中韩造船业国际竞争力对标分析
2021-09-07郄金波谢子明
郄金波, 谢 新, 韩 涛, 谢子明
(1.哈尔滨工程大学 船舶工程学院,黑龙江 哈尔滨 150001;2.上海船舶工艺研究所,上海 200032)
0 引 言
在船海市场严峻的竞争形势[1]下,中国造船业不断扩大全球造船市场占有率,并逐步成为全球产量领先的造船大国,但与韩国先进造船企业[2-3]相比,在高技术船型发展、高效生产能力、产品建造质量等方面仍存在较大差距。以液化天然气(Liquefied Natural Gas,LNG)船为例,克拉克森公司对2020年全球订造的大型LNG船统计数据显示,韩国接单量占90%以上。面对韩国造船业迅猛的发展态势,中国造船业急需转变大而不强的困境[4],通过对标韩国先进造船企业,明确中国造船业未来的发展方向[5]。
1 主要指标对标
根据克拉克森公司统计,2020年造船完工量、新接订单量、手持订单量数据(见表1)显示,中国造船三大指标全面高于韩国,其中:载重吨领先幅度明显高于修正总吨领先幅度,即修载比指标方面落后于韩国,反映中国在高端船型市场份额占比较低的现象。
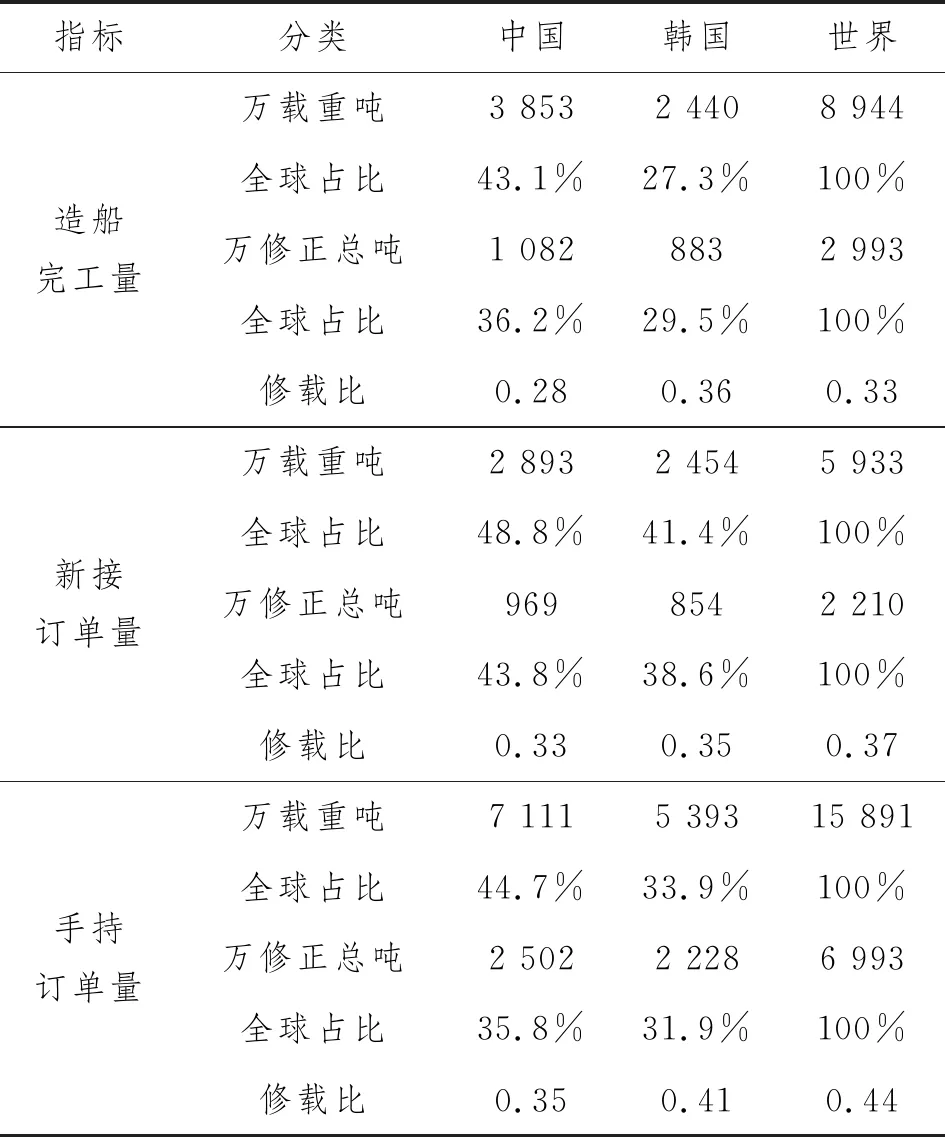
表1 2020年中韩造船三大指标
在造船效率指标方面:同型船建造的实动工时消耗,中国造船企业是韩国造船企业的2倍以上;主要船型关键建造周期,根据克拉克森公司和美国船级社(ABS)统计,中国造船企业最低为韩国造船企业的近1.3倍。如表2所示。

表2 中韩典型船型关键建造周期对比
2 中韩造船企业差距
2.1 设 计
2.1.1 设计模式
韩国船舶设计院所和造船企业通常共同针对设计阶段的成本管控进行研究,将成本控制的重心由采购、生产阶段前移至成本设计阶段,将提升船舶综合性能、降低船舶运营和建造成本等统筹考虑。韩国造船企业的设计研发中心对应多个生产工场,有效保证设计、生产、配套的一致性,在标准化设计的基础上,充分结合造船企业设备和工艺流程进行船舶建造总体工艺策划。韩国造船企业基于标准统一的信息编码、数据结构、交换接口等信息基础,实现在同一平台进行高效的船舶全生命周期数据管理,设计阶段的数据信息可准确服务于生产管理,生产管理的数据同时可为设计数据的持续优化提供基础。韩国以区域为载体进行多专业的完整性设计,且推行并行协同设计,代替传统的串行设计。例如,详细设计与生产设计共用模型模式,达到从详细设计到生产设计过程的总体协调有序,避免不必要的重复工作,设计效率明显提升。另外,在合同签订前具有一定的船型开发技术储备;在船舶订单承接前,将营销工作与设计工作紧密结合;在合同洽谈过程中,船舶的主要设备、材料基本确定。在上述基础上,可保证9~10个月充足的设计周期,为提高设计质量和效率夯实基础。
国内船舶设计院所与造船企业目前尚未形成深度融合的利益共同体,设计院所通常更加关注船型性能指标,而对船舶建造成本关注度不足,且对建造工艺的了解不够深入,导致设计方案难以完全服务于生产。同时,信息化系统品类多样、同一企业内不同部门生成的数据异源异构、信息孤岛等现象较为普遍,造船管理信息系统有待完善,船舶成本管理系统及供应链管理系统仍处于起步阶段,设计数据难以满足生产管理的要求,也难以为后续设计提供支撑。船舶设计专业设置过细,导致整体设计贯通性不强。船舶设计普遍采用串行设计模式,由于各专业之间协调不及时,因此经常出现相互干涉的现象而影响生产效率和质量。另外,营销与设计在一定程度上脱节,导致在合同承接谈判时主要设备、材料难以预先确定,影响详细设计、特别是生产设计的周期,生产设计周期无法保证,边设计、边采购、边生产的现象频出。
2.1.2 设计精细化水平
韩国造船企业从合同设计、初步设计到详细设计、生产设计全过程推行功能成本分析,对船体自重、设备选型、管系布置、电缆走向等专业设计进行优化分析,全面开展消除多余功能的研究。韩国造船企业建立船型设计优化工作的长效机制并切实推进,通过持续开展设计优化,韩国建造的同类船舶,其空船重量较中国轻3%~10%,船体零件数量较中国少10%~20%。
国内设计院所或造船企业的设计部门在船舶设计阶段,多局限于设备资材类的设计优化,较少对提高建造效率、降低建造成本进行综合考虑。设计粗放导致功能过剩、等级超标、质量冗余等现象较为突出。由于空船重量和船体零件数量明显多于韩国建造的同类船型,在一定程度上增加后续建造的工作量和成本。
2.1.3 设计标准化程度
韩国推进船型设计标准化程度高,逐步形成舾装件、系统和舱室等设计的标准化,为提高船型设计效率积累经验和素材。另外,基于船舶所有人的不同需求,分别设计具备高中低档不同配置的标准化船型供船舶所有人选择。通过推进图纸信息标准化工作,以满足生产和管理需要为目标,在合理的图纸数量内,明确种类标注信息及形式的标准化,进一步提高设计、送退审和改图效率。以超大型油船为例,韩国造船企业生产设计图纸约1 600份,中国造船企业图纸约6 300份。
国内船舶设计的标准化程度不高,船型、区域、舱室、系统和舾装件标准化未能形成体系,严重制约设计、采购和生产效率提升。舾装件选用标准多,导致舾装件制作、配套效率低,产品质量难以保证。图纸设计人员对信息标注的自由度较大,导致图纸表达存在不规范、不完整或重复标注的情况,不仅降低设计效率,而且增加施工人员识图难度,同时影响图纸送退审和改图效率。
2.2 生 产
2.2.1 工艺装备
韩国造船企业积极推进切割、加工、焊接机器人等智能化装备的应用,在加工、焊接等制造过程实现高度自动化、智能化,型材、条材、小组立、中组立、大组立、管子加工等中间产品专业化流水生产线成为韩国主要造船企业的标配。磁性工装等高效辅助工装得到普遍应用,与传统的马板等工装相比,减少劈磨修补等环节。近年来,韩国主要造船企业积极推进新一代信息技术与先进造船技术的融合,开展智能车间、智能船厂的系统性研究与攻关,并取得实际效果。例如,现代重工公司的“Smart Factory”、大宇海洋公司的“Shipyard 4.0”、三星重工公司的“Smart Yard”等,其中:三星重工公司生产加工阶段的自动化率达68%。先进造船工艺装备的投入与应用为船舶又快又好的建造提供支撑。
我国造船业整体处于由机械化向自动化迈进、补课工业2.0的阶段,国内大多数造船企业的下料切割、加工、装配、焊接、管子加工及涂装等作业基本以机械化、半自动化为主。虽然部分船海企业投入小组立智能焊接、吊码智能工作站等工艺装备,但更多为分散性应用,总体效能尚未显现,对造船整体工艺流程的改善力度不够,对瓶颈工序的分析和解决方法的研究深度不够。智能制造装备的高成本导致投入过程缓慢,多局限于先行制作工艺阶段,与韩国造船企业相比,对涂装装备、曲面复杂构件、狭小空间作业、后行焊接等智能装备研究应用能力尚有差距。
2.2.2 工艺策划
韩国造船企业注重船舶建造的工艺策划,在船舶建造开工前,组织设计、工艺、生产和生产管理等部门,对照技术规格书进行深度剖析和充分研讨,依据船舶建造工艺流程关键点,结合造船企业生产要素的边界条件,从合理性和可行性出发,研究确定船舶建造方法和技术手段。韩国造船企业通过持续开展高效建造工艺工法研究,艉轴管分段镗孔、分段扫砂、巨型总段建造、快速搭载松钩、模拟吊箱等工艺实现常态化应用。韩国造船企业在精度管控和中间产品完整性方面,达到世界领先的水平。
中国造船企业对船舶建造开工前的建造策划,包括建造方针和施工要领的策划深度有待提升。当前的建造策划对指导设计和生产所发挥的作用不够明显,并未真正达到生产诱导设计、设计指导生产的目标。另外,前期对技术规格书未理解透彻,对技术障碍和技术难度重视不够、估计不足,导致后续改图、返工等现象频出。再者,现场工艺流程不固定,对生产要素的使用相对保守,导致分段、总段划分数量多于韩国。受制于精度、质量、完整性等影响,中国造船企业在新工艺、新工法的攻关研究中,特别是制约造船建造效率和质量的关键工艺,如分段扫砂、分段艉轴镗孔等,尚停留在攻关研究阶段,在短期内难以实现技术攻关和推广应用。
2.3 管 理
2.3.1 用工模式
韩国造船企业生产人员主体为外包工,劳务公司注重人员队伍的稳定和工人技能的提升,通过招聘高技能工人为其带来更多业务和收入。造船企业通过建立完备的技能培训体系、提升正式工人占比、深化绩效管理等方式加强对工人能力与素质的提升与管理,使工人共同融入企业并参与精益管理及效率提升。韩国造船企业推行岗位复合技能培养制度,工人在进厂时通过技能培训认可才能上岗,同一造船工艺环节的生产人员数量明显少于中国,一人管理多台焊机的情况相当普遍。
中国造船企业基本推行以包代管的用工模式,长期面临招熟练工难、压实动工时难、降建造成本难的窘境。劳务公司实为劳务中介,仅负责招收工人,忽略对工人技能水平的培养。以物料数量承包、出勤天数作为绩效考核的依据,致使统计实际工作效率的数据缺乏真实性,无法对现场情况深入分析,不能对未来决策提供准确依据。施工人员对造船企业引进的新工艺装备、研究的新工艺技术等不能积极应用或应用程度较低,无法发挥既有效能。现场工种分类过于细致,复合工种推行力度不足,一人工作多人干的现象依然存在,难以大幅压减人员数量。
2.3.2 实动工时管理
韩国造船企业以推进标准化工时管理为基础,按照技能水平对生产人员进行分级管理(A、B、C、D),并以B类员工为基础进行标准工时的制订和管理。通过推行一岗多能和复合工种机制,明显缩减同一造船工艺环节的生产人数。长期推行涵盖设计和生产的实动工时日反馈机制,三大骨干造船企业的实动工时反馈准确率达95%以上。韩国造船企业工作分解结构(Work Breakdown Structure,WBS)更加细致,按照阶段、区域、专业、系统、工种等进行详细分类,同时按照生产人员能力进行实动工时系数分类。通过制订各工序作业标准工时,形成相对固定的工位定量管理要求和相对固化的生产节拍,实现以中组立甚至小组立为单位进行工程计划的管理与实施。
中国造船企业暂未实行以技能等级进行分类管理的派工机制,基本按照统一的技能水平进行派工管理。实动工时数据采集仅限于生产环节,虽然部分企业建立实动工时日反馈机制,但准确率整体水平不高,较好企业的准确率仅为65%,导致全船实动工时统计结果失真,无法准确进行全船实动工时分析,无法精确提出后续船实动工时的压减目标。中国造船企业WBS相对粗放,主要以分段为单位开展计划管理,难以支撑更加细化的工程计划的顺利实施。
2.3.3 产业链供应链
韩国造船企业在大力推进总装造船的模式下,积极开展造船产业链布局,经过多年的积累,形成一批专业的管子、单元模块、分段、上层建筑总段、巨型总段等专业制造配套企业,配套企业与造船企业通过建立产业共生[5]联盟形成真正意义上的利益共同体,为船舶总装化、高效化建造提供强力支撑。在全面布局产业链建设的同时,努力提升国内原材料、关键设备等的内配率,其中:LNG船主要设备的内配率达85%以上。具有产业链的基础保障,借助造船供应链管理系统,促进造船企业与上游配套企业和下游船舶所有人的协同配合,大幅提升配套企业按期供应率和服务水平,实现供需双方的合作共赢。
中国造船企业尚未建立与其关系紧密的供需战略联盟,管子制作、单元模块组装多由内部生产,若需要委托外协单位提供,则对建造质量和进度难以把控。国内虽然实现船舶主要原材料的自主可控,但关键设备的内配率仍较低,甚至未达50%。另外,在3家比价的运行机制下,舾装件配套企业的质量问题始终成为矛盾焦点,配套效率和周期也较难保证,对造船企业推进中间产品完整性带来较大影响,制约效率提升和成本降低。
3 行业发展建议
3.1 加强标准化设计理念
加强设计院所与造船企业的协同设计,建立基于单一数据源的数字化平台,积极推行按区域划分、并行协同的设计理念和模式。建立船舶设计优化长效机制,在设计上打造满足船舶所有人要求、降低空船重量和零件数量的优化船型。推进船型标准化设计,统筹舾装件标准的减规、降重和优化,分等级开展标准化的系统、舱室、区域和船型的研发与设计。推进设计出图标准化,规范图纸标注的信息内容、种类、形式,在满足现场施工的前提下,进一步精简图纸份数。
3.2 提高精细化生产程度
加强顶层规划,系统推进船舶行业智能制造,制订智能车间、智能船厂的长期发展规划,将条材、型材、小组立、管子制作等智能生产线作为造船企业的标配,根据企业实际需求,有计划有步骤地予以配置。做好现有工艺装备的升级改造,在现有工艺装备基础上,有序推进当前设备的升级改造,如焊机联网、切割机联网等,降低企业资金投入压力。加大建造工艺策划研究力度,组织设计、生产和管理等专业人员提前介入策划环节,进一步提升策划合理性,同时针对制约生产效率的关键环节,加快开展技术攻关,助力船舶建造提质增效。
3.3 改革管理机制模式
探索用工新模式,尝试外包转正式工人的考核机制,稳定外包人员,通过培训持续提升人员技能水平。推行复合工种制度,通过开展岗位分析,减少重复冗余岗位,促进一岗多能,逐步减少用工人数。推进科学合理的绩效考核,提高生产人员积极性。优化组织结构,根据企业实际,研究构建扁平化组织机构,统筹策划资源配置和分配,促进部门之间的协同运营和部门内部的合理分工。梳理业务流程,加速集成化改造,对原有设计、生产、经营、管理和服务模式进行跨业务领域、跨管理环节的整体优化,形成多产业链、多系统集成的智能化生产、管理、决策体系和生态环境。
4 结 语
中国造船业应加快发展成为船舶工业现代产业链的“链长”,打造配套产业共生生态,加强行业关键技术、软件创新攻关攻坚,加速主要科研成果的示范应用,搭建行业交流平台以促进企业交流与成果推广,提高全面对标的力度与深度,发挥其阶段性成果检验和企业短期及长期发展规划的推进作用。
中国造船企业应明确高质量发展的战略思想,以全面对标作为重要的实施抓手,根据自身企业规模设施、产品结构等要素,选取相当的国内外先进造船企业作为对标对象,量化追赶目标并制订实施方案,通过多维度、横纵向对标的推进机制,准确抓住存在差距的关键点,尽快补齐短板弱项,为全面提升企业综合竞争力奠定基础。