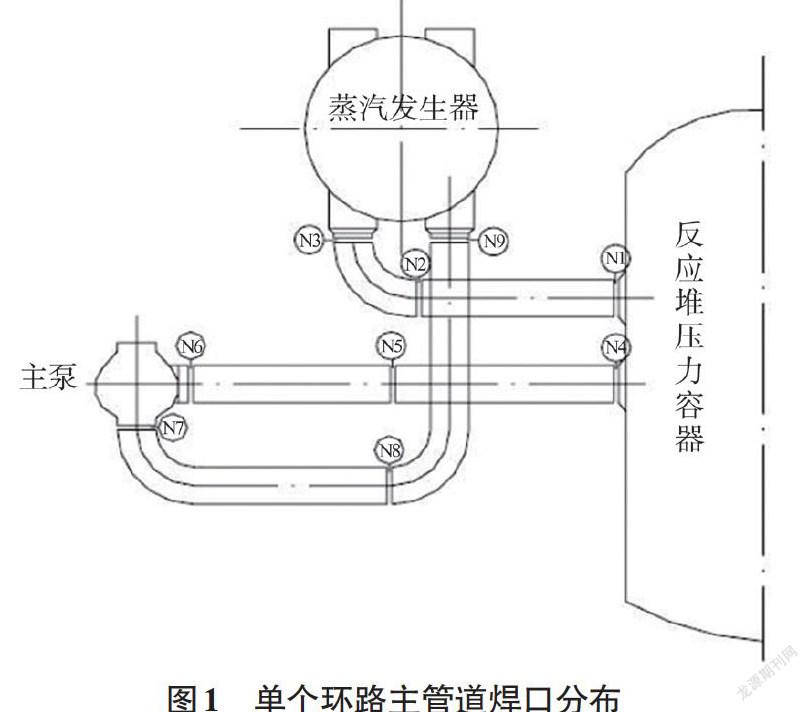
VVER-1000有4个环路,单个环路主管道焊口分布如图1所示。根据焊接接头基层材料和坡口形式的不同,按俄罗斯标准将工艺评定的焊口分为两种接头形式:
(1)Ⅰ型压力容器接管与主管道之间的工艺评定接头(详见图2)。
(2)Ⅱ型主管道、主泵接管、蒸发器集流管与主管道之间的工艺评定接头(详见图3)。
焊接工艺评定项目如表3所示。
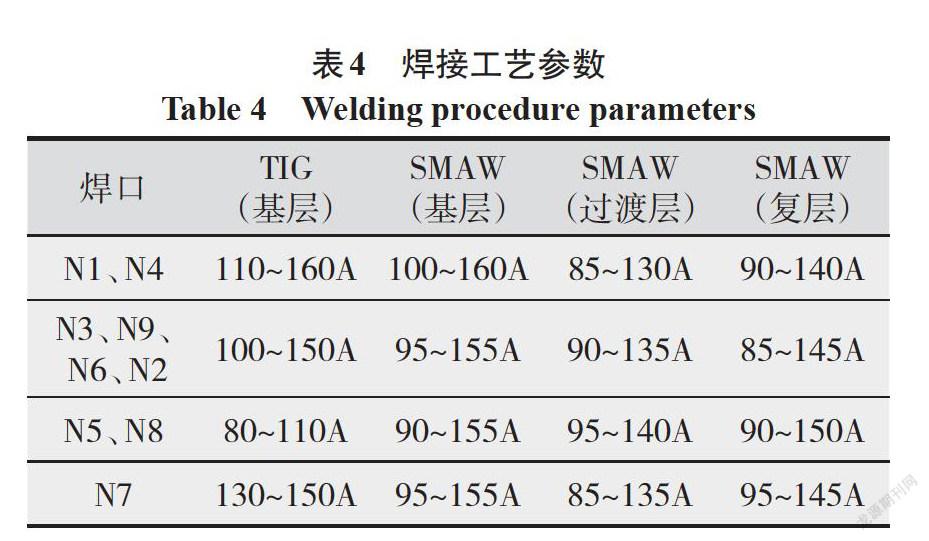
3.2 焊接工艺参数
目前国内核电站主管道的焊接主要采用:钨极氩弧焊+焊条电弧焊(TIG+SMAW)和窄间隙自动焊(TOCE)两种焊接工艺[3]。VVER-1000主管道焊接方法采用钨极氩弧焊+焊条电弧焊(TIG+SMAW)+热处理,与国内的主管道焊接有所不同,具体焊接工艺参数详见表4。
4 焊接收缩量变形控制
由于焊接过程中焊接热输入量不同,引起管道各个点的焊接收缩量不同,从而导致纵轴线角位移偏移,轴折线产生偏差,最终引起两个对接管件不在一个轴线上。根据纵轴线角位移公式,即
式中 ΔN1、ΔN2为直径相对各点收缩量(单位:mm) ;D为管道外径(单位:mm);L为焊接接头到管件自由端的长度(单位:mm)。
根据实测数据(见图4)分析得出结论:当直径在相对各点的横向收缩量之差不超过0.3 mm时,焊接顺序无需调整,否则应调整。在氩弧层焊完成、焊接至1/3截面、焊接至2/3截面,是调整焊接变形量的最佳时机。
5 焊后消应力热处理
由于焊接引起焊接件温度场分布不均匀、焊缝金属的热胀冷缩等原因,焊接过程必然会产生残余应力,所以焊后要及时进行消应力热处理,热处理工艺如图5所示。
5.1 消应力时间
5.2 焊后消应力热处理温度
对于碳素钢、低合金钢的焊接件,焊后消除应力热处理的温度为600~650 ℃,且不应高于材料最终回火温度。
5.3 消应力热处理加热宽度
6 结论
(1)VVER-1000主管道采用03Х22Н11Г2Б和10ГН2-МФА双金属复合管道,焊材的机械性能指标必须与母材机械性能指标相匹配,焊接过程中防止冷裂纹产生是主管道焊接过程中的控制重点。
(2)焊接过程中预热温度、层间温度、后热温度需要控制在200 ℃左右。
(3)焊接热输入量至少要控制在1 050 J/mm以上。
(4)氩弧层焊完成、焊接至1/3截面、焊接至2/3截面,是调整焊接变形的最佳时机。
(5)焊后消应力热处理保温时间至少在6 h以上。
(6)焊后消应力热处理温度为620~650 ℃,且不应高于材料的最终回火温度。
(7)焊后消应力热处理加热宽度至少控制在912 mm以上。
参考文献:
李强,周哲俊,田湾核电站3、4号机组设计改进[J].中国核电,2012,5(2):110-117.
陈祝年.焊接工程师手册[M].北京:机械工业出版社,2009.10.
马力川,李予卫,张雯,等,压水堆核电站主管道焊缝理化性能分析[J].科技创新导报,2012(34):11-12.
张艾丽,刘志斌.焊接件去应力退火工艺参数试验[J].汽轮机技术,2000,42(4):251-253.
鄭倩倩,郑日水,罗超,等.核电站VVER堆型复合钢主管道窄间隙钨极氩弧(N-TIG)自动焊技术应用可行性研究[J]. 电焊机,2019,49(4):59-66.
