ECDP纤维染色性能的研究
2021-08-27杨正华陈鑫涛梅海霞蒋龙宇
杨正华,陈鑫涛,梅海霞,蒋龙宇
(1.江苏联发高端纺织技术研究院,江苏南通 226600;2.江苏联发纺织股份有限公司,江苏南通 226600)
普通涤纶纤维(PET)是疏水性的合成纤维,涤纶大分子排列紧密,染料分子不易进入纤维内部,致使染色困难,需要在高温高压下用分散染料进行染色。为解决涤纶染色困难的问题,从业者在纤维改性方面做了许多研究[1-2],如阳离子染料可染涤纶(简称CDP)和阳离子染料易染涤纶(简称ECDP)。CDP纤维是在常规PET纤维的二元单体基础上,添加少量含磺酸基团的第三单体共聚而得,使其可用阳离子染料染色。但由于其纤维超分子结构仍与常规涤纶相似,玻璃化温度也较高,需要在一定的压力下染色,最高上染温度比常规PET纤维下降了10~15℃。ECDP纤维是在CDP纤维的基础上,添加少量一定相对分子质量的聚乙二醇或脂肪族聚酯二醇作为第四单体得到的一种聚酯。柔性链段的引入使ECDP纤维大分子结构更疏松,无定形区增大,阳离子染料更容易扩散进入纤维内部,与纤维上的磺酸基团结合,因而ECDP纤维的染色条件更温和,可在较低的温度下进行染色[3]。ECDP纤维不仅解决了涤纶染色困难的问题,而且比常规涤纶更加节能、环保,可使产品多样化,具有广阔的发展前景[4-5]。但目前对ECDP纤维的染色性能缺乏系统的研究[6],本实验研究染料的平衡上染率、染色温度、染色时间及pH对ECDP纤维染色饱和值的影响。
1 实验
1.1 材料和仪器
材料:ECDP长丝(75D),亚甲基蓝、冰醋酸、醋酸钠。
仪器:Datacolor 650分光光度计(美国Datacolor公司),R4958-1CN124红外线试样机(宏益科技股份有限公司),YG063T单纱强力仪(陕西长岭纺织机电科技有限公司),JA1103N电子天平(上海民桥精密科技仪器有限公司)。
1.2 前处理工艺
在染色前需通过前处理工艺去除纺丝过程中的各种油剂。具体工艺参数为:去油剂1 g/L,浴比1∶8,温度90℃,时间15 min。
1.3 染色工艺
染色配方:亚甲基蓝X,冰醋酸1%(omf),醋酸钠1%(omf),浴比1∶10。
染色饱和值的确定:在相同染色工艺下,采用不同用量的亚甲基蓝对ECDP纤维进行染色,控制最终的上染率,绘制平衡上染率与染色饱和值的曲线图。
染色温度的选择:在其他影响因素一致的条件下,用不同温度(80、90、100、110、120℃)对ECDP纤维进行染色,绘制染色温度与染色饱和值的曲线图,并测试染色前后纤维的强力,绘制染色温度与降强率的曲线图。
染液pH的选择:在其他影响因素一致的条件下,用不同pH(3.0、3.5、4.0、4.5、5.0、5.5、6.0)的染液对ECDP纤维进行染色,并绘制pH与染色饱和值的曲线图。
染色时间的选择:在其他影响因素一致的条件下,用不同染色时间(80、90、100、110、120 min)对ECDP纤维进行染色,绘制染色时间与上染率的曲线图,并研究染色时间对染色饱和值稳定性的影响,绘制染色时间与染色饱和值的曲线图。
1.4 测试
1.4.1 上染率
测试染色前后染液的吸光度,按下式计算染料的上染率:
上染率=(1-A残/A原)×100%
式中,A残表示染色后残液的吸光度[7],A原表示染色前染液的吸光度。
1.4.2 染色饱和值
阳离子染料上染ECDP纤维属于定位吸附,用染色饱和值表征单位质量纤维上含有可容纳阳离子染料的阴离子染座数量。按下式计算纤维的染色饱和值Sf(g/100 g)。
Sf=DY×90%×98%×5/4
式中,DY表示上染率达到90%时染料对纤维的质量分数(g/100 g)[8]。
1.4.3 强力
按照企业标准《纺织原纱质量标准》测定纱线强力,用降强率F表示强力下降的幅度,具体按照下式计算:
F=(1-F测/F原)×100%
式中,F测表示染色后纱线的强力,cN;F原表示原纱的强力,cN。
2 结果与讨论
2.1 染色饱和值的确定
由图1可以看出,平衡上染率对染色饱和值有很大的影响,平衡上染率在80%以下时,ECDP纤维的染色饱和值随平衡上染率的升高而提高;平衡上染率在80%~90%时,ECDP纤维的染色饱和值基本无变化,说明ECDP纤维的染色饱和值在4.0 g/100 g左右;在90%以上时,ECDP纤维的染色饱和值随着平衡上染率的增加迅速减小,原因是平衡上染率太高,可能ECDP纤维上存在未被占据的染座,使测量的数值不准确。因此,进行ECDP纤维染色饱和值的测定时,必须将染料的平衡上染率控制在80%~90%,才能保证结果的准确性。

图1 平衡上染率对染色饱和值的影响
2.2 染色温度的选择
2.2.1 染色温度对染色饱和值的影响
染色温度对ECDP纤维染色饱和值的影响如图2所示。

图2 染色温度对染色饱和值的影响
由图2可以看出,ECDP纤维染色饱和值随着染色温度的升高而增加,100℃以上时趋于稳定,染色饱和值处于4.0 g/100 g左右。这说明100℃以上,升高染色温度对染色饱和值的影响不大。
2.2.2 染色温度对降强率的影响
图3是染色温度对ECDP纤维降强率的影响。由图3可以看出,ECDP纤维的强力随着染色时间的延长而下降;相同时间下,染色温度越高,强力下降越明显。由于ECDP纤维是经拉伸定形的成品纤维,结构中有大量折叠链晶体,并以不折叠链段互相连接,形成结晶区和无定形区,高温或长时间的热处理会使纤维内部晶粒大小发生改变,晶粒表面出现缺陷,内部形成空隙,导致断裂伸长降低,引起强力下降。
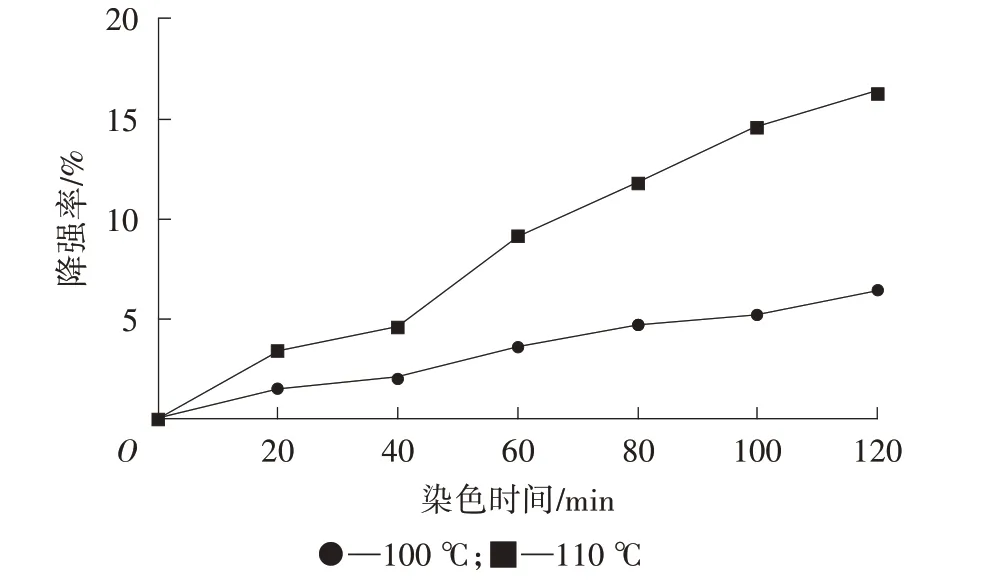
图3 染色温度对降强率的影响
综上所述,选择100℃的染色温度更加保险。
2.3 染液pH的选择
图4是染浴pH对ECDP纤维染色饱和值的影响。由图4可以看出,pH低于4.5时,染色饱和值波动较大。因为一般的染色单体带有羧基,羧基的电离受溶液pH影响明显,pH低时电离受到抑制,从而影响ECDP纤维对阳离子染料的吸附,平衡上染率下降;pH大于4.5时,ECDP纤维的染色饱和值较稳定。阳离子染料可染改性涤纶在染色生产中一般采用弱酸性染浴,因此将pH控制在4.5~5.0较适宜。

图4 染液pH对染色饱和值的影响
2.4 染色时间的选择
2.4.1 染色时间对上染率的影响
染色时间对ECDP纤维上染率的影响如图5所示。由图5可以看出,ECDP纤维的上染率随着染色时间的延长而增大,当染色时间达到100 min以上时,上染率趋于稳定;继续延长染色时间,上染率浮动幅度不大。

图5 染色时间对上染率的影响
2.4.2 染色时间对染色饱和值稳定性的影响
图6是染色时间对ECDP纤维染色饱和值的影响。由图6可以看出,ECDP纤维保温100 min,染色饱和值处于比较稳定的状态,基本在4.0 g/100 g左右浮动;若将染色时间延长至110、120 min,染色饱和值随染料用量的变化波动较大,因为ECDP纤维长时间处于高温、高湿状态下,结构与性能会发生变化,从而影响染色性能。

图6 染色时间对染色饱和值的影响
综上所述,染色时间在100 min时,ECDP纤维染色饱和值的重现性较好。
3 结论
ECDP纤维染色的最佳工艺为:染色温度100℃、染色时间100 min、pH 4.5~5.0,染料的平衡上染率能达到80%~90%,且纤维性能优越。
