5mm厚15CrMnMoVA高强度钢钨极氩弧焊工艺研究
2021-09-10戴浩李智勇刘泽宇杨世亮
戴浩 李智勇 刘泽宇 杨世亮

摘要:通过工艺试验及性能检测,研究了某型直升机零件厚板15CrMnMoVA钨极氩弧焊接工艺,提供合适的焊接工艺参数范围,减少焊接缺陷。研究结果表明:5mm厚15CrMnMoVA焊接时,采用两层焊方式,打底焊焊接电流值为120~140A, 盖面焊焊接电流为130~150A,钨极保护气体流量为14L/min左右,背面保护气体流量为3~6L/min,钝边间隙为1.5mm左右。
关键词:厚板;15CrMnMoVA;钨极氩弧焊
中图分类号:XXXX 文献标识码:A
引 言
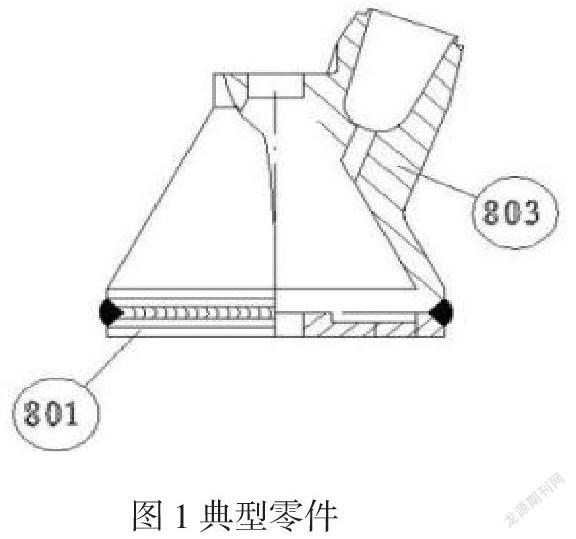
高强度钢15CrMnMoVA是一种低合金贝氏体钢。该钢有二次硬化现象,淬火加高温回火后有高的强度,好的塑性和韧性,良好的冲压性能和焊接性能。经调质处理后,可焊接任何复杂的构件,焊后无需进行热处理[1]。某型直升机零件选用的15CrMnMoVA材料厚度为5mm,超过了工艺规范参数适用的厚度范围。发动机支架接头的焊缝等级为Ⅱ级,根据HB5135-2000要求,焊后需要对其进行X光检测[2]。在实际生产中,焊工在施焊时缺乏指导性依据,过度依赖自身经验,常采用单层焊方式进行焊接,容易产生未熔合和未焊透等缺陷,降低了产品交付质量和使用寿命。典型零件如图1所示,属于对接接头形式,但是由于焊件较厚,且底板凸起高度很小,热量容易扩散,底板坡口端很容易出现未焊透现象,单层焊无法获得高质量的焊接接头。因此,多层焊方式是该厚板结构焊接的优先选用工艺之一。
1 试验方法
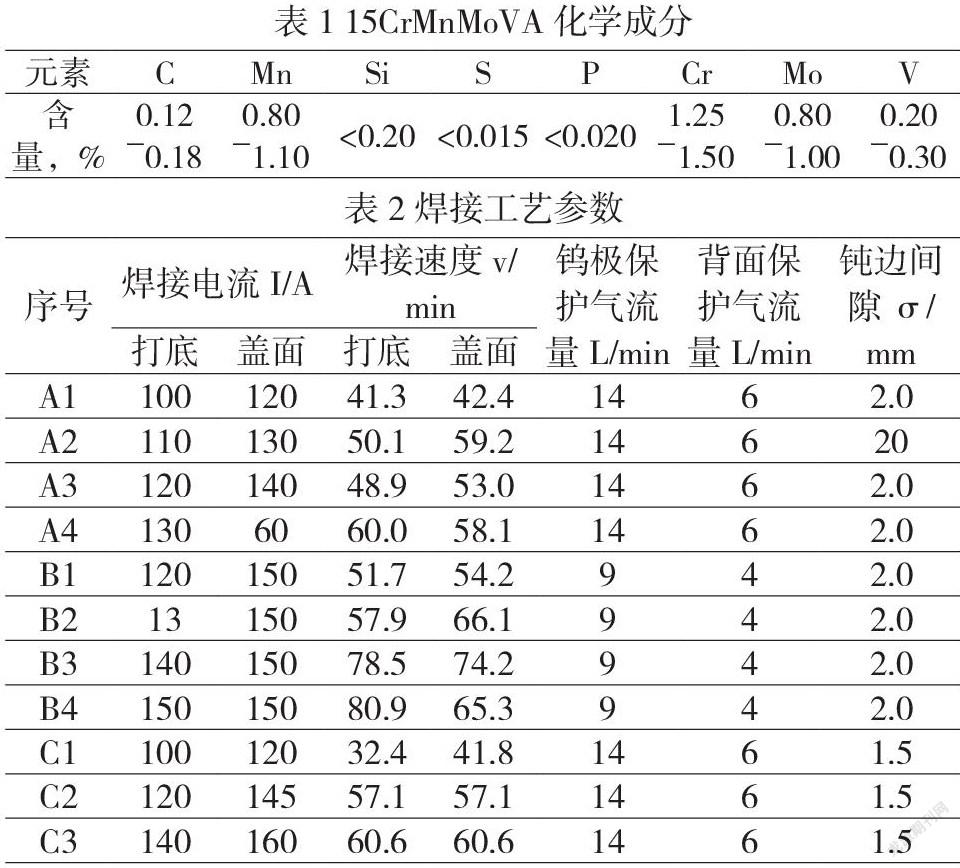
使用规格为110×300×5mm的15CrMnMoVA板材,材料化学成分如表1所示,焊接边缘开3×45 °坡口。为了使获得的焊接规范参数具有代表性,焊接工艺试验由三名具备航空Ⅲ级氩弧焊资质的焊工完成,焊工代号分别为A、B、C。试验使用两件开坡口的15CrMnMoVA板材对接,选用H15CrMnMoVA焊丝,焊丝直径为2mm,采用两层焊的方式进行焊接,焊前机械清理坡口和焊丝。每名焊工在一定的焊接参数范围内,可结合自身实际情况合理选择打底焊及盖面焊的工艺参数,每对试板上需焊接3~4段焊缝,其中焊工A和B所使用试板焊前状态为调质,焊工C所用试板焊前状态为热轧。各焊工不同段焊缝序号分别记为A1、A2、A3、A4、B1、B2、B3、B4、C1、C2、C3,焊接各段焊缝所使用的工艺参数如表2所示。试样焊接完成后,先进行目视检验,察看焊缝成形质量。根据HB5135-2000对焊缝进行X光检测。按GB/T228.1-2010要求,在各段焊缝上截取拉伸试样,测试焊接接头抗拉强度[3],并分析拉伸断口。
2 试验结果与分析
15CrMnMoVA属于珠光体耐热钢,焊接中存在的主要问题是冷裂纹、热影响区的硬化、软化,以及焊后热处理或高温长期使用中的消除应力裂纹(SR裂纹)。如果焊接材料选择不当,焊缝中还有可能出现热裂纹。当焊縫中扩散氢含量过高、焊接热输入较小时,由于淬硬组织和扩散氢的作用,焊接接头中常出现冷裂纹。消除应力裂纹主要出现在焊接热影响区的粗晶区,一般在500~700℃的敏感温度范围内形成,当采用大热输入的焊接方法时,在接头处高拘束应力作用下,焊层间的过热区易出现消除应力裂纹。鉻钼耐热钢及其焊接接头在350~500℃温度区间长期运行过程中发生脆变的现象称为回火脆性。产生回火脆性的主要原因是杂质元素在奥氏体晶界偏析而引起的晶界脆化,Mn、Si等元素可以促进脆化过程[4]。
各试样的焊缝正反面成形良好,鱼鳞纹清晰,焊缝尺寸符合HB 5135-2000要求。试样分层焊接时外观如图2所示。
X光检测结果表明,除A1、A4段焊缝局部存在未焊透外,其他各段焊缝均合格。抗拉强度结果如图3所示。根据《中国航空材料手册(第一卷)》,15CrMnMoVA调质状态下的抗拉强度为1080±100MPa,拉伸力学试验结果表明:各段焊缝的抗拉强度均满足要求,断裂位置均为焊缝热影响区,出现明显撕裂痕迹,断口上有韧窝,属于延性断裂。
A1与A4段出现局部未焊透的主要原因是焊接热输入量不足。通过与C1段工艺参数比较发现,A1段采用的焊接电流较小,焊接速度较大,导致焊接热输入量不足。通过与B2段工艺参数比较发现,A4段采用的焊接电流较大,但是焊接速度过大,导致热输入量不足。因此,选用较小的焊接电流时,焊工在施焊过程中,需要适当减小焊接速度;选用较大的焊接电流时,焊工施焊过程中应合理增加焊接速度,不能过大。
3 结论
5mm厚15CrMnMoVA高强度钢焊接时,应采用两层焊方式,推荐的焊接工艺参数如下:打底焊焊接电流值为120~140A, 盖面焊焊接电流为130~150A,钨极保护气体流量为14L/min左右,背面保护气体流量为3~6L/min,钝边间隙为1.5mm左右。
参考文献:
[1] 中国航空材料手册编辑委员会. 航空材料手册(结构钢、不锈钢)[M].北京:中国标准出版社,1988,161-165.
[2] HB5135-2000 结构钢和不锈钢熔焊接头质量检验
[3] GB/T228.1-2010 金属材料 拉伸试验(第1部分:室温试验方法)
[4] 张学军. 航空弧焊技术[M].北京:航空工业出版社,123-128.
作者简介:戴浩(1995—),男,学士,工程师,研究方向:航空焊接工艺技术。
江西昌河航空工业有限公司 江西 景德镇 333000
