关于提高废烟处理回丝含水率合格率的探讨
2021-09-10李娜唐伟朱兴明李健张敏
李娜 唐伟 朱兴明 李健 张敏





摘要:贵州中烟贵定卷烟厂废烟支处理后,产出的回丝含水率存在料头含水率偏高的现象,影响产品质量。本文对废烟处理工序从设备工作原理、参数设置等方面进行分析,最终找到原因,并制定了解决办法,保障了回丝含水率符合工艺要求。通过探讨,为提高提高废烟处理回丝含水率合格率提供了一些建议措施。
关键词:废烟处理;料头;排潮;合格率
引言:
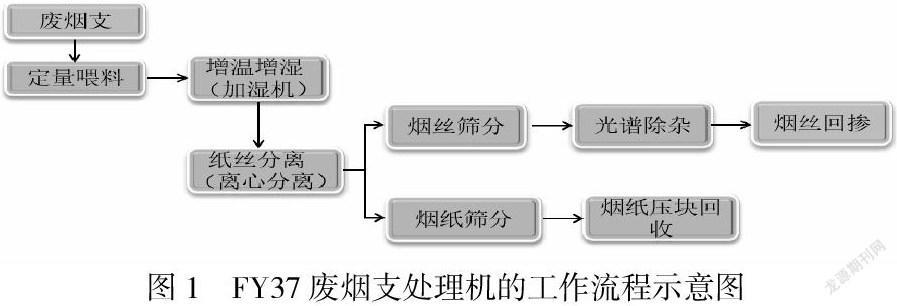
贵定废烟处理工序设备由烟支定量喂料装置、FY37废烟支处理机、压块成型机、光电除杂机、筛分机、排潮除尘设备及若干辅联设备组成[1]。其工作原理为:当废烟支由分料装置进入废烟支处理机的加温加湿装置,饱和蒸汽通过旋转接头进入刮板输送轴内腔,再通过轴上的蒸汽喷射孔喷射到刮板输送过程中的废烟支上,对其加温加湿,使废烟支的烟纸膨胀,烟丝回软。加温加湿装置内蒸汽多余的蒸汽可由加温加湿装置上方的排潮风机吸出。在刮板输送轴的刮板叶片的推动下,回软膨胀后的废烟支进入离心分离装置;废烟支进入离心分离装置后,在柔性棒型螺旋轴的带动下螺旋前进,烟丝在离心力和柔性棒的敲击作用下不断从卷烟纸内脱离出来,烟丝通过设置在离心分离装置底部的筛网,从烟丝、烟纸的混合物中分离出来,并由皮带输送机输出,烟纸则通过设置在搅拌分离室一端的烟纸排出口输出。废烟支处理机的工作流程见图1。
1、问题现状
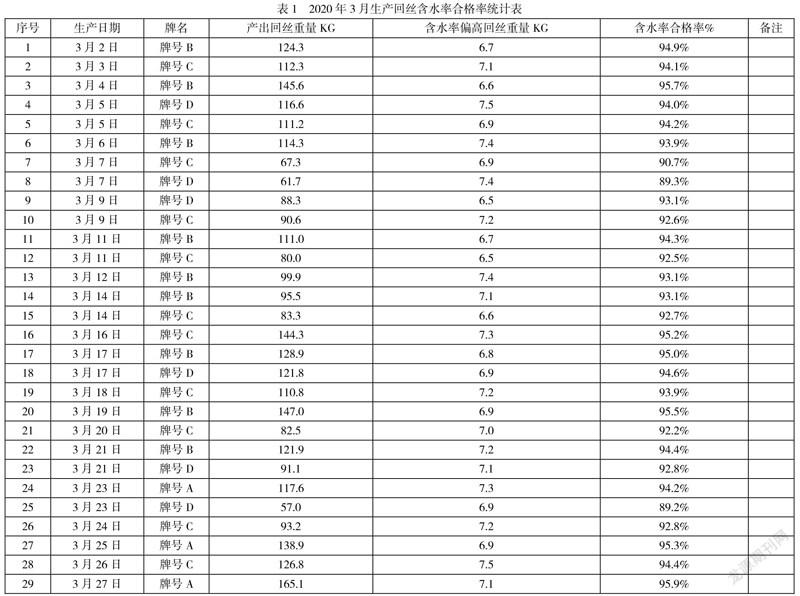
(1)回丝含水率合格率统计
对2020年3月生产回丝含水率合格率进行统计见表1,回丝含水率合格率平均值为94.3%,平均有7.0kg的含水率不合格回丝。
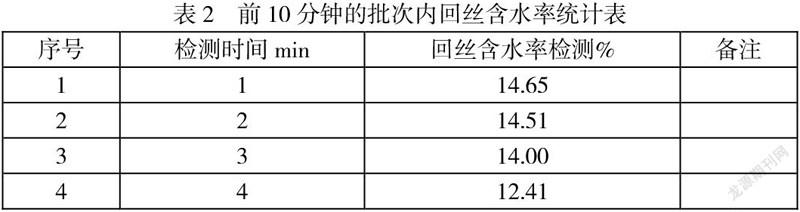
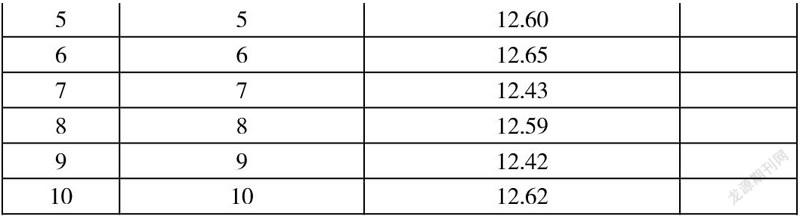
(2)批次内回丝含丝率检测统计
对前10分钟的批次内回丝含水率进行检测,并将取样检测间隔时间设定为1分钟。通过统计发现(见表2),含水率不合格回丝主要集中在生产4分钟之内产生。
2、原因分析
针对废烟处理回丝含水率合格率低的问题,进行系统的分析讨论,并建立要因确认表,见表3。
(1)末端因素一:排潮管有冷凝滞留
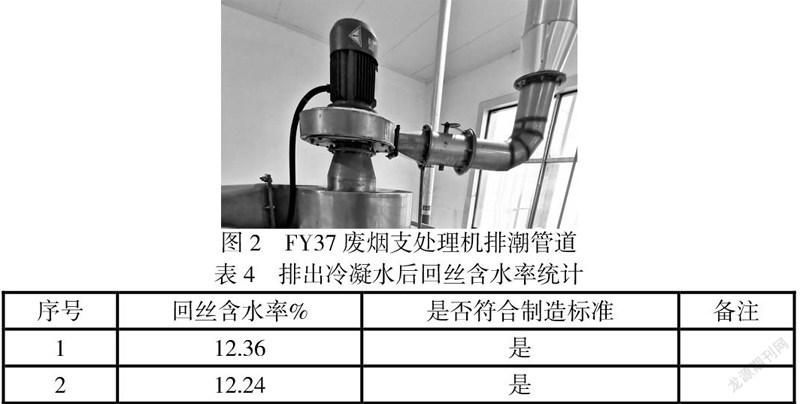
廢烟处理机的排潮管道(见图2)用于排除生产过程中产生的潮气,潮气若排不畅,将会使潮气滞留在设备内[2],导致设备的的物料含水率增加。现场检查排潮管道阀门,阀门开启正常,风机运行正常;生产时,在废烟机出料口有蒸汽外溢,当打开排潮管道排出冷凝水后,排潮效果良好,蒸汽无外溢。排出冷凝水后,检测回丝含水率(见表4),符合标准,效果明显。
5 结论:排除冷凝水后,回丝含水率符合要求
(2)末端因素二:提升带频率不合理
废烟处理工序的物料流量控制设备主要通过喂料提升机、带光电管的计量管、匀料辊等组成。提升带电机运行频率,影响物料进入废烟处理及的多少。提升带原运行频率为18hz,分别实验设计14hz、16hz、20hz、22hz频率,观察物料运行状态,见表5。
5 结论:提升带频率与回丝含水率合格率无明显关系。
(3)末端因素三:加热器温度设置偏低
加热器频率原加热器温度为110℃,实验设计将加热器温度设定为112℃、115℃,观察薄膜阀开度情况,见表5。
3、对策措施
通过要因分析,最终确定1条要因:排潮管有冷凝水滞留。针对该原因拟定对策措施,具体步骤如下:
步骤1:确定排冷凝水装置的安装位置
根据排潮管的安装走向,考虑到实施的难易度等,在其水平节段内最低点安装排水管最佳,小组成员根据现场的观测,选取排潮风机后管道最低点安装排水管。
步骤2:确定排水管径
由于主排潮管管径为DN50,排水管需要在其上开孔焊接,必须小于主排潮管管径,另外需要保证排水管不易因烟丝等杂物发生堵塞,排水管径需尽可能大,小组成员经过讨论确定排水管径为DN25。
步骤3:确定排水管材质
选择镀锌钢管
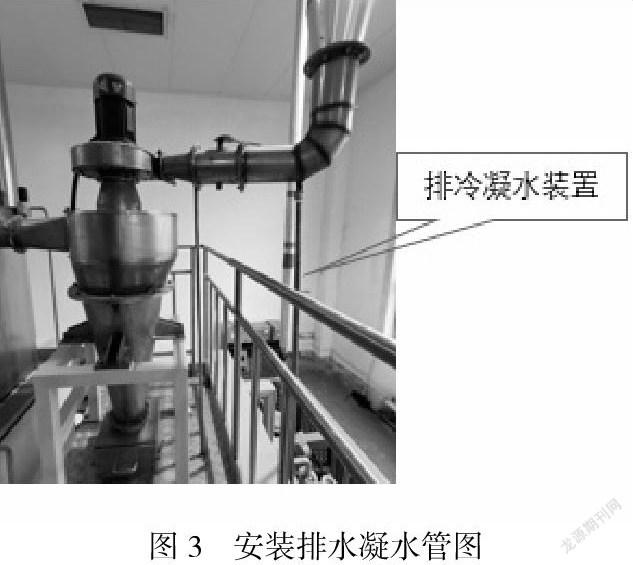
步骤4:安装
确定排潮风机后管道最低点位置至下水口距离,截下相应长度镀锌钢管。在主排潮管开DN25所需孔。将镀锌钢管与主排潮管焊接相连。安装后图见图3
4、效果验证
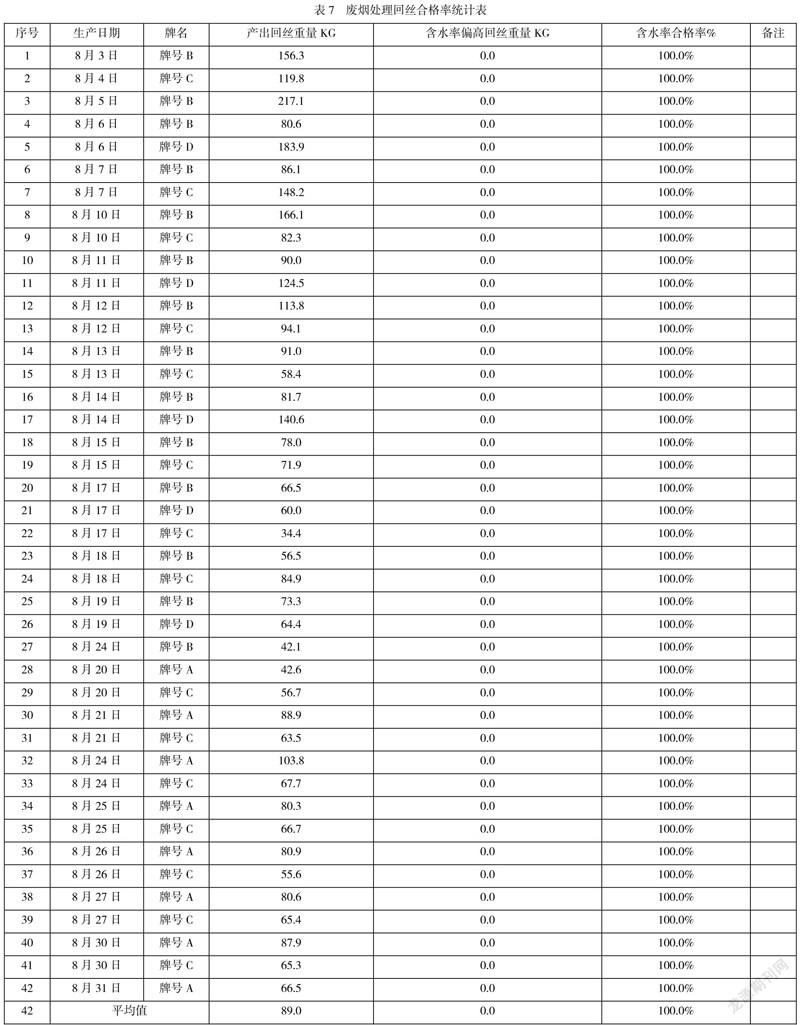
通过统计8月废烟处理回丝回丝合格率(见下表7),合格率为100%,
参考文献:
[1]《FY37废烟支处理机说明书》.
[2]刘洪盛.排潮管防冷凝水倒流装置.《企业技术开发》
