弧焊机器人测控系统设计研究
2021-08-16郭辉
郭辉
(广东福维德焊接股份有限公司,广东 广州 510663)
就现阶段弧焊机器人测控系统的研发而言,能够在弧焊机器人测控系统中形成锁孔效应的焊接技术主要包含激光焊接技术、真空电子束焊技术和等离子焊接技术三大类别。其中,激光焊接技术和真空电子束焊接技术所用设备较为昂贵,整个焊接过程对外界焊接条件以及待焊构件要求非常苛刻,而等离子焊机则需进一步压缩电弧,保证其焊接能量处于较高密度状态。此外,等离子焊机焊枪设计结构较为复杂,往往需要较高频率的维护,以保证等离子焊机相关参数信息的敏感性。目前,上述三种焊接技术对10~12mm以上钛合金均无法实现单面焊接后双面成型的一次性焊接功能,整个焊接过程成本高昂,不利于焊接产业的进一步发展。在此背景下,本文对焊接机器人测控系统进行深入分析和研究,也就具备重要理论意义和现实价值。
1 弧焊测控原理与理论基础
焊接电弧作为常见的气体放电现象,是焊接测控原理的重要内容。光辐射作为焊接电弧较为明显的物理现象特质,从光辐射理论以及光子能量理论的诸多应用出发,即可进一步研究弧焊测控原理及其理论基础。首先,电弧光辐射主要通过运动着的电子或离子等载体相互碰撞时所产生的加速行为或减速行为而造成的能量变化,最终产生最普遍的辐射现象,此过程往往被人们称为连续光谱辐射现象。同时,电子或离子碰撞还能产生复合辐射以及复数辐射等诸多不同类别的辐射,各种辐射具备各自特征,也有着截然不同的应用。线光谱作为应用最广泛的重要类别,连续谱拓宽方法得到了物理学界的广泛重视。在利用光谱信息进行弧焊测控原理分析时,主要通过光辐射分解为光谱方式,得到特征谱线方法,利用光谱强度和电弧等离子体内温度、浓度甚至成分等因素之间的相互关系,测定内部物理状态以及物理过程,最后将所得结果作为控制信号实时反馈到整个弧焊焊接测控系统中。
2 焊接测控系统整体结构
2.1 测量子系统
图1即为焊接测控系统的整体结构框架示意图,被检测对象通过外界传感器和调整电路进行数据采集,此后数据采集得到数据后,利用电脑中某一程序语言开发数据采集子系统进行整个焊接测控系统的整体调度与管理,采集得到的数据信息则进一步进入信号分析子系统进行实时在线或离线的数据分析,最后通过输出控制子系统得到隐藏在诸多数据后的信息价值并作出决策。
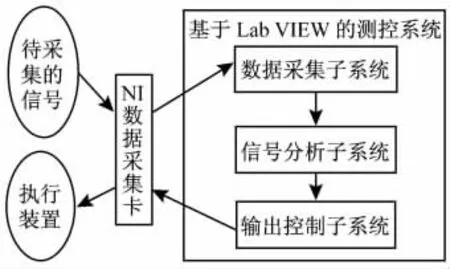
图1 焊接测控系统框架示意图
焊接测控系统中的测量子系统是对焊接测控系统中诸如焊接电流值、焊接电压值、焊接设备、装置状态、设备启动运行状态等诸多数据信息进行采集的重要系统,主要完成焊接测控系统中输入信号方式选择、触发方式判别、输入信号判别等诸多等功能。当测量子系统采用高速采样方式时,还需进一步考虑焊接测控系统中的硬盘容量、总线数据吞吐量等参数,保证整个焊接测控系统处于高效运转状态,图2即为某连续采样的模拟输入任务参数设定。
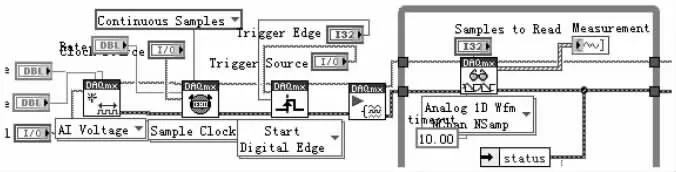
图2 某连续采样的模拟输入任务参数设定
2.2 信号分析子系统
焊接测控系统中的信号分析子系统是指在数据采集后进行分析处理以满足焊接测控系统基本应用需要的重要结构,该系统开发运营过程实现了超越限值检测滤波处理,涵盖周期信号检测和超阈值极值点检测等功能,图3即为某项目带阈值的极值点检测示意。
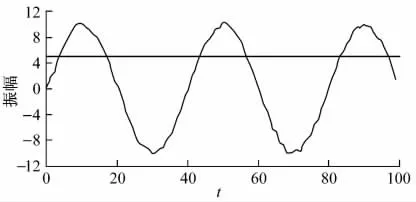
图3 某项目带阈值的极值点检测示意
2.3 模拟输出子系统
模拟输出子系统主要是对焊接测控系统进行模拟量的输出管理与控制。其中,焊接测控系统中的模拟量和数字量可采取输入采样形式、触发形式或其它参数输入与信号输入方式进行设置。同时,考虑到焊接测控系统实际功能需求满足,还需进一步加强对过程控制以及脉冲宽度调制输出控制等功能的模拟和实现。就脉冲输出宽度调制功能控制而言,可借助脉冲宽度调制程序实现该功能目标。由于脉冲产生和普通脉冲序列产生原因类似,但焊件焊接测控系统中的脉冲数量处于动态变化过程,实际脉冲区占空比与普通脉冲序列有所不同,因此可由某一局部变量和函数结构形式实现对脉冲数据的调整和设计。
3 弧焊机器人测控系统的应用情况
3.1 在电弧温度、成分、浓度等测试方面的应用
20世纪60年代初期,部分外国专家学者从量子力学角度和统计学角度出发,系统阐述了光谱测试的基本原理,并进一步探究了原子和离子活跃程度、跃迁可能、谱线强度等详细信息,分析了该技术在焊接机器人测控系统中的应用现状,给出了理论模型、判断依据以及诊断方法的实际应用,使离子光谱诊断方法在理论和实践上得到了较大发展。20世纪80年代以来,弧焊机器人测控系统在电弧温度、成分和浓度等测试方面的研究不断深入与发展,诸多专家学者在对电弧光谱诊断过程进行系统比较和研究的基础上,获得了对电弧等离子体局部热力学平衡和光学性质理论体系的构建,搭建起了电弧光谱诊断装置,且深入探查了焊接温度场、压力场甚至混合气体电弧成分分布而造成的焊弧机器人测控系统应用差别,图4即为利用光谱法测得的电弧温度与成分分布图,由此得出电弧测试过程中存在着有害氢气体,为弧焊机器人测控系统在不同温度、不同成分以及不同浓度测试条件下的应用提供了重要参考。
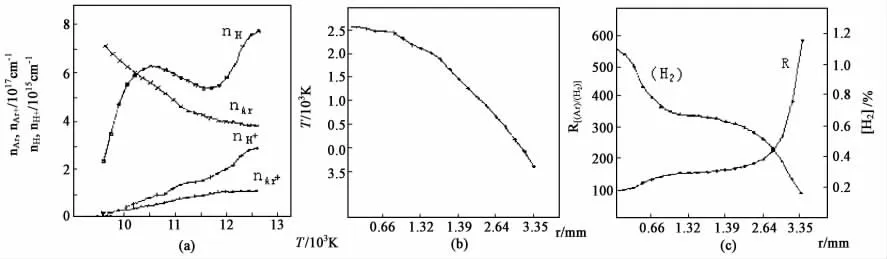
图4 电弧温度与成分分布图
3.2 在焊接电弧气氛实时测控方面的应用
弧焊机器人测控系统在焊接电弧气氛实时测控方面的应用,主要体现在电弧光谱测试技术的直接应用上。美国学者曾利用清光谱实时监测焊接一个电弧中的氢污染以及后果,从而提出需控制焊缝金属中的氢氧含量和氢气孔比例,以降低外界环境的不良污染这一结论。同时,美国军队工程研究所进一步利用光导纤维素收集电弧方式,并将收集得到的电弧传导至光谱设备入口处,利用光谱设备入口处的光谱信息分析完成了弧焊机器人测控系统在电弧气氛实时监测上的信息转换。最后,利用上述光谱信息,焊接工作人员能够实时控制弧焊机器人的具体操作过程,且能够进一步将该类数据信息存储起来,通过大数据技术或数据挖掘技术,以备后续弧焊机器人测控系统精度提升或流程简化等的分析与处理。图5即为弧焊机器人测控系统在焊接电弧气氛实时监测中应用的结构示意,该图体现了电弧中氢元素浓度超过预期标准值时,整个弧焊机器人测控系统自动发出警告并调整电弧气氛的控制反应过程,实现了弧焊机器人焊接电弧气氛自动诊断和控制的基本目的。
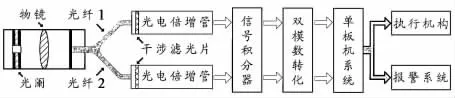
图5 弧焊机器人测控系统示意
4 结论
总而言之,弧焊机器人测控系统能通过光谱学理论和等离子物理学基础理论科学,综合两种理论科学中的物理方程、具体参数值和参数方程等,通过光谱强度和电弧热力学系统状态参数及参数方程的不同形式,从热力学角度探究焊弧机器人测控系统在电弧温度、成分、浓度以及焊接电弧气氛实时监测方面的诸多应用,为弧焊机器人测控系统中焊接效率的快速提升以及焊接过程控制管理水平的快速增强带来更多参考和思路。
