电力控制设备印制电路板镭雕二维码在线运动扫码技术研究
2021-08-28彭学军王高垒鲍军云
彭学军 王高垒 鲍军云
电力控制设备印制电路板镭雕二维码在线运动扫码技术研究
彭学军 王高垒 鲍军云
(南京南瑞继保电气有限公司,南京 211100)
近年来,随着激光工艺的提升,电力控制设备制造业积极引入印制电路板(PCB)激光镭雕二维码工艺来节省成本,提高数据追溯的稳定性。通过高精度视觉设备的软硬件集成实现激光镭雕二维码信息实时在线运动采集,确保PCB信息在运动过程一次读码率达到99.9%以上,提高智能制造水平和数据采集能力,助力新技术在电力制造业的广泛应用。
电力控制设备;激光镭雕;在线运动扫码;智能制造;印制电路板(PCB);二维码
0 引言
随着电力建设快速发展,电力控制设备应用的恶劣场景日益增多[1],其内部电路设计也日益复杂,布局越来越密,给电力控制设备的印制电路板(printed circuit board, PCB)产品质量管控、信息化管理、全程可行性追溯带来更多的挑战[2]。传统的追溯管理做法是在PCB上粘贴纸质条码,这种方式需要足够的PCB布局空间,且人工粘贴,生产效率低[3];同时在恶劣环境下纸质条码信息容易损失,因此需要寻求一种占用空间小、可靠性高、信息容量大的产品追溯技术[4-5]。
国内外理论研究和工程实践表明,激光雕刻二维码可能是满足上述需求的最佳技术[6]。在汽车行业,有学者采用激光在PCB上雕刻二维码,探讨激光工艺参数对二维码质量的影响[7]。相关的研究多数停留在试验验证阶段,试验方式相对简单[8],没有应用到实际生产当中,缺乏实现实时采集数据的技术支撑,也缺少应用在线运动扫码技术实现追溯的相关研究。
基于以上现状,本文针对PCB镭雕二维码在线运动扫码技术进行研究,在不影响现有自动化生产的前提下,解决静止扫码带来的生产作业停顿、等待浪费,以及行业内普遍存在的生产工序追溯信息获取困难的问题,具备实时快速采集信息的能力,为电力控制设备产品质量管控、信息化管理提供数据支撑,也为智能制造数字化车间打下坚实的基础。
1 电力控制设备PCB镭雕二维码现状
1.1 PCB镭雕技术应用分析
电力控制设备制造业生产过程PCB二维码信息读取环节多,使用广泛[9],通常是在PCB生产开始环节就进行追溯信息的采集,工序主要包含PCB丝印、串行外设接口(serial peripheral interface, SPI)检测、元器件表贴、回流焊接、自动光学检测(automated optical inspection, AOI)及调试等环节。
激光镭雕技术是通过激光镭雕机以微小功率在PCB表面层进行烧蚀,形成可以读取的有效信息,二维码包含有产品条码、型号及版本号等技术信息,激光雕刻的DM码实物图如图1所示。激光刻码技术既要保证刻码信息的有效性、准确性、可识别性,还不能损害PCB,不能破坏底层铜箔。

图1 激光雕刻的DM码实物图
在实际运用中,镭雕二维码大小一般很难超过3mm×3mm,镭雕微型二维码由于密度高、形状小、位置不固定等问题,信息读取比较困难。因此通过研究激光镭雕微型二维码在线运动扫码技术,确保PCB信息在运动过程中的一次读码率达到99.9%以上,以实现追溯信息快速获取的能力,提高产品质量数据分析能力[10],加快企业工艺技术创新和改造,提升企业竞争力。
1.2 镭雕二维码码制选取
现阶段激光雕刻二维码码制比较多,比如Quick Response Code(QR码)、Data Matrix(DM码)等[11],NASA标准推荐使用DM码[12-13],主要因其具有强大的纠错能力,只需要读取信息的20%即可精准读取;在同等编码面积下,DM码可以存储更多的信息量。考虑到电力控制设备表面贴装技术(surface mounted technology, SMT)制造运用的恶劣场景、预留空间很有限的PCB布局,以及二维码必须包含产品条码、型号、版本号等几十位字符的技术信息,本文采用DM码并运用于自动化生产中。
2 电力控制设备镭雕二维码在线运动扫码技术
2.1 在线运动扫码系统设计
自动化生产过程中需要在主要生产环节进行质量管控、生产报工等作业操作,这就需要精准读取单块PCB的DM码。由于镭雕的DM码非常小,给读取设备造成较大的困难,常用的方法是静态扫码,在生产工序中设法将PCB停止,通过扫码设备进行扫码,保证较高的读取率。对现代智能制造业来讲,静态扫码停止PCB过程破坏了生产线原有的生产节拍,存在较多等待浪费,严重影响生产效率和产能,因此本文设计了一种在线运动扫码技术,在线运动扫码结构设计如图2所示。
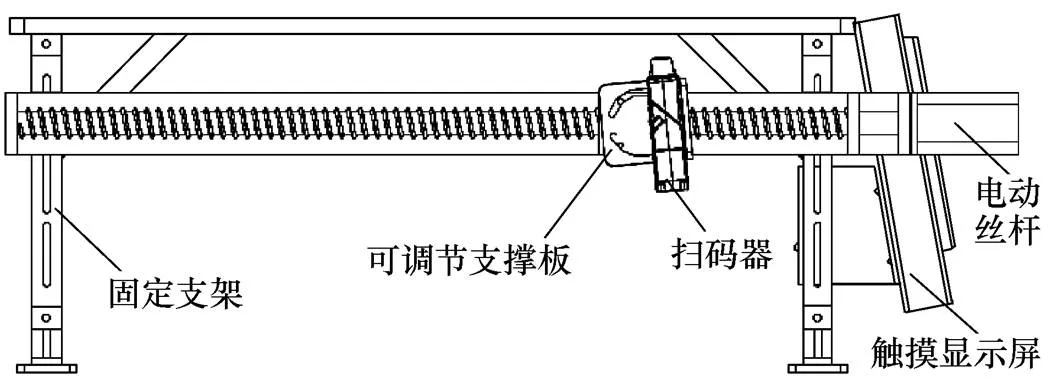
图2 在线运动扫码结构设计
运动扫码技术要求生产设备在不停顿、不等待、不影响正常生产秩序的情况下,通过视觉设备对PCB进行扫描完成信息快速获取,然后通过控制可编程逻辑控制器(programmable logic controller, PLC)将读取的信息采用OPC协议传送给后台PLC进行管控,在线运动扫码管控如图3所示。
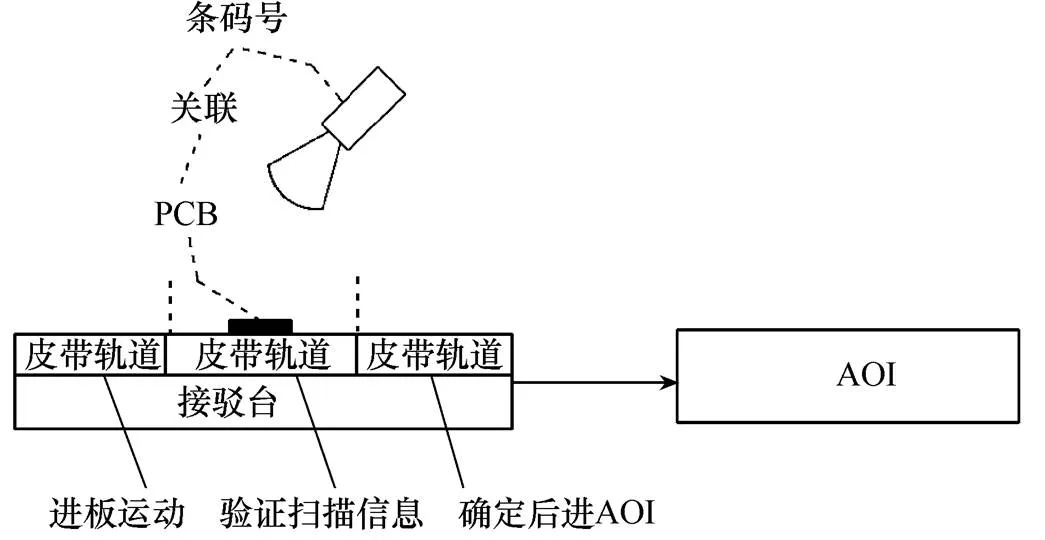
图3 在线运动扫码管控
在线运动扫码系统组成主要包含光电模块、人机接口(human machine interface, HMI)、视觉读码设备、PLC等设备,通过软件设计实现各个设备之间的通信和逻辑任务。当被测物体PCB通过光电模块时,光电模块信号触发视觉设备进行读码,读码成功则放行,当读码失败后能够对生产设备进行管控,设备发出警告信号,通过HMI查看失败原因及需要处理的内容,进行人工干预,在线运动扫码系统方案设计如图4所示,因此视觉设备具有高读取成功率是系统的关键。
2.2 在线运动扫码关键技术参数研究
PCB激光镭雕微小二维码技术的视觉设备读码成功率是在线运动扫码关键所在,需要在PCB运动过程中一次读码率达到99.9%以上,才能不影响正常的生产效率,因此在线运动扫码成功的关键取决于数据读码器的高识别读取率。
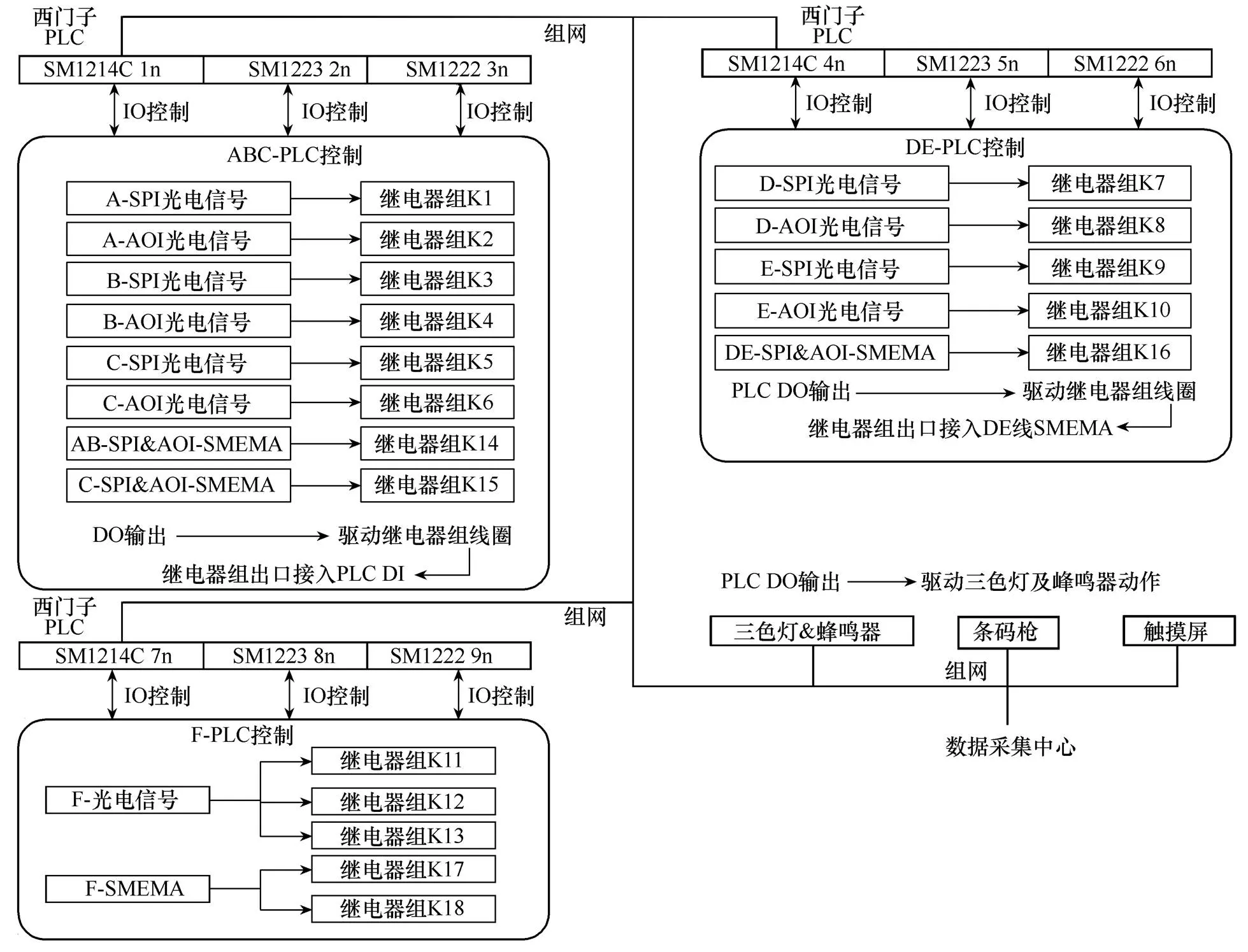
图4 在线运动扫码系统方案设计
本文选用DataMan系列中一款扫码器,能够在各种二维码质量受损或者不同标记位置情况下,提供可靠的二维码读取性能,能够快速定位识别损坏严重的二维码或定位图像完全消失的二维码。扫码器视场和读码距离的关系如图5所示。扫码器采用S型16mm的自动对焦液体镜头,像素可达到1 280× 960,基于2DMax算法并结合最新的PowerGrid技术,一个扫描图像的解码时间可快至4ms,具有灵活的视场和读取距离。
通常情况下读码器曝光时间越短,读取二维码间隔越短,读取率越高,曝光时间根据自动化生产环境光线、二维码对比度等因素设置,一般设置曝光时间≤500ms。通过高精度视觉读码设备实现拍照读取,同一个二维码只读取1次,通常在设置里“延迟模式”选中“首次读取”后,“代码重读延迟”设置为10s,表示在10s内,相同的二维码信息只读取1次。通过简单方便的调谐和触发按钮,高效实现在线运动读取高密度二维码,实现最高读取率。

图5 扫码器视场和读取距离的关系
一般而言,在曝光时间、增益系数、物距等参数相对固定的情况下,选取高精度视觉读码设备扫码,影响在线扫码通过率的主要是两个关键变量:扫码角度和PCB运动速度。
当扫码角度为12°左右时,可以获得较好的扫码视角,这时通过改变PCB运动速度,研究扫码通过率的变化。扫码角度为12°时,PCB运动速度与扫码通过率的关系如图6所示,随着PCB运动速度的增大,扫码通过率呈现先基本保持不变再急剧下降的趋势,当PCB运动速度在160~200mm/s时,扫码通过率平均维持在99.9%以上。因此,在不影响生产线节拍的前提下,当扫码角度为12°、PCB运动速度为200mm/s时,扫码通过率最为稳定,高达99.9%以上。
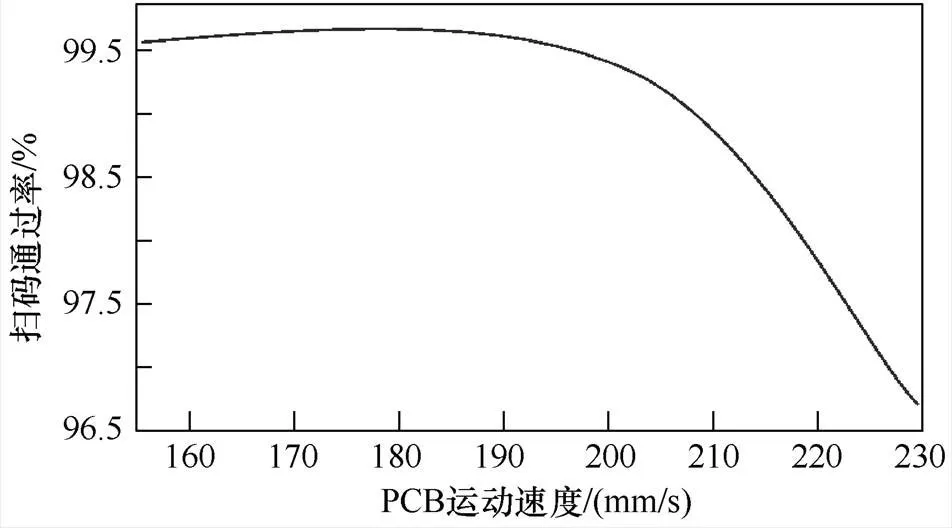
图6 扫码角度为12°时,PCB运动速度与扫码通过率的关系
在实际应用过程中,扫码角度、PCB运动速度两个关键变量受到一定约束:扫码角度主要受限于二维码镭雕位置,当二维码旁边有较高元器件产生阴影时,扫码角度需要根据实际情况进行调整;PCB运动速度主要受限于流水线节拍,正常情况下PCB运动速度一般与流水线节拍保持一致,避免流水线节拍产生波动。
3 电力控制设备镭雕二维码在线运动扫码软件设计
3.1 在线运动扫码软件设计
在线运动扫码通过接驳台与读码器集成,在接驳台上设置进板和出板光口传感信息实现读码器触发,当接驳台第一阶段光口感应PCB触发监控服务时,通过读码器识别二维码信息,成功识别后传送至后台PLC,PLC判断合格后发出要板信号。如条码无法识别,接驳台则停止运作,PCB无法进入下一个作业设备,同时通过接驳台的上位机或者安灯系统进行报警。当PCB经过第二阶段光口感应后,关闭读码器读码触发,PLC发出下一次要板信号。软件控制程序设计如图7所示。
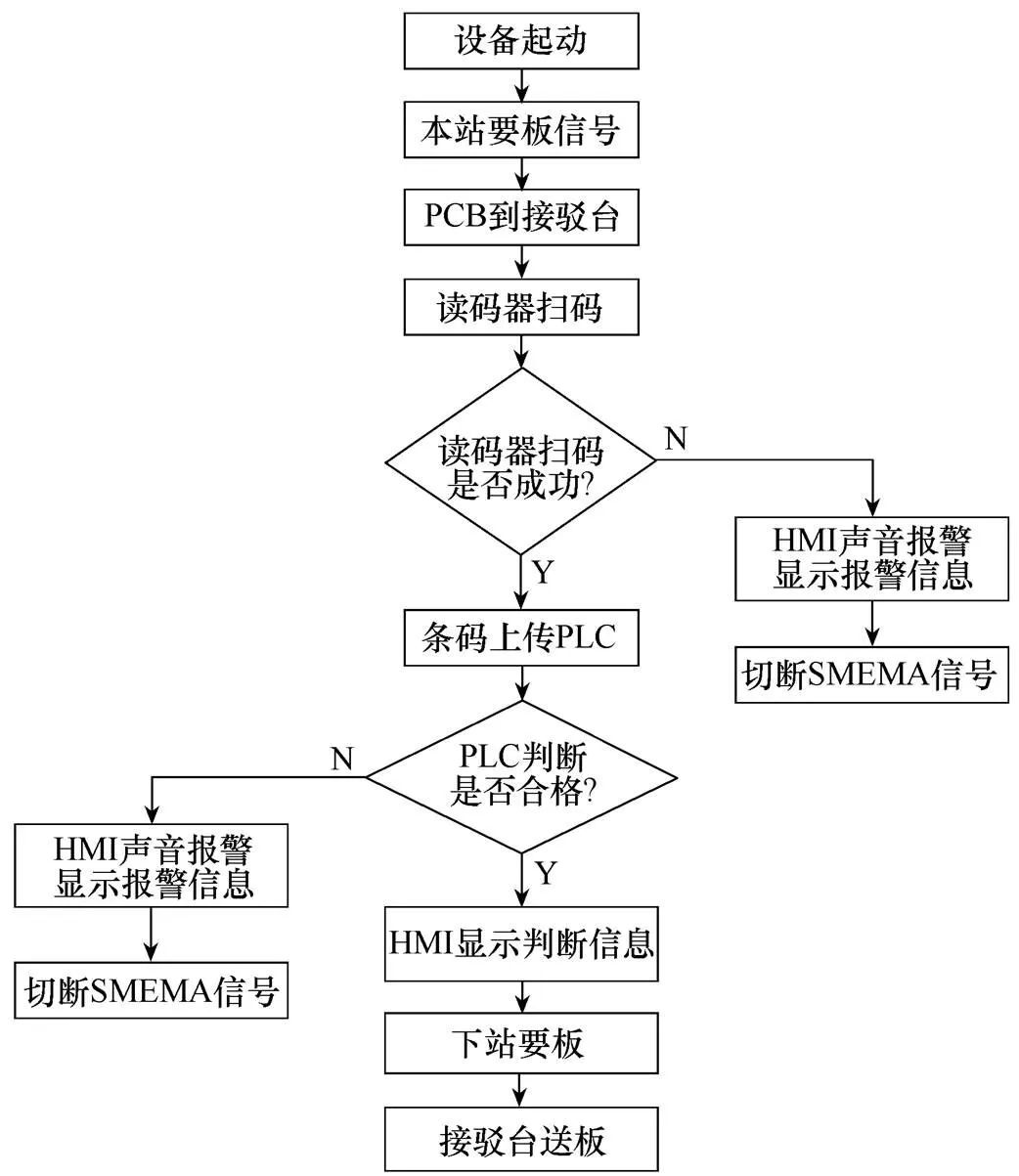
图7 软件控制程序设计
1)设备起动后,接驳台上无PCB,接驳台会对上站SMT设备发出要板信号。
2)接驳台检测到PCB时,会触发读码器读取其条码,并把读取的条码信息传给数据采集软件。
3)当下站设备要板时,接驳台会结合数据采集反馈信息,决定是输送PCB去下站设备还是进行停板报警提示。
4)接驳台未收到数据采集软件对条码反馈的信息时,接驳台会直接切断与下站SMT设备的表面组装设备制造商协会(surface mount equipment manufacturers association, SMEMA)要板信号,并做报警处理。
3.2 在线运动扫码软件通信
在线运动扫码软件系统根据不同设备(生产设备,采集设备,物流设备等)采用多种通信协议及通信方式,实现设备数据的采集及部分设备的自动控制,主要包括I/O信息采集、SMEMA信号采集、S7通信协议、PROFINET协议、OPC UA协议等。其中核心数据通信交互模式采用OPC UA协议,现场中硬件部分架设了主控PLC及配套设备,软件部分建立了OPC Server、OPC Clinet进行数据传输,在线运动扫码软件通信协议如图8所示。
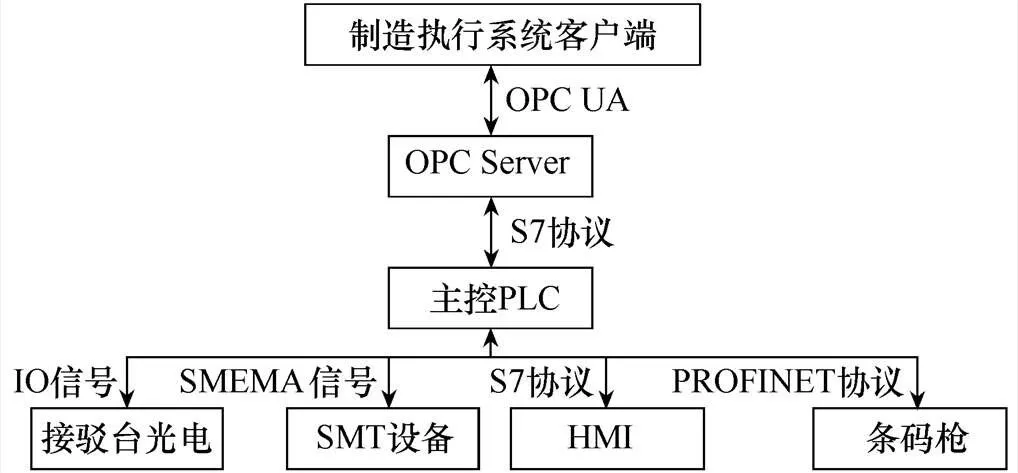
图8 在线运动扫码软件通信协议
4 电力控制设备镭雕二维码在线运动扫码实际应用与不足
电力控制设备镭雕二维码在线运动扫码在南京南瑞继保电气有限公司得到实际应用,在PCB丝印、表贴、AOI等生产工序采用在线运动扫码工艺,实际应用效果满足设计要求,达到了99.9%的在线扫码通过率。
实际应用中,由于在不同扫码工序时的生产节拍不一样,各个工序位置的DataMan扫码器参数根据实际需求进行设定。DataMan扫码器参数设定后,当不同产品的二维码差异性较大时,扫码器参数不能同时兼顾,需要人工调整参数设置;后期可开展二维码读码自适应相关研究,通过识别产品型号调用相应的扫码参数,保证在最佳状态下读取PCB镭雕二维码。
实际应用中,DataMan扫码器在线运动扫码宽度范围在30mm左右,当不同产品的激光镭雕二维码不能相对统一位置时,扫码过程中需要不断调整读码器位置。因此,要求在PCB设计阶段考虑预留统一镭雕二维码位置。
5 结论
本文在充分研究当前激光镭雕二维码和在线扫码存在的实际问题的基础上,设计了一种电力控制设备PCB镭雕二维码在线运动扫码技术方案,将采集到的生产信息实时传输到数据采集系统。此研究已经运用到自动化生产线上,在不影响现有自动化生产的前提下,有效地实现了生产过程的单块PCB精确追溯,具备实时快速的信息采集能力。通过在线运动扫码技术,实现了在没有人员参与情况下的信息读取,大大提高了作业效率,同时对生产设备效率的影响降到最低,为电力控制设备产品质量管控、信息化管理提供了数据支撑,也为智能制造数字化车间打下了坚实基础。
[1] 王翔, 宋伟成. 智能制造技术在电力控制保护设备自动测试中的应用[J]. 电气技术, 2018, 19(8): 128-131.
[2] 郭庆来, 王博弘, 田年丰, 等. 能源互联网数据交易:架构与关键技术[J]. 电工技术学报, 2020, 35(11): 2283-2295.
[3] 黄林峰, 徐朝晨. 电路板批量追溯的标记方式[J]. 印制板电路信息, 2017, 25(5): 67.
[4] 陶莉, 朱小光, 王善红. 使用二维码识别的电力设备巡视系统设计[J]. 电气技术, 2016, 17(4): 119-122.
[5] 张鋆, 张明皓, 仝杰, 等. 用于电力资产在线感知的eRFID标签设计[J]. 电工技术学报, 2020, 35(11): 2296-2305.
[6] 李廷春, 梅领亮, 肖磊, 等. PCB全自动在线二维码激光雕刻系统可靠性研究[J]. 印制板电路信息, 2017, 25(增刊2): 363-367.
[7] 秦守军, 王正坤. 二维码技术在印制电路板上的应用研究[J]. 印制电路信息, 2020, 28(4): 20-22.
[8] 巩杰, 黎钦源, 欧阳虹, 等. 雕刻设备在PCB可追溯性系统中的应用研究[J]. 印制电路信息, 2016, 24(增刊2): 312-324.
[9] 时文强. 浅谈数码喷墨技术在PCB行业的应用[J].中国化工贸易, 2019, 11(19): 148.
[10] 王培章. IBSG感应焊机产品的质量追溯方案设计[J].机电工程技术, 2019, 48(8): 157-159.
[11] 崔蓓蓓, 丁亚明. 基于二维码QR Code在物联网产品追溯中的应用研究[J]. 物联网技术, 2015, 5(5): 48-49, 52.
[12] Applying data matrixidentification symbols on aerospace parts: NASA-STD-6002[S]. Atlanta, USA: NASA Technical standard Program office, 2001.
[13] KEEGAN W B. Application of data matrix identi- ficationsymbols to aerospace parts using direct part markingmethods/techniques, NASA-HDBK-6003[R]. Atlanta, USA, Materials, Processes and Manufacturing Department of NASA, 2001.
Research on online motion scanning technology of printed circuit board laser carving 2D code for power control equipment
PENG Xuejun WANG Gaolei BAO Junyun
(NR Electric Co., Ltd, Nanjing, 211100)
In recent years, with the improvement of laser technology, the power control equipment manufacturing industry has actively introduced printed circuit board (PCB) laser carving 2D code technology to save costs and improve the stability of data traceability. Through the integration of software and hardware of high-precision visual equipment, the real-time online motion scanning of laser carving 2D code information is realized, which ensures that the one-time code reading rate of PCB information reaches more than 99.9%, improves the level of intelligent manufacturing and data acquisition ability, and promotes the wide application of new technology in the power manufacturing industry.
power control equipment; laser carving; online motion scanning; intelligent manufacturing; printed circuit board (PCB); 2D code
2020-12-18
2021-01-19
彭学军(1979—),男,高级工程师,主要研究方向为电力系统测试、制造自动化、智能制造技术、数据挖掘应用。