稀硫酸浓缩工艺运行问题及改善措施
2021-09-10王庆徐伟剑
王庆 徐伟剑
摘要:介绍稀硫酸浓缩装置在运行中出现的问题和改善措施。针对稀硫酸浓缩装置在生产过程中真空异常、稀硫酸含有氯气吸收效果不好或水封失效会对环境造成影响等异常,制定改善措施,改善后达到稀硫酸浓缩装置稳定运行目的。
关键词:稀硫酸;浓缩工艺;运行问题;改善措施
引言:我司离子膜烧碱装置规模达到75万吨/年。在离子膜烧碱生产过程中,每年约产生18000吨75%含氯废硫酸。稀硫酸属于危险废物,为妥善处置该危险废物,公司新建一套稀酸浓缩装置,将75%含氯废酸通过蒸发浓缩至80%以上,去除氯离子后进行外销,解决危废处理的同时也给企业带来了一定的经济效益。
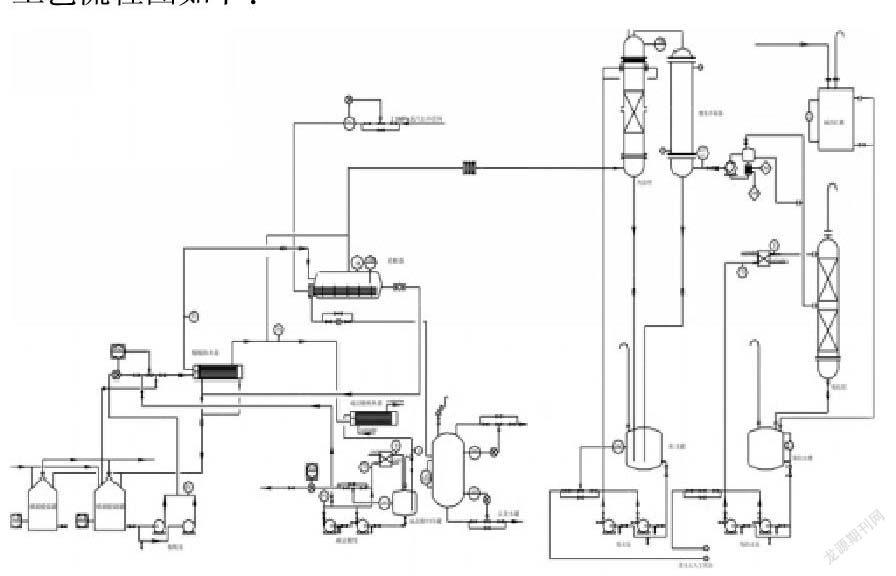
1、生产工艺:本装置采用负压蒸酸器蒸发浓缩硫酸。
从烧碱装置来的含氯稀硫酸通过调节流量后送蒸酸器在负压条件下用蒸汽加热蒸馏,蒸馏后产生的气体通过洗涤塔用水洗涤除去蒸馏过程中夹带的酸雾,洗涤后含氯废气通过吸收塔用碱液完全吸收后达标排放。为了充分利用热能,节省能源消耗,稀硫酸进入蒸酸器前先与蒸馏后的高温硫酸在酸酸换热器中换热,将温度提高至75%硫酸的沸点之下后进入蒸馏釜。经回收热能后的浓硫酸经成品换热器冷却至常温后发往罐区进行销售。
工艺流程图如下:
2、運行中出现的问题和解决措施
该装置于2018年10月投入试运行,在装置运行过程中,发现装置存在以下问题:
2.1真空泵故障率高
两台真空泵,一备一用,一台机组于2019年5月因叶轮损坏严重送原厂家维修,另一台自2019年5月运行2个月后,异响和振动明显,故障和维修频率不断升高。观察现场发现系统运行真空正常为15kPa左右,而机组进口压力显示为-0.098~-0.10MPa(真空泵设计压力-0.1MPa)。原因分析:真空泵进口气量较小,真空泵长期在极限真空条件下运行时严重气蚀,伴有大的振动和异响,从而导致叶轮故障损坏。解决措施:打开真空泵分离器出口至泵进口的回流阀,调节真空泵进口压力在-0.08~-0.09MPa运行,避免真空泵在极限真空下运行。以上调整改善后,真空泵异响和振动消失,机组运行将近一年未出现明显故障。
2.2吸收水罐排空口时常有氯气和大量碱泡沫排出,污染环境
吸收水罐原设计有排气口,保持吸收水罐常压状态,利用pH计在线监控吸收水碱浓度。系统运行1个月后,pH计故障,维修多次无果,并经常有氯气从排气口排至大气和从排气口排出大量碱泡沫的现象。原因分析:pH计故障,无法在线监控吸收水碱浓度。为了防止碱浓度过低导致次氯酸钠分解,要求每班取样送检验室分析监控吸收水碱浓度,但检验室的分析结果滞后,吸收水碱浓度往往不能真实反应实时的情况,造成次氯酸钠分解后氯气从排气口排出。解决措施:(1)对岗位人员进行碱浓度分析培训,每班由岗位人员即时分析,当碱浓度<1.5%后置换吸收水,提高碱浓度;(2)将吸收水罐排气口连接吸收塔气体进口,防止含氯废气排至大气;修改操作规程,规定排空口的有毒气体报警仪报警时的吸收塔即时加碱操作;(3)将pH计变更为ORP仪(ORP仪在多套氯气处理装置的废气吸收系统中有成功应用的经验),通过设定ORP高限报警值使得吸收水碱浓度在线监控更加合理和安全。通过以上改善,自2019年10月运行至今未再发生该异常。
2.3稀硫酸罐易憋压导致水封破、漏氯气
稀硫酸罐为玻璃钢材质,为了保持玻璃钢罐常压状态,设计了负压下的吸气阀和正压下的水封。稀硫酸罐内废氯气和真空泵出口的废氯气送吸收塔完全吸收后排放至大气中。但是在吸收塔运行过程中,稀酸罐内频繁憋压,时常导致稀酸罐水封被冲破,大量废氯气泄漏,造成环境污染。原因分析:(1)吸收水循环流量大,造成吸收塔内持液现象发生;(2)吸收塔尾气排放口无风机驱动,碱性吸收水循环过程中产生的泡沫导致塔阻增大,酸罐憋压。解决措施:将吸收水流量从4m3/h调节至2.5m3/h减少塔内持液现象,同时将吸收水的循环温度从15℃调节至25℃以减少吸收水泡沫的产生,酸罐憋压现象基本消除,酸罐的压力也从以往的6kPa下降至0-1kPa,且正常稳定在0kPa。为了检验吸收水流量降低后的吸收效果,对吸收塔排放口尾气中的含氯和氯化氢进行检测,结果均能达标排放。
2.4 其它
(1)由于原设计的缺陷,稀硫酸泵故障频率较高,通过工艺变更增加了稀硫酸投料泵的回流管路,缓解稀硫酸泵高出口压力低流量对叶轮造成的损坏。
(2)稀酸罐采用工业水做液封,一段时间后,用于液封的工业水吸收溶解氯气变成饱和氯水后,会不断有氯气从液封水中释放出来,造成周围环境轻微污染,为了改变这一现状,将液封水换成15%的稀碱液并定期检查更换液封,消除了水封释放氯气的现象,保证了良好的工作环境。
(3)将成品下酸取样频次从每班一次调整为每天一次,吸收水碱浓度从每班分析一次调整为依据ORP值监控,大大减少了现场作业员的工作强度。
(4)制定吸收塔和蒸酸器每年检查清洗一次预防性维修标准,更好发挥设备运行效率,减少故障率。
结语
借助在装置运行中不断发现问题、解决问题并制定相应的防范措施,不断优化工艺操作,维护稀硫酸浓缩装置运行的更加稳定高效。
参考文献:
[1]刘敏, 房崇, 唐建伟. 工厂稀硫酸浓缩工艺设计分析[J]. 中国化工贸易, 2019, 011(001):88.
[2]陈勇兵. 稀硫酸浓缩工艺及设备选型[J]. 山东化工, 2008(09):23-25.
[3]Liu, Xingyong, 张利,等. 稀硫酸浓缩新工艺的实验研究[J]. 四川化工, 2008, 11(4):28-28.
新浦化学(泰兴)有限公司 江苏 泰兴 225400