型钢表面锈蚀的控制研究
2021-09-03徐增庆辛本龙焦峰
徐增庆 辛本龙 焦峰


摘 要:以型钢锈蚀为研究对象,通过分析锈蚀形成的原因,从优化水质、控制轧件温度、关闭冷床冷却水等方面给出了有针对性的改进方案和防护措施,使型钢外观锈蚀情况得到了有效改善。
关键词:型钢;锈蚀;优化
0 引言
型钢作为一种经济断面型材,具有重量轻、承载能力强、造价低等优点,被广泛应用于工业与民用建筑钢结构中。日照钢铁小型钢工场自2003年投产以来,具备生产国标、英标、美标等标准要求的125~350、I16~I32、C18~C32系列等多个规格小型钢的能力。工字钢被普遍应用于隧道等建筑,但部分客户购买产品后发现锈蚀现象严重,需重新抛丸、除锈。锈蚀缺陷的产生极大地降低了客户的满意度,需要对其进行深入分析并加以解决。
1 生产线概况
小型钢工场生产工艺流程如下:炼钢1#连铸机提供的连铸坯—加热炉加热—高压水除鳞—可逆式粗轧机—1#曲柄飞剪切头切尾(部分规格分段)—精轧机组连轧—齿式步进冷床冷却—矫直机矫直—横移编组台架编组—定尺锯切—合格品码垛(不合格品及短尺到剔除台架—改制线带锯改制)—打捆—贴牌—称重机称重—入库发货。
小型钢工场引进的达涅利H型钢设备就是典型的X-H生产工艺流程,万能粗轧机组中轧件腿部是斜的,轧件呈X形,只有成品轧机的立辊辊面是直的,轧出的轧件为H形。
工艺流程如下:由热送辊道运送连铸坯,步进式加热炉根据钢坯断面尺寸变化和不同的加热工艺要求进行加热,经高压水除鳞箱除鳞,采用一架两辊可逆开坯轧机,后跟连续式万能轧机,万能轧机为开口式孔型,平辊侧壁带有7%~9%的斜度,立辊带有一定的斜度。连轧轧制16、19轧机用两架轧边机对腿部尺寸进行修饰,在最后一架万能轧机上用水平辊和立辊对轧件进行全面加工成型(H形),经过轮廓仪检测表面质量,后在设有强制水雾喷淋冷却系统的冷床上进行长尺冷却,使轧件下冷床温度低于80 ℃之后,长尺十辊式矫直机矫直,以满足产品矫直质量要求,后经过3台冷锯改尺锯,切割定尺、非定尺,以满足客户需求尺寸,对定尺、非定尺进行码垛,打捆焊接,后贴牌称重,入库等待发货处理。
2 锈蚀产生的原因
热轧时,由于钢铁和空气中氧反应,常会大量形成氧化铁皮。氧化铁皮的主要成分是Fe2O3、Fe3O4、FeO。其中,氧化铁皮最外层为Fe2O3,可阻止氧化作用;中间为Fe3O4;最里面为FeO。Fe2O3呈红色,Fe3O4呈黑色,FeO呈蓝色,由于铁皮中各种氧化成分比例随其氧化过程不同而变化,因此表现颜色也各不相同[1]。具体反应公式如下:
O2(潮湿的空气中)与Fe反应:
型钢锈蚀原因主要有以下几点:
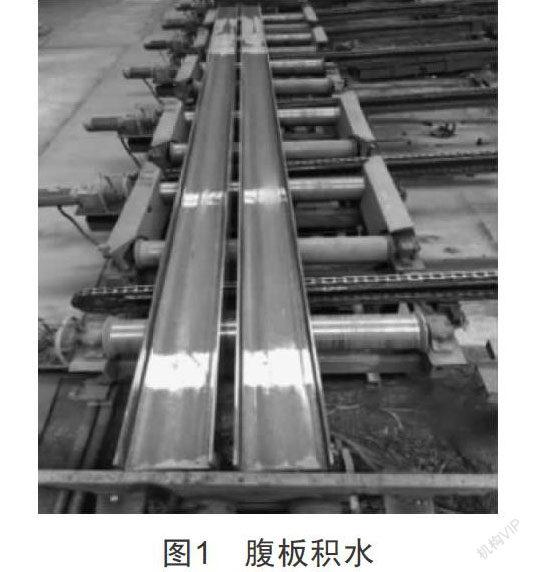
2.1 腹板冷却水积存
为保证型钢下冷床温度能够满足矫直要求,避免矫直后温度过高,冷却过程中造成侧弯或其他不可控的浪型,需在冷床进行喷雾强制冷却,冷却后,型钢腹板位置存水较多,如图1所示。同时,冷锯锯切时,为保证锯切速度及质量,需使用冷却水对锯片进行冷却,锯片的冷却水也留存在腹板上,部分规格下线即发生锈蚀。分析原因主要是轧件腹板表面存水过多,积水的存在加快了轧件表面锈蚀速度,导致下线型钢腹板位置发生锈蚀。
2.2 轧件表面氧化膜脱落
在热轧后,轧件表面形成一层氧化铁皮保护层,因冷却过程轧件存在不同方向弯曲,须通过矫直对R角或翼缘等位置进行矫正,但在矫直后氧化铁皮剥落,后期锯切后,也同时破坏了型钢两端表面氧化膜,而钢材本身含有铁、碳等多种成分,由于这些成分的电极电位不同,于是在矫直辊片压过的腹板两侧和锯切端面失去氧化层保护的位置,形成许多微电池,将轧件表面氧化成为疏松易剥落的红棕色铁锈,从而加剧了产品的表面锈蚀。同时,由于冷却水的水质差,水中含有较多氧化铁皮、油污等杂质,也加剧了型钢的表面锈蚀[2]。
2.3 冷却水电导率和氯离子浓度过高
目前,小型钢工场1#、2#炉产生的净环水往浊环水里排,而浊环水不外排。
小型型钢的浊环水水质情况如下:2020年6月—8月的电导率平均水平是1 646 μS/cm,氯离子浓度平均水平是268 mg/L。
大型型钢的浊环水水质情况如下:2020年6月—8月的电导率平均水平是624 μS/cm,氯离子浓度平均水平是84.6 mg/L。
通过对比可知,大型型钢的浊环水电导率和氯离子浓度均低于小型型钢,同时大型型钢表面无锈蚀。2019年10月,小型型钢的水质情况如下:电导率平均水平是624 μS/cm,氯离子浓度平均水平是84.6 mg/L,当时表面无锈蚀。在炼钢、轧制、矫直等工艺未发生变化的前提下,总结发现近期小型型钢的电导率和氯离子浓度较2019年均明显升高[3]。
2.4 运输过程中遇到阴雨天
因产品目前主要通过陆路及铁路运输,运输过程中多数露天存放,碰到阴雨天,型钢表面未苫蓋的,都出现了不同程度的锈蚀,对比同批次运输过程中进行苫盖的产品,个别表面轻微锈蚀,多数情况较好。因此,运输过程中阴雨天会持续氧化型钢表面,加剧型钢表面锈蚀的发生。
3 工艺优化措施
(1)在保证矫直温度≤80 ℃的条件下,停用或少用冷床上水雾喷淋冷却,总结每个规格的冷却数据,分规格制订冷床喷雾开启标准。
(2)通过改善型钢表面吹扫条件,在矫直后端、冷锯出口增加压缩空气吹扫设备,如图2所示,保证足够的吹扫压力,迅速吹干、吹净积聚在轧件上的冷却水,减少腹板因冷床水雾喷淋冷却水、锯切残留水长时间留存而发生的锈蚀。
(3)改善水质,降低冷却水氯离子浓度和电导率,将冷锯冷却水中的氯离子浓度降低到85 mg/L以下,电导率降低到620 μS/cm以下,同时部分易锈蚀规格采用净环水来冷却锯切。
