光纤激光打标工艺对黑色PMMA材料打标效果的影响
2021-08-23李全城易承修
李全城,易承修
(1.厦门理工学院现代工程训练中心,福建厦门 361024; 2.厦门理工学院机械与汽车工程学院,福建厦门 361024)
激光打标技术作为一种现代和新型的标刻、标识加工方法,与传统的机械打标、喷油墨和贴标签纸等标记方法相比,具有不接触工件、对环境友好[1]、速度快、标记不褪色不丢失[2]等一系列优点。因此目前激光打标技术在金属[3–6]和塑料[7–10]等多种材料的高端制成品的标记、标识方面得到了快速的发展和广泛的运用。
聚甲基丙烯酸甲酯(PMMA),又称有机玻璃或亚克力,具有良好的透光性、极佳的耐候性和良好的热塑加工性,且拉伸等综合力学性能又在通用塑料中位居前列[11–12],因此,成为了继瓷器和钢具后又一类人们在生产生活中需求量大、作用性强的材料,被广泛应用在装饰品、广告招牌和建材等许多行业中[13]。
激光打标技术在PMMA材料上的应用是未来的一大发展趋势,比如激光打标可以用来标刻PMMA材料的广告招牌上的文字、图案、logo等广告信息,这些标刻的信息在背光照射下,即使在黑夜中也依然能像白天一样清晰可见。截止目前,关于PMMA材料的打标性能的研究文献很少,学者们一般通过添加激光功能颜料[14–15]、采用增韧改性技术或改变材料配方等[16–17]方式来提高打标效果,然而打标过程中所选用的打标速度和激光功率等打标工艺参数对PMMA制品的最终打标效果的影响很大,研究激光打标工艺参数对PMMA打标效果的影响具有重要的意义。龙学文等[18]和曾丽娜等[19]都曾对PPMA材料的激光打标工艺进行了初探,但现有的研究文献中,较少有系统、深入地研究光纤激光打标工艺参数对PMMA材料打标效果的影响的报道,并且目前的相关文献主要通过视觉评价打标后的效果,缺少科学的量化手段。笔者以具有较佳打标性能的黑色PMMA材料为打标对像,在视觉对比打标效果的基础上,又通过测量打标时间、打标宽度和打标深度等可量化的参数,系统研究了激光打标工艺参数对黑色PMMA材料打标性能的影响,并通过分析和总结,筛选出了较为合适的打标工艺参数。
1 实验部分
1.1 主要原材料
PMMA方料板:尺寸为100 mm×100 mm×3 mm,添加有镜面高光黑色母,东莞市奇凌塑料制品有限公司。
1.2 主要仪器与设备
光纤激光打标机:HZZ–M300型,激光波长1064 nm,峰值功率30 W,聚焦场镜焦距175 mm,打标控制软件EzCad 2.8,广州华之尊光电科技有限公司;
显微镜:VHX–500型,基恩士(中国)有限公司。
1.3 光纤激光打标实验
光纤激光打标机及控制软件如图1所示,整个打标实验的流程为:将黑色PMMA方料板在夹具上固定好并确定好打标位置→把所要打标的图案内容(试验所打标的图案为10 mm×10 mm的区域内均匀分布的50个长方形网格图案,每个长方形方格的规格均为0.2 mm×10 mm)导入EzCad 2.8控制软件中→在控制软件中通过改变线间距、激光功率、打标速度和激光频率等工艺参数中的单一工艺参数来进行4组试验(如表1),分别研究这4个参数对打标效果的影响→打标→控制软件中读取打标时间→打标完成后检测。
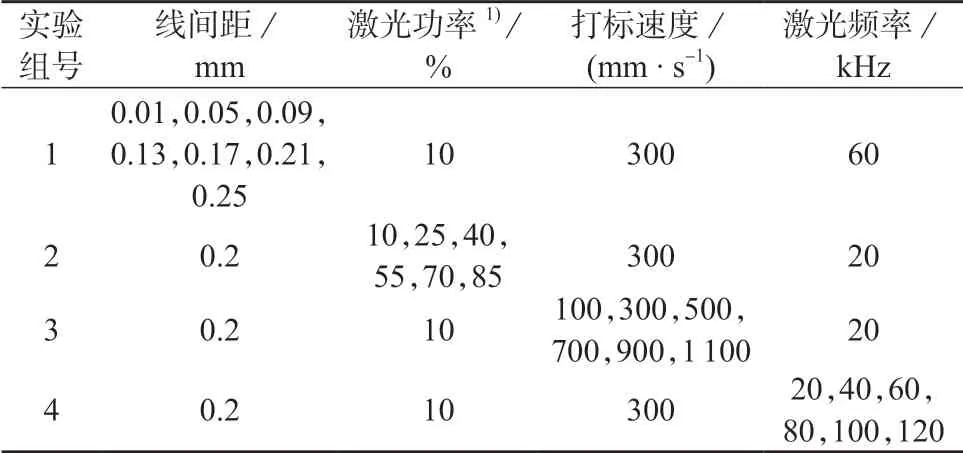
表1 光纤激光打标实验的工艺参数
1.4 性能测试
(1)通过视觉和显微镜观察打标后的整体效果。
(2)由于激光打标加工时间的长短会影响注入PMMA基材的激光能量的多少,进而对整体打标效果产生影响;且打标后图案里的单条线条的标记宽度和整体图案的标记深度,也都会影响图案的整体效果,因此,笔者在观察图案整体效果的基础上,还对激光打标时间、单条线条的标记宽度和整体图案的标记深度进行考察。激光打标时间直接在EzCad 2.8控制软件中读取,单条线条的打标宽度和整体图案的打标深度则分别通过显微镜的测量功能和景深功能获得(对每个打标后的PMMA样品进行3次测量,然后取平均值作为各自的最终测量结果)。
2 结果与讨论
2.1 线间距对黑色PMMA激光打标效果的影响
线间距是指激光在黑色PMMA基材上扫过的两条相邻激光扫描线间的距离,会影响最终的打标效果。在研究不同的线间距对黑色PMMA材料激光打标效果的影响过程中,固定激光功率10%、打标速度300 mm/s和激光频率60 kHz的条件下,获得的不同线间距下的激光打标效果对比图、打标深度变化曲线及打标时间分别如图2、图3和表2所示。
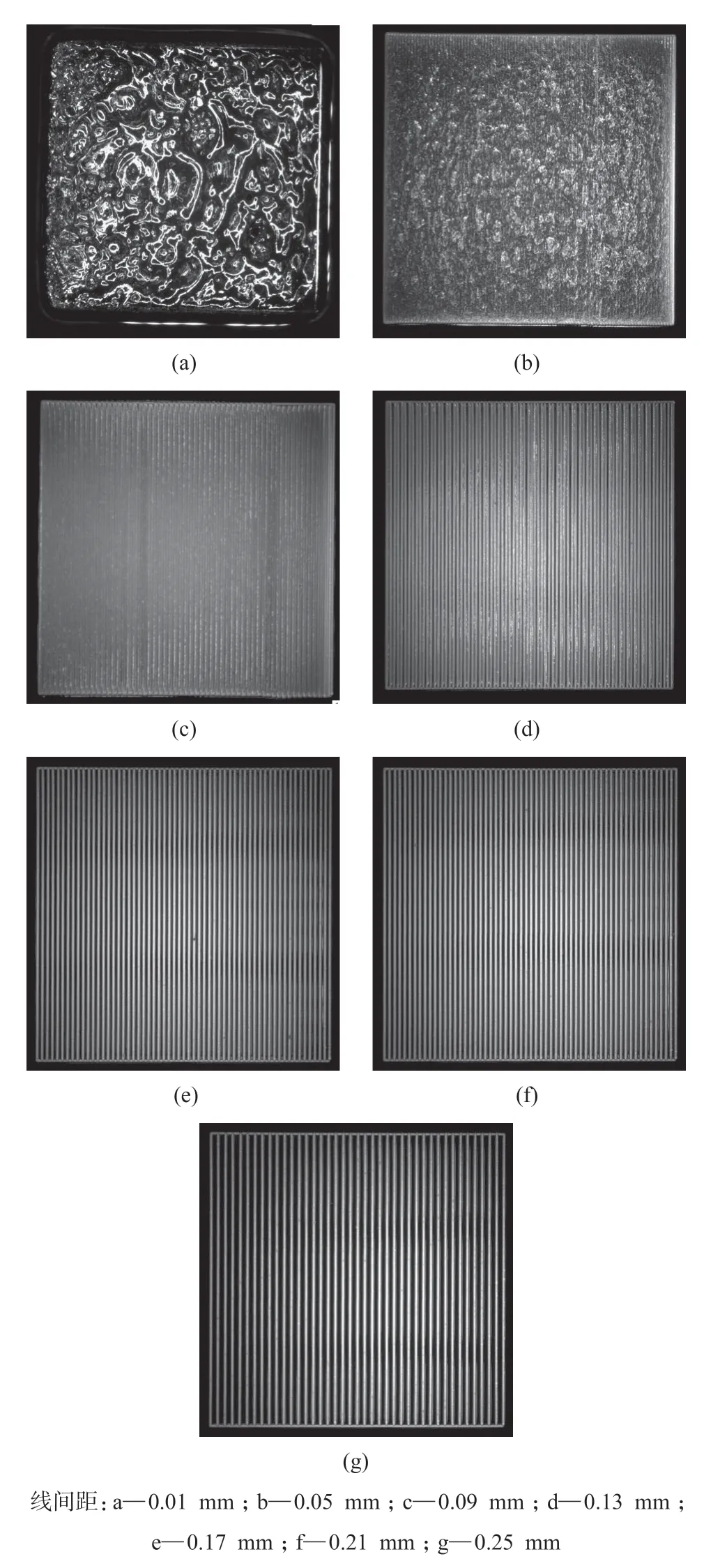
图2 不同线间距的黑色PMMA打标效果
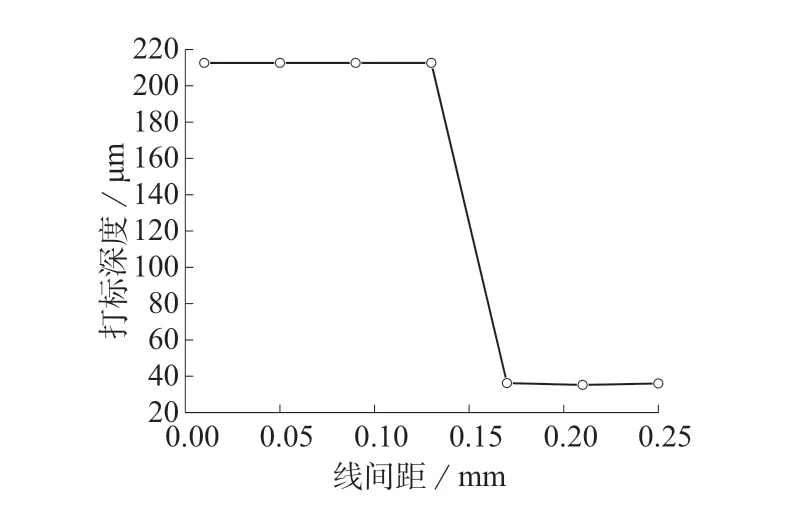
图3 线间距与打标深度的关系

表2 不同线间距的激光打标时间 s
从图2的效果对比图可以看出,线间距小于0.09 mm时PMMA基材出现了比较明显的烧焦现象,特别是当线间距在0.01~0.05 mm时,甚至出现了非常明显的汽化现象,基材表面凹凸波动非常大,且整体颜色不均匀,效果极差。线间距在0.13 mm时,打标图案的各处颜色和间距都不均匀,整体的打标效果不好。线间距在0.25 mm时,随着线间距的增大,打标出来的图案颜色偏暗、线条间距偏大,打标效果也不好。线间距为0.17~0.21 mm时,打标图案整体颜色均匀,线条边界清晰、间距合适,且基体表面平整,打标效果较好。因此对于本次的黑色PMMA材料打标实验,较为合适的线间距为0.17~0.21 mm。
从图3可以看出,线间距为0.01~0.13 mm时,打标深度变化很小,线间距为0.13~0.17 mm时,打标深度急剧变小,而线间距为0.17~0.25 mm时,打标深度又基本不变。这是因为在0.01~0.13 mm范围内,线间距过小,这一方面导致了打标时间过长(如表2),另一方面又使激光的扫描重叠率过高,进而造成了黑色PMMA基材的严重熔化、汽化现象。而当线间距过大时(大于0.25 mm),又容易造成打标线条间距过大,加工程度不够,打标图案内容不够清晰。与此同时,因为激光光斑的能量几乎不受线间距的影响,所以打标宽度几乎不受线间距的影响。在激光功率10%、打标速度300 mm/s、激光频率60 kHz、线间距0.21 mm时测得的打标宽度为171 μm,如图4所示。因此,结合图2、图3、表2和图4,当线间距为0.17~0.21 mm、打标时间为1.75~2.12 s、打标深度为35.22~36.22 μm、打标宽度为171 μm左右时,黑色PMMA的打标效果较好。
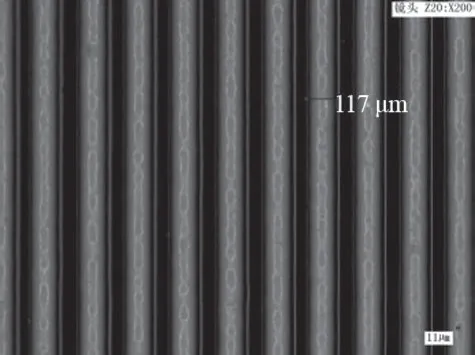
图4 激光功率10%、打标速度300 mm/s、激光频率60 kHz、线间距0.21 mm时的打标宽度
2.2 激光功率对黑色PMMA激光打标效果的影响
试验所用的激光器的峰值功率为固定值30 W,所以打标时只需通过EzCad 2.8控制软件直接改变峰值功率的百分比,就可以改变激光功率的大小。图5、图6分别为不同激光功率下的黒色PMMA激光打标效果对比图和打标深度、打标宽度变化曲线图(线间距从2.1节确定的较好的打标效果的区间内选取,为了与图案的线条间距一致,故将线间距定为0.2 mm,打标速度为300 mm/s,激光频率为20 kHz)。
从图5的效果对比图可以看出,当激光功率为40%时,黑色PMMA基材出现了比较明显的烧焦现象,打标线条图案颜色不均匀,边界不清晰,表面凹凸不平。随着激光功率从40%增大85%,热输入越来越大,烧焦的现象越来越严重,打标效果越来越差。相比之下,当激光功率为10%~25%时,打标线条图案颜色均匀,线条清晰,表面平整,打标效果相对较好。因此对于本次的黑色PMMA材料的打标实验,比较理想的激光功率为10%~25%。

图5 不同激光功率的黑色PMMA打标效果
从图6可以看出,在其它条件固定的情况下,随着激光功率从10%增大到85%,打标宽度和打标深度均增加。这是因为,激光功率越大,激光能量越强,激光和黑色PMMA基材之间的热作用越强,导致了所打标的线条图案的打标宽度和打标深度也都逐渐变大。当激光功率过大时,会导致基材的烧焦、汽化现象,打标效果变差。而当激光功率过小时,又会造成打标力度不足,打标线条图案不清晰,利用率不足。与此同时,本节实验测得的激光打标时间始终在1.83 s左右,几乎不受激光功率的影响。因此,结合图5和图6,当激光功率为10%~25%、打标宽度和打标深度分别为131~144 μm和30.38~39.72 μm、打标时间为1.83 s左右时,黑色PMMA的打标效果较好。

图6 激光功率与打标宽度、打标深度的关系
2.3 打标速度对黑色PMMA激光打标效果的影响
在研究打标速度变化对黑色PMMA材料激光打标效果的影响规律过程中,分别固定线间距、激光功率和激光频率为0.2 mm,10% (激光功率从2.2节确定的较好的打标效果的区间内选取,考虑到激光功率为10%时,打标图案效果最好),20 kHz的条件下,获得的不同打标速度的激光打标效果对比图、打标宽度与打标深度变化曲线及打标时间分别如图7、图8和表3所示。

表3 不同打标速度的激光打标时间 s
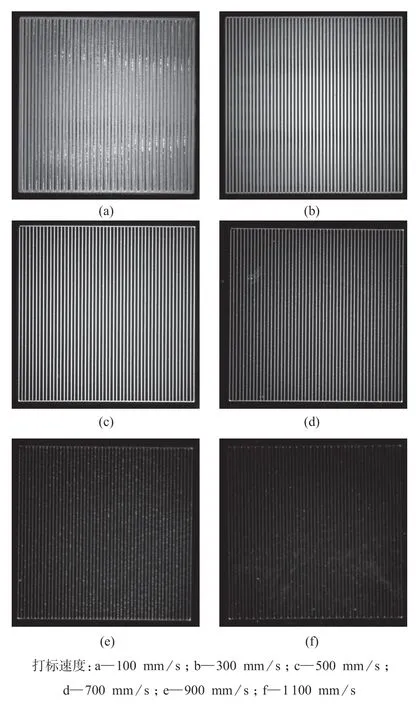
图7 不同打标速度的黑色PMMA打标效果

图8 打标速度与打标宽度、打标深度的关系
从图7的效果对比图可以看出,当打标速度为100 mm/s时,黑色PMMA基材出现了比较明显的烧焦现象,打标线条图案颜色不均匀,表面凹凸波动大,线条间距过密。出现这种现象的原因是打标速度过小,导致热输入过大,对黑色PMMA基材的烧蚀严重。而从打标速度700 mm/s开始,打标线条图案开始变暗,打标速度达到1100 mm/s时打标线条图案变暗的现象尤为明显,甚至出现了有些线条没能被完整地打标出来的现象。相比之下,打标速度为300~500 mm/s时,打标线条图案颜色均匀,线条清晰,间距适中,表面平整,打标效果较好。因此对于本次的黑色PMMA材料的打标实验,较为理想的打标速度为300~500 mm/s。
从图8可以看出,打标宽度和打标深度均随着打标速度的增大而减小。这是由于,在其它条件固定不变的情况下,随着打标速度的增大,一方面打标时间变短(如表3),使作用在黑色PMMA基材上的激光能量变少,导致打标宽度和打标深度变小;另一方面激光脉冲重叠率变小,注入基材的能量也减小,使打标宽度和打标深度变小。因此,结合图7、图8、表3,当打标速度为300~500 mm/s、打标时间为1.14~1.86 s、打标宽度为63~130 μm、打标深度为18.56~30.38 μm左右时,黑色PMMA的打标效果较理想。
2.4 激光频率对黑色PMMA激光打标效果的影响
利用前三节的研究结果,把线间距、激光功率和打标速度分别定为0.2 mm,10%,300 mm/s (相较于500 mm/s,打标速度为300 mm/s时打标图案更明亮)的条件下,研究不同的激光频率对黑色PMMA基材激光打标效果的影响,获得的打标效果对比图和打标深度、打标宽度变化曲线分别如图9和图10所示。从图9的效果对比图可以看出,激光频率对黑色PMMA基材的打标效果影响很小,仅当激光频率在60~120 kHz时,打标线条图案偏暗,而当激光频率为20~40 kHz时(特别是20 kHz时),打标线条图案比较明亮。因此对于本次的黑色PMMA材料的打标实验,比较理想的激光频率为20~40 kHz。从图10可以看出,当激光频率为20~120 kHz时,黑色PMMA基材的打标宽度随着激光频率的增大而略微有所减小,而打标深度随激光频率的变动幅度很小。这是因为频率的变大,一方面使得激光打标点变多,打过的点又被再次烧蚀掉,导致打标线条变暗;另一方面又使得激光脉冲能量缩小,造成热输入变小。这两方面的综合影响,导致了打标深度和打标宽度的变化幅度都很小。与此同时,本节实验在不同频率条件下测得的激光打标时间始终在1.84 s左右,几乎不受激光频率的影响。因此,结合图9和图10,当激光频率为20~40 kHz、打标宽度为130~131 μm、打标深度为29.35~30.38 μm、打标时间在1.84 s左右时,黑色PMMA的打标效果较好。

图9 激光频率对黑色PMMA打标效果的影响

图10 激光频率与打标宽度、打标深度的关系
在线间距0.2 mm,激光功率10%、打标速度300 mm/s、激光频率20 kHz时测得的打标宽度、打标深度和打标时间分别为130 μm,30.38 μm和1.86 s,如图11所示。
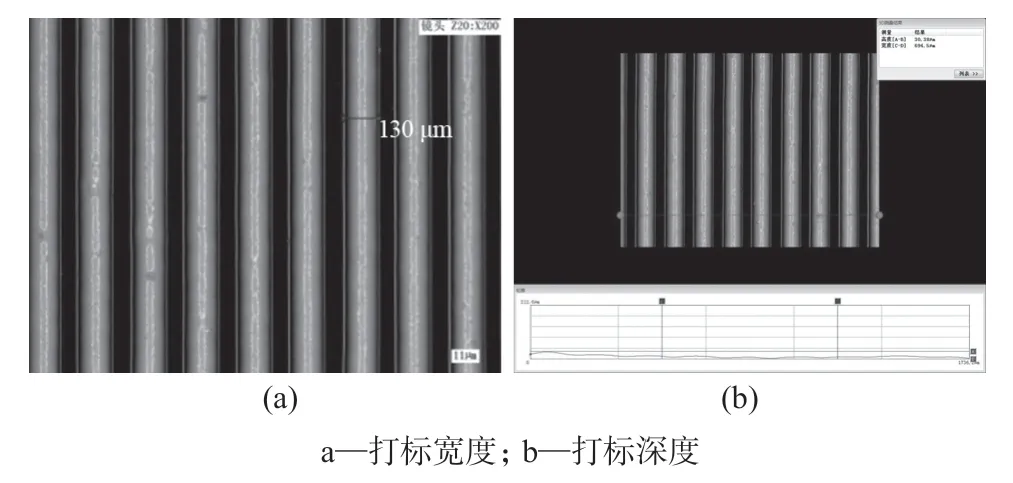
图11 线间距0.2 mm、激光功率10%、打标速度300 mm/s、激光频率20 kHz时的打标宽度和打标深度
3 结论
(1)线间距、激光功率、打标速度对黑色PMMA材料的激光打标效果有着重要的影响,而激光频率的影响比较小。线间距过小、激光功率过大、打标速度过慢都会使黑色PMMA出现烧焦、打标线条图案颜色不均匀、表面凹凸不平等现象;线间距过大、激光功率过小、打标速度过快都会导致打标线条图案偏暗、模糊甚至断线、缺失等状况。
(2)打标时间、打标宽度和打标深度会间接反应出黑色PMMA的打标效果,它们过大或过小都不利于打标出理想的线条图案。
(3)本实验中的黑色PMMA材料的理想激光打标参数的区间为线间距0.17~0.21 mm,激光功率10%~25%,打标速度300~500 mm/s,激光频率20~40 kHz。特别地,当线间距为0.2 mm、激光功率为10%、打标速度为300 mm/s、激光频率为20 kHz时,打标宽度、打标深度和打标时间分别为130 μm,30.38 μm和1.86 s,此时黑色PMMA的打标效果最佳。
