空分装置分子筛加热器冷凝液的回收
2021-09-07张兰文廖凤运郭涛
张兰文,廖凤运,郭涛
(贵州赤天化桐梓化工有限公司,贵州遵义653200)
贵州赤天化桐梓化工有限公司空分装置分子筛吸附器、加热器冷凝液使用同一根管线,存在疏水不畅,影响换热效果,以及冷凝液直接排放造成的浪费和环保排放压力等问题,为此,提出将该加热器冷凝液进行技术改造加以回收,既能提高换热效率,又能解决环保排放压力,还能实现清洁生产和节能降耗。
1 工艺流程
贵州桐梓化工有限责任公司是赤天化集团为了发展壮大,同时提高无烟煤利用率,在贵州省遵义市桐梓县投资建成的一家现代化新型煤化工企业。企业拥有两套43 000 Nm/h产氧量的空分装置,以甲醇、合成氨和尿素为主要产品。
空分装置主要原理即将空气进行精馏分离。空气的精馏就是利用空气的各种组分具有不同的挥发性,即在同一温度下各组份的蒸汽压不同,将液态空气进行多次部分蒸发与部分冷凝,从而达到分离各组分的目的。当处于冷凝温度的氧、氮混合气穿过比它温度低的氧、氮混合液体时,气相与液相之间就发生热、质交换,气体中的部分冷凝成液体并放出冷凝潜热,液体则因吸收热量而部分蒸发。因沸点的差异,氧、氩的蒸发顺序为:氮>氩>氧,冷凝顺序为:氧>氩>氮。在本系统中,该过程是在塔板上进行的,当气体自下而上地在逐块塔板上通过时,低沸点组分的浓度不断增加,只要塔板足够多,在塔的顶部即可获得高纯度的低沸点组分。同理,当液体自上而下地在逐块塔板上通过时,高沸点组分的浓度不断增加,通过了一定数量的塔板后,在塔的底部就可获得高纯度的高沸点组分。
纯化系统作为进塔空气净化除杂的重要工段,该系统主要由两台吸附器、两台蒸汽加热器组成。分子筛吸附器为卧式双层床结构,下层为活性氧化铝,上层为分子筛,两只吸附器切换工作。由空冷塔来的空气,经吸附器除去其中的水份、CO及其他一些CH后,除一部分作仪表气之外,其余均全部进入分馏塔及增压机。当一台吸附器工作时,另一台吸附器则进行再生、冷吹备用。由分馏塔来的污氮气,经蒸汽加热器加热至170℃后,入吸附器加热再生,解析掉其中的水份及CO,后经放空消声器排入大气。经由吸附器纯化后的空气水含量在-60℃露点以下,CO≤1 mL/m,温度为23℃,蒸汽耗量在12 t/h,而冷凝液成本较高,加以回收可以节约公司运营成本。
2 冷凝液回收几点想法
2.1 取消疏水器,加冷凝液罐的方法
2.1.1 设备安装
要求加热器内不积液。加热器冷凝液出口距地面1.4 m左右,冷凝液罐安装基础就得低于地表面,在地上挖坑。
2.1.2 冷热交替。
分子筛4 h一切换,只有4 300 s加热时间,冷吹就占去两个多小时,也就是只有1个多小时在回收冷凝液,其余的两个多小时没有冷凝液通过,管线设备处于降温状态。这样一冷一热交替,必然存在交变应力,设备很有可能损坏。
2.1.3 自动控制
要求在加热时,冷凝液连续排出,冷凝液出口需安装一个液位控制阀,自控液位计,再铺仪表线,组态,在DCS画面上进行监视控制。
2.2 使用疏水器结合冷凝液罐回收冷凝液的方法
目前分子筛加热器冷凝液回收问题主要是:当A、B两套同时加热时,导致A套冷凝液流通不畅,这是因为冷凝液用同一根管线回收。
现有一种解决措施,将两套冷凝液回收管线独立开,A、B套各用一根管线回收冷凝液,B套用原有的回收管线,A套增加一根DN50无缝钢管的0.5 MPa蒸汽冷凝液回收管线,同时在远端增加一个冷凝液回收罐,使疏水器排出的冷凝液经两根单独管线排入冷凝液罐进行分离回收,如图1、图2所示。
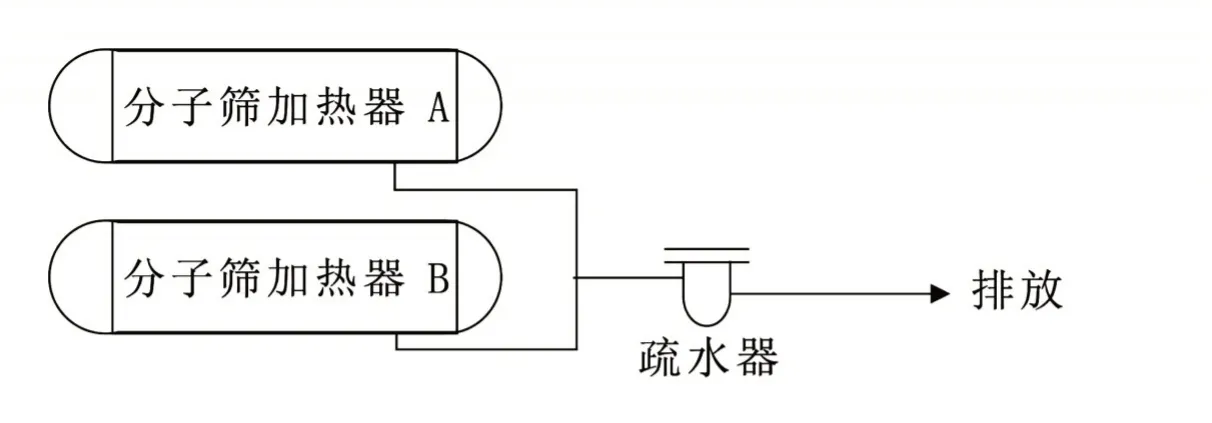
图1 蒸汽冷凝液回收改造前方块图

图2 蒸汽冷凝液回收改造后方块图
经计算,可行(计算过程详见下文)。
3 热力衡算
现由于各种原因,分子筛在加热和冷吹时都需要延时一段时间,导致A、B套分子筛同时加热,同时冷吹。同时冷吹无关紧要,同时加热就增加了2.5 MPa蒸汽管网的负荷。由于A、B套分子筛加热器冷凝液汇聚在同一根管上回收,使得在同时加热时A套分子筛加热器排水不畅,严重影响分子筛加热再生。为了不影响A套分子筛加热器冷凝液输送,可以用DN50管子回收冷凝液,看其是否满足要求。
已知分子筛加热时经过加热器污氮气量为48 000 Nm/h,加热器前污氮气温度20℃,经过加热器后温度至180℃,污氮气从20℃升至180℃时所需的热量:

式中:Q—吸收总热量,kJ;m—污氮气质量,kg;C—氮气定压热容,kJ/(kg·K);T—加热器前污氮气温度,K;T—加热器后污氮气温度,K。
由(1)式得:

计算中将污氮气看成纯氮气,可知将污氮气从20℃加热至180℃每小时需要9 964 800 kJ热量。
用2.5 MPa饱和蒸汽作为热源加热污氮气,用饱和水蒸气作为热源加热介质时,主要用其气化潜热。在实际工况中,经观察统计,两套空分同时加热时,加热器前蒸汽压力1.3 MPa左右;单套加热时,加热器前蒸汽压力1.7 MPa左右。
设x kg的水蒸气凝结热为W,已知1.3 MPa饱和水蒸气潜热为1 972.1 kJ/kg;1.7 MPa饱和水蒸汽潜热为1 923 kJ/kg;由于无法获得加热器热损失,暂记为0。
由热量守恒,两套同时加热时:

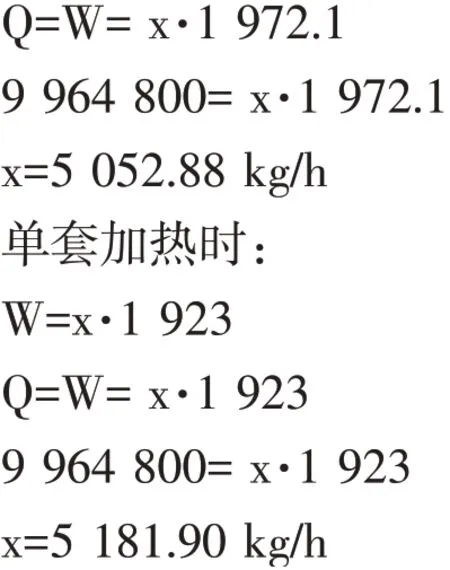
由计算可知,两套分子筛同时加热时每套每小时需要5 052.88 kg蒸汽;单套加热时每小时需要5 181.90 kg蒸汽,加上热损失预计为5 500 kg/h。
每套每小时需要排出的冷凝液为5.5 t。
用DN50无缝钢管回收冷凝液:

查得饱和水密度约为855 kg/m
得到蒸汽冷凝液体积流量q为:

管道中冷凝液流速v为:

蒸汽冷凝液在管内流速范围推荐值为0.5~1.5 m/s,故用DN50无缝管回收冷凝液满足要求。
分子筛加热器蒸汽冷凝液疏水器为自由浮球式蒸汽疏水器,最高工作背压率为85%,背压率为疏水器出口压力与进口工作压力之比;已知疏水器出口压力取0.47 MPa,进口工作压力取1.8 MPa,则工作背压率为:

故疏水器出口压力符合排水要求。
综上所述,在疏水器工作正常情况下,出口压力0.47 MPa左右,用DN50无缝管回收冷凝液满足要求。
4 对比分析
对比两个方案均可行。采用第一种方法,即取消分子筛加热器疏水导淋,直接在管线上增加冷凝液罐,该方案在设备安装上存在一定局限性,可能会存在一定的交变应力,损坏设备,设备控制需要一套独立自动控制系统,成本较高。采用第二种方法,即继续使用疏水器结合冷凝液罐进行冷凝液回收,利于汽液分离,有效减少管道设备中的汽液夹带,延长管道设备使用寿命,而且改造过程简单方便,只需要一个疏水器关键设备,管线独立分开,检维修时也不会影响生产。
5 结论
综上所述,建议采用第二种方法,即使用疏水器结合冷凝液罐进行冷凝液回收,在提高换热器换热效率的同时又解决了环保排放压力并达到节能降耗的目的。目前,贵州赤天化桐梓化工有限公司已完成改造,每个再生周期4 h可回收蒸汽冷凝液18 t,每日可回收近100 t,每年可节约3万t蒸汽冷凝液,按吨除盐水生产成本8~10元计,每年可节约近30万元,节能效果明显。
