中间断开两孔加工同轴度超差原因分析及解决方案
2021-09-10宋诗会
宋诗会
摘要:伴随着中间断开两孔加工方法的广泛应用,通过大量的数据分析对比,不难发现其同轴度出现超差的现象,并且对于较高同轴度要求的中间断开两孔能够通过回转加工台一次性完成。本文主要以枕梁的安装座孔为例,详细的分析了中间断开两孔加工过程中出现的质量问题,并且根据实际应用的案例找出问题产生的原因,制定出相应的解决方案,最终通过端面见光之后精加工深孔的方法,从而能够有效的满足中间断孔两孔加工同轴度的加工需求。
关键词:中间断开;两孔;同轴度;超差原因;解决方案;加工效果
0 引言
在现代化的加工生产过程中,在机械领域关于轴承的用处十分广泛,尤其是轴承的安装定位孔大多数都是呈现出成对的台阶性孔,由于安装定位孔的安装精度和同轴度越高,机械设备在运转过程中所产生的噪音也会越小,并且在一定程度上能够有效的降低轴承座的磨损程度,导致最终的使用寿命大大延长,尤其是在一些对精度要求比较高的图纸当中,同轴度的要求更是多达?准0.02,甚至比这个数值更高。通常情况下,目前在加工过程中对于孔的加工方法有很多种,并且加工技术基本上处于成熟的阶段,能够满足各种精度尺寸和公差等级的基本要求,但是本文涉及的中间断开两孔加工同轴度要求很高的加工案例却并不多见。本文主要以枕梁安装座的中间断开两孔的加工为例,首先简要分析了加工过程中出现的各种问题,接着详细的阐述了问题的产生原因以及相应的解决方案,最终简单的概述了批量生产该样品的加工效果。
1 枕梁座中间断开两孔的加工方法
在传统的加工过程中,对于枕梁座中间断开两孔的加工方法大致上可以分为以下两种类型:①将刀具调头进行再次加工:先钻枕梁座中一侧的孔,紧接着将刀具调头,以这个孔的端面作为定位基准,开始加工另外一个孔,这样可以确保两孔的中心在同一高度上;②利用特殊的刀具来反拉另外一侧的孔。通过对大量加工零件进行抽样检测和分析可知,这两种方法在加工过程中都存在着一定的问题,其中第一种方法对于加工零件的夹具要求比较高,必须要确保两孔的轴心在同一高度上,使得中间断开两孔的同轴度不会出现超差,另外这对两孔内侧端面之间的距离和孔的定位标准有着明确的规定,因此在加工的过程中不仅需要控制好工装定位的基准面,还需要确定刀具的走向和垂直度。因此面对不同尺寸的枕梁座加工零件,则需要制定出不同尺寸的工件夹具,最终导致中间断开两孔之间的配合间隙在标准尺寸公差的范围之内,另外工件还需要两次才能装夹完成,使得加工效率大大降低。另外一种方法则会受到中间断开通孔的限制,由于刀具的尺寸过长,并且刀杆的直径比较大,这样以来刀具在进刀和退刀的过程中容易产生矛盾,如果将导杆的直径减小,那么刀具的强度则会受到一定的影响,在加工的过程中,中间断开两孔端面的粗糙度难以把控,最终导致两孔的同轴度产生超差,随着该项加工方法的广泛应用,在原有的加工工艺上进行改进和完善,使得加工工艺不存在局限性,使得加工件能够一次性装夹完成,提升加工效率。
2 枕梁安装座中间断开两孔加工过程中出现的问题
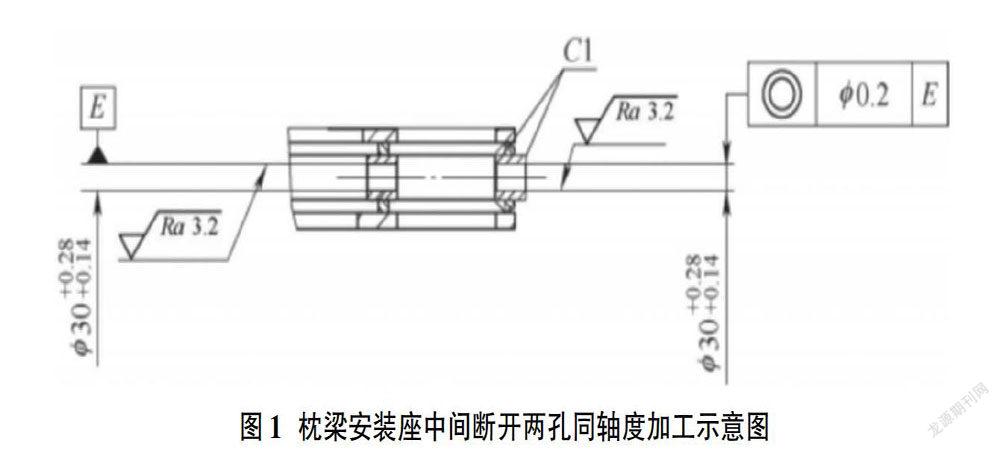
如图1所示,这是枕梁安装座的中间断开两孔同轴度加工的示意图,其中这对同轴度的要求非常高的,却没有相关的文件要求对中间断开两孔的端面进行有效的加工。在一批枕梁安装座中间断开两孔的加工过程中,在最初阶段并没有出现中间断开两孔同轴度出现超差的现象,因此实际的加工流程主要为:先给枕梁安装座进行钻孔,接着进行初步的镗孔,最后根据中间断开两孔的尺寸要求进行细致的镗孔,使得两孔的尺寸公差在标准的范围内。由于枕梁安装座大多数都为量产,随着加工件数量的不断增加,机械设备在最初阶段设定的参数也会发生轻微的变化,这就会导致加工件的尺寸精度产生较大的误差,有些时候通过检测可以发现第二个孔的同一侧相比较于另外一个节孔会发生偏移,同轴度和最小的壁厚都会出现偏差。通过对各个不同尺寸的加工件分析可知,造成这样的问题的原因可能有以下几个方面的原因:①由于机械设备的刀杆过长,并且直径比较小,在镗孔的过程中需要延伸很长一段距离,这就会导致在正常的加工过程中很容易产生振动的现象,这必定会造成中间断开两孔的中心发生偏移,同轴度出现产生超差;②在枕梁安装座的中间断开两孔同轴度的加工过程中,多数的两孔内侧之间的间距为180毫米至200毫米之间,为了能够确保中间断开两孔的轴不会产生偏移,则必须要使得整个加工过程一次性完成,在加工好第一个孔之后,不需要退刀,需要将两个内孔共同加工完成,这在一定程度上不仅有效的提升了加工效率,同时也能够保证两孔的同轴度不会出现超差。整个加工过程如下所示:通常情况两孔的公称直径为?准30mm,首先需要先钻一个?准28mm的内孔,紧接着利用刀具将这个内孔镗至?准29.7mm,最后根据实际的加工需求将其镗至标准的尺寸偏差范围内。在整个过程中,无论是在钻第一个孔的时候,还是利用加长的刀具镗第二个孔时,都会因为中间断孔端面的毛坯面不够平整,导致刀具的受力不均匀,一旦刀具在加工枕梁座的第二个孔时,必定会导致刀具出现偏差,最终造成中间断开两孔的同轴度出现超差的现象。
3 枕梁座中间断开两孔同轴度加工问题的原因分析和解决方案
在枕梁座加中间断开两孔同轴度的加工过程中,往往存在着较多的问题,通过对其质量分析可知,如果是由于刀杆的尺寸过长、直径较小所造成的,这样在实际的加工过程中必定会产生振动的现象,这样以来会促使在加工第二个内侧孔时,孔心与另外一个孔心不在同一高度上,这在一定程度上相当于加工了多次枕梁座零件。在刀具连续加工了一批零件之后,可能都会出现类似的问题,但是通过检测分析可知,并不是所有的枕梁座零件都存在着同样的问题。由此可知可以总结出以下结论:虽然刀具的尺寸参数和自身特性会对整个加工过程造成一定的影响,但是这不是导致枕梁座零件产生质量问题的主要原因,这就需要对其他原因进行深入的分析。
通过对钻头和镗刀的尺寸和自身特性进行深入的分析和研究,并且对不同材质的零件进行实验加工之后,在确定钻头和镗刀的尺寸和强度没有问题之后,则可以首先排除第一种原因。因此,造成枕梁座中间断开两孔同轴度出现超差的原因为两孔同侧之间的间距过长,并且在加工第二节安装座孔的端面时,由于其表面为不平整的毛坯面,在加工的过程中刀具的强度会受到一定的影響,最终会导致两孔的同轴度出现偏差。为了能够避免这个问题的产生,在第二节孔端面加工之前,需要对其表面粗糙度进行系统的检测,如果发现表面不够平整并且不符合加工的基本要求,这就需要采取有效的措施给予解决,确保在加工过程中刀具与加工的主轴处于始终垂直的状态。首先在镗孔的过程中,需要将端面光滑处理,然后再进行精加工深孔,经过反复的检测和试验之后,最终确定是由于第二节安装座孔毛坯的端面不够平整导致枕梁座零件产生质量问题的根本原因,则需在安装两个座孔之前,先将具有同轴度要求的两个安装座孔的毛坯端面进行抛光,最好能够对其见光80%的加工处理,然后在对整个零件的钻孔、粗略的镗孔和精镗孔。例如在对两个安装座孔的毛坯端面进行抛光的过程中可以采取棒铣刀的方式,使其能够满足表面粗糙度的标准要求。
4 枕梁座中间断开两孔同轴度批量加工的效果
通过反复的检测和试验可知,枕梁座零件的批量生产往往要借助相应的机械设备才能够较快的完成,这就需要提前对机械设备的加工参数进行设定,但是在加工一批零件之后,相应的参数必定会发生轻微的变化,这就需要在原有的加工工艺上进行改进和完善,并且改善的效果十分明显,在一定程度上已经完全解决了中间两孔内侧轴心出现偏差的现象以及枕梁座壁厚超差产生的质量问题,只需要在钻孔之前对两个安装孔的毛坯端面进行抛光处理即可,实际上这个过程根本不需要增加任何的成本,并且操作十分简便,其中利用棒铣刀来加工见光两孔的端面是比较常用的加工方法。采用这种加工方法能够为中间断开两孔同轴度的深孔加工提供了重要的參考依据,另外还需要对端面见光后的精加工深孔的方法进行改善和优化,更好的推广和应用。
5 结束语
总而言之,由上文描述可知,中间断开两孔加工同轴度的要求都是比较高的,随着该项加工技术的广泛应用使得同轴度的超差因素逐渐减小,不仅能够有效的控制中间断开两孔的同轴度,而且相比较于传统的加工工艺而言,使得加工效率得到显著的提升。尤其是在加工一些精度相对比较高的零件时,大多数都会使用一些机床来确保零件的精度,但是在使用之前仍然需要人工进行调试,这就意味着不同的人在使用机床进行加工的过程中,设置的机床精度也是大不相同的,这就需要不断提升操作人员的理论知识和加工水平,认真落实机床的日常维护保养机制,严格按照操作规程进行执行,这也是确保零件符合规范要求的重要保证。因此,采取这个方法不仅能够为中间断孔的同轴度深孔提供了充足的经验,而且对传统端面见光之后精加工深孔的方法进行了改进和完善,具有更好的发展前景。
参考文献:
[1]石立敏,魏峰.中间断开两孔加工同轴度超差原因分析及解决方案[J].金属加工(冷加工),2020(09):46-47.
[2]孙政辉,刘志凯,张敬华.全液压推土机外壳体大孔径加工同轴度超差问题分析[J].金属加工(冷加工),2016(20):61-64.
[3]王占宜,王兆君,华正治,宋雪磊.12V190机体主轴孔同轴度超差分析及改进[J].机床与液压,2016,44(08):174-176.
[4]张益泉,赵发银.某安装架同轴度超差的原因分析及解决措施[J].新技术新工艺,2016(04):82-83.
[5]沈健.加工中心回转加工台阶孔同轴度超差原因分析及改进[J].科技创新与应用,2014(12):75.
[6]薛金良,尚江波.电机定子冲片内外圆同轴超差原因分析及解决方案[J].模具制造,2014,14(04):38-39.
[7]梁兴,王春花.细长空心轴同轴度超差的工艺改进[J].机械工程师,2014(02):184-186.
[8]余成瑞.手动压制轴套类零件同轴度超差的分析及解决方法[J].粉末冶金技术,1993(04):308-310.
