汽车发动机敲击声问题的解决
2021-08-23陈丽霞闫大宇朱运杰黄笑笑
□ 胡 广 □ 陈丽霞 □ 闫大宇 □ 朱运杰 □ 黄笑笑
宁波吉利罗佑发动机零部件有限公司 浙江宁波 315336
1 问题情况
某款三缸汽车发动机运转时会产生异常敲击声。随着汽车行驶时间的延长,发动机异响部位零部件的使用寿命会大大缩短。异响情况严重时,将导致发动机相关零部件功能失效,发动机报废,整车行驶会发生严重安全问题。所以,针对发动机敲击声问题,需要及时识别及解决。
2 原因分析
某款三缸汽车发动机在进行热磨合时出现敲击声,试验后进行拆机排查。
在原机状态进行汽车噪声、振动、舒适性评价。对于异响工况,冷机怠速无异响,热机怠速50~90 ℃时异响明显。异响频率为1 700~5 500 Hz宽频,异响频次为0.5阶,与发动机一缸上止点对应。
通过检测,根据发动机异响频次和异响位置,确定异响故障为发动机活塞连杆组件产生,并且为活塞运动到上止点后换向导致。
对发动机零部件进行检测。活塞裙部、环槽及活塞销孔等位置无异常磨损,尺寸检测均合格。主轴颈连杆径无异常磨损,主轴颈连杆径尺寸均合格。气缸缸孔无异常磨损,气缸孔直径尺寸及圆柱度满足要求。连杆瓦和主轴瓦表面合金层未脱离,表面无异常磨损,且连杆瓦和主轴瓦尺寸检测均合格。活塞销表面与活塞销孔接触部位有异常磨损痕迹,如图1所示。

▲图1 活塞销表面与活塞销孔接触部位磨损痕迹
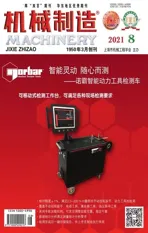
活塞销表面粗糙度合格,无异常。活塞销表面粗糙度对比曲线如图2所示。
▲图2 活塞销表面粗糙度对比曲线
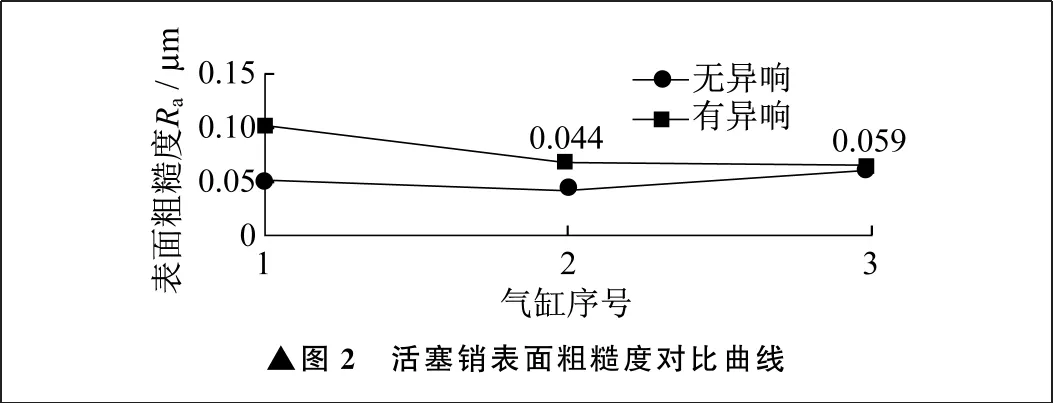
发生异响发动机活塞销与无异响发动机活塞销圆度、圆柱度、直线度形状公差尺寸对比如图3所示,对比确认无明显差异。
▲图3 活塞销形状公差尺寸对比
活塞销材料成分、金相检测结果均合格,活塞销硬度和渗碳层深度合格,无异常。
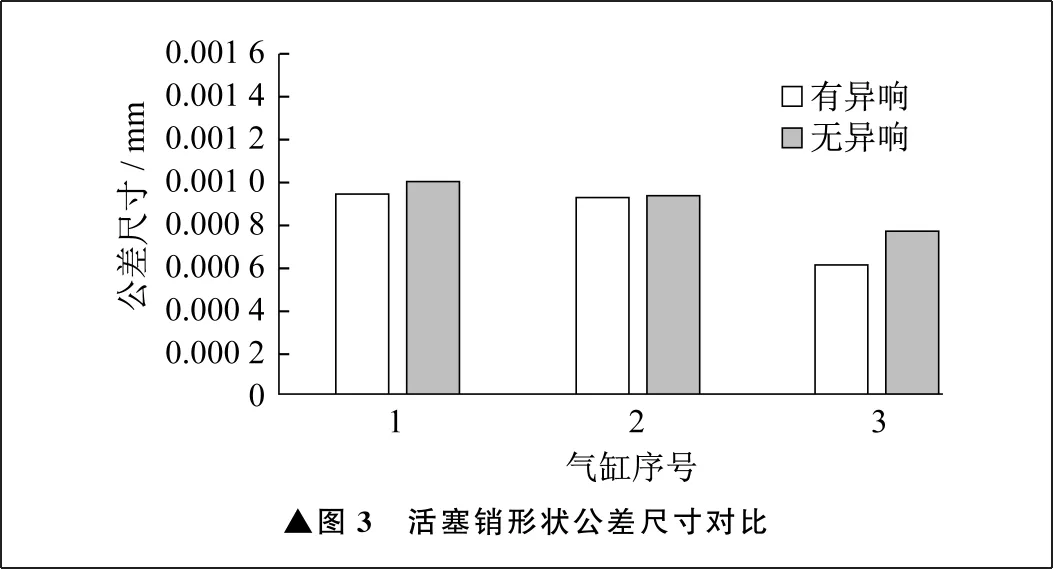
连杆大头无异常磨损,尺寸检测合格。连杆小头存在异常磨损,如图4所示。
▲图4 连杆小头异常磨损
连杆小头弯曲度、扭曲度检测合格。连杆小头衬套贴合间隙最大为2.57 μm,无异常。连杆衬套有磨损现象,硬度实测合格。
对连杆小头的设计进行校核,运用计算机辅助工程软件仿真进行分析,考虑往复惯性力,连杆小头衬套实际面压为144.38 MPa,而衬套材料许用面压为145 MPa,衬套材料实际面压接近许用面压,安全因数低,导致连杆小头磨损量过大,产生异响。
3 整改对策
对比不同发动机连杆小头斜切结构,与活塞销全浮结构的油槽、油孔进行对标,相同结构的其它发动机连杆衬套均有油孔或油槽来改善润滑,而存在问题的发动机连杆小头衬套无类似润滑结构,不利于润滑。
整改对策如下:
(1) 连杆小头衬套材料由B05R更改为CuSn8Ni,合金许用面压由145 MPa提高为160 MPa,提高安全因数;
(2) 连杆小头衬套增加油槽,改善润滑效果,如图5所示。
▲图5 连杆小头衬套增加油槽
对整改后的连杆小头衬套进行耐久试验,试验过程中发动机无异响。对整改前后的连杆小头衬套孔径进行检测,检测结果如图6所示。整改后的连杆小头衬套孔径变形量远好于整改前,整改有效。
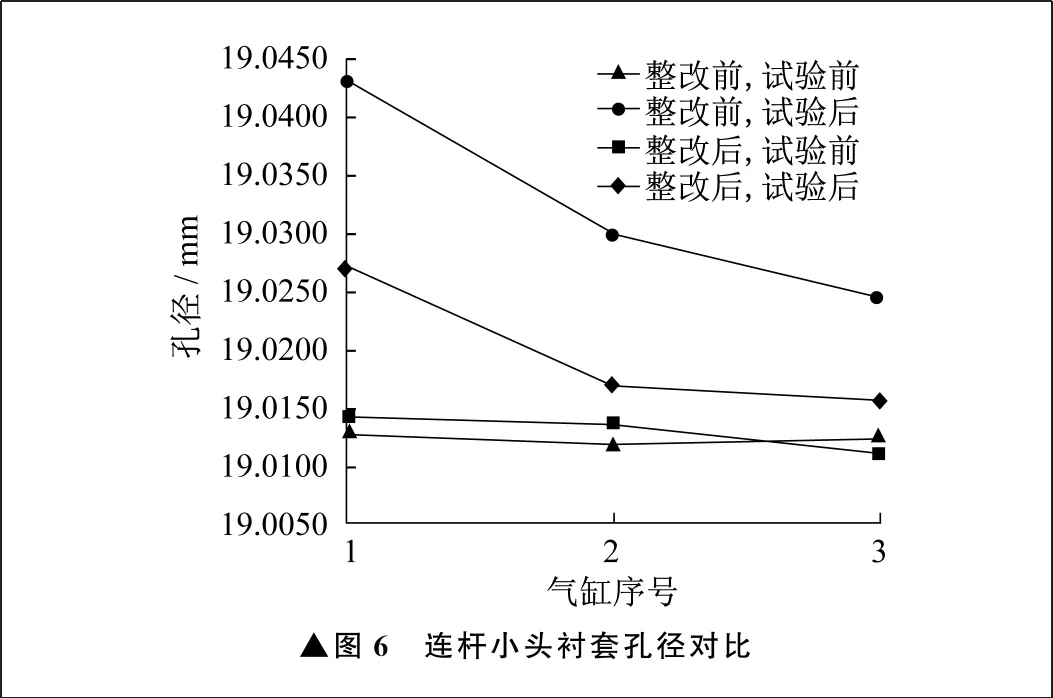
▲图6 连杆小头衬套孔径对比
4 结束语
总结此次汽车发动机敲击声问题解决,设计部门在进行产品设计时,产品设计参数在满足实际需求的前提下要保留充足的安全裕量,对同业设计的产品要有借鉴思想,以保证产品设计的安全可靠。