大跨度伞状不锈钢结构群施工关键技术
2021-08-06罗仁轶王兆东员浩阳马运强陈俊杰
罗仁轶 王兆东 员浩阳 马运强 陈俊杰
1. 中国建筑第八工程局有限公司 上海 201204;
2. 南京筑新建筑工程有限公司 江苏 南京 211000
1 工程概况
江苏省园艺博览会未来花园植物园项目主体结构采用S31603不锈钢材料,整体为伞状结构,共有42把伞连成一体(图1),不锈钢结构表面采用4K镜面,造型视觉富有冲击力,国内乃至世界范围内均无类似案例。伞状结构中不锈钢杆件形式有矩形管、椭圆管、异形渐变椭圆管。结构形式独特、新颖,国内无类似结构标准和案例供参考。钢结构工程中有新材料、新型构件和节点等应用。
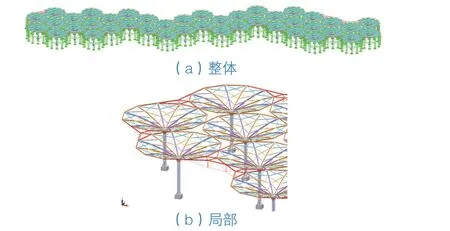
图1 伞状结构BIM模型
2 工程重、难点
1)本项目采用的S31603不锈钢材料为奥氏体不锈钢,具有热导率低、线膨胀系数大、无磁性、耐腐蚀等特性。奥氏体不锈钢导热系数大约只有低碳钢的一半,而线膨胀系数很大,焊接后接头部位会产生较大的焊接内应力,表现为容易出现焊接裂纹和焊接局部收缩。
2)伞状不锈钢结构群横向长度348 m,最终效果要求是整体不留温度收缩缝,结构整体的热胀冷缩量非常大,温度应力显著,施工中的温度应力是施工分析模拟的重点研究对象。要求施工过程中假设的在初始温度情况下伞状结构之间的施工应力最小。需要分析考虑设置合理的施工过程中的温度收缩缝,预留的温度收缩缝需要在合理的温度情况下进行合拢。
3)不锈钢结构焊接收缩变形量大,需要通过分析计算进行安装焊接顺序模拟,计算分析出最合理的杆件安装焊接顺序,从而既保证焊接施工过程中产生的杆件内部应力不大于设计的使用要求,同时又能有效控制杆件的焊接变形量[1-2]。
4)本项目位于废弃的矿坑中,地况复杂,矿坑地势高低起伏,需要充分合理地考虑施工机械设备及路线选择。
5)不锈钢结构上部为覆水屋面,需要保证覆水屋面的平面度,因此对结构整体精度要求非常高,不但要重视其空间绝对位置精度,更要精确控制各施工环节中杆件安装的相对精度,以保证后续安装定位的准确性。
6)项目采用满堂格构柱和脚手架,造成视野不通透,在矿坑内无法实施测量,因此需要将全站仪架设在辅助高架或者矿坑边缘位置,并需要高空架设仪器和棱镜,安装测量难度大。
7)伞状不锈钢结构既作为结构件又作为装饰件,加工工艺复杂,对加工精度及表面效果要求高。不锈钢构件加工涉及圆管多曲相贯线切割、厚板折弯、大截面厚方管折弯、激光切割、拼焊、4K抛光等多个复杂的工艺。构件的加工精度会直接影响伞状树的拼装精度和外观效果,甚至影响42棵伞状树整体的体系结构安全。
8)对焊接焊缝的质量验收标准要求高,大量的现场焊缝要求为一、二级焊缝。焊接焊缝要求打磨、抛光后几乎看不出来有焊缝的痕迹。
3 施工工艺
现场安装焊接顺序为:树柱→主肋→外环杆件→次肋→外环交叉杆→中环交叉杆→ 内部斜杆(图2)。
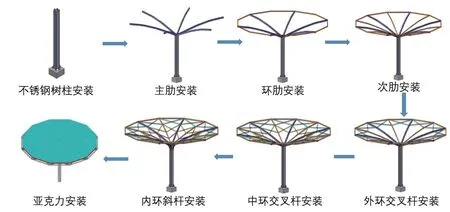
图2 不锈钢伞状结构安装步骤
3.1 施工模拟与试验
1)施工模拟包括了施工现场地况、路网、主体钢结构、施工器械的BIM动态施工模拟(图3),以及施工过程中主体钢结构施工应力的仿真分析模拟(图4)。做到合理、高效地制定人员、机械投入计划,并有效控制施工过程安全与质量,确定施工过程监测测点及监测内容。
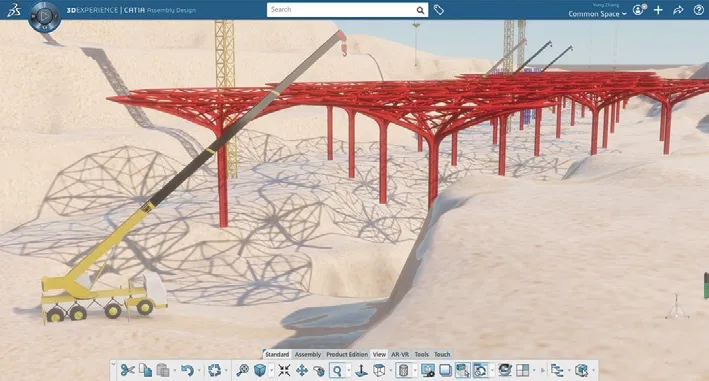
图3 BIM施工模拟
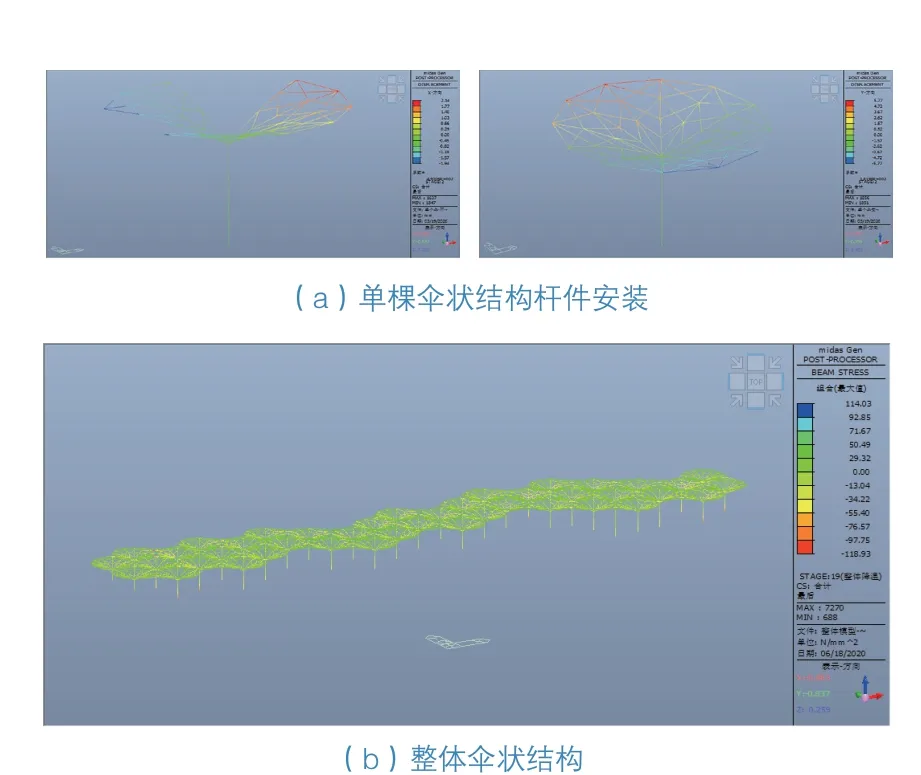
图4 有限元仿真计算分析
2)钢结构工程中有新材料、新型构件和节点应用时,采用设计分析与试验验证是国内工程中的通行方式,也是
后续各种审查和专家论证时的必要技术条件。试验最终目的是和设计分析、相关规范共同构成完整设计,达到结构安全、经济、施工可行且满足建筑效果的目的。基于以上原因,不锈钢结构需要做相应的试验。不锈钢结构承载力试验共分为三部分:1∶3整体承载力试验、1∶1局部节点承载力试验、变截面异形椭圆交叉管承载力试验。
3.2 下料加工
不锈钢结构加工包括下料、拼装、焊接、矫正、打磨抛光等工序。用先进的设备依据三维模型进行数控下料加工,避免人工放样,按照工艺参数严格控制焊接、打磨工艺,开发构件定位、定形尺寸的模具,将复杂异形的构件进行标准化装配(图5)。

图5 构件加工定位工装
3.3 构件预拼装
每棵伞状树伞冠部位的加工杆件出厂前应先进行预拼装,预拼装时发现有问题的杆件应整改合格后再出厂。采用整个伞冠倒扣的预拼装方式,预拼装杆件之间临时点焊固定,拼装过程中注意成品保护,应避免磕碰和划擦。
预拼装工艺要求:
1)根据构件的特点,在厂内用枕木、钢板等搭建预拼装场地,并进行水平校正,使所有基准点在同一平面上。
2)在场地上画出基准线、中心线及各节点位置。
3)预拼装检查合格后,拆除构件,准备装运。
4)对预拼装过的杆件做相应的标记。
3.4 树柱安装
在伞状树安装过程中,树柱中心定位精度的控制为质量控制关键点之一。树干中心点定位由全站仪现场放线和柱底板激光刻线搭配控制。树干垂直度由激光水平仪和经纬仪控制。树柱先进行初步就位,将树柱底部柱底板上螺栓孔与预埋螺栓进行对孔,根据全站仪和水平仪调整螺栓在一个平面上,然后让树柱的柱底板落在调平螺栓上,下一步再固定上部的螺栓。固定螺栓时注意绝缘套筒和绝缘垫片的设置,同时在树柱安装时应检查水电管线是否安装到位。树柱中心点位置的精确确定至关重要,其既是工程安装的开始点,也是伞状树主次肋轴线正确、树间完美对接的保证。根据图纸提供的伞状树位置,输出中心点坐标,在矿坑现场使用全站仪进行放样,放样点要非常准确。根据放样后确定的中心点,画直径为1 200 mm的圆,粗略作为树干吊装时底板的边缘线。根据图纸输出每棵树轴线与底板边缘的交点坐标,现场放样后作为树干安装的精确定位。
柱底板在工厂内除了开螺栓孔与中心孔外,还需根据三维模型进行如图6所示的激光刻线。其中,作为与树干矩形管精确对接的保证,矩形管轮廓线在工厂内加工时只需将树干与线对齐,即可保证树干中心与底板中心重合。
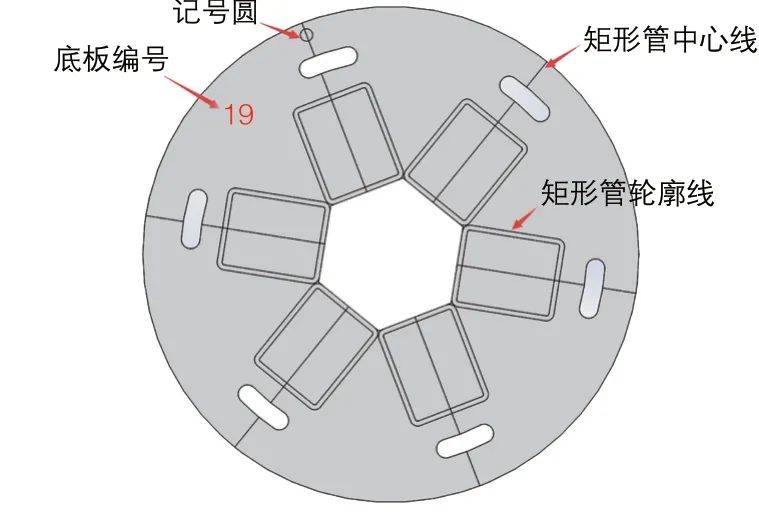
图6 柱底板定位标记线
垂直度与水平检测:树干吊装时,在混凝土基座周围非直线地布置2台激光水平仪,通过2台激光水平仪的垂直线粗略确定树干垂直度,同时在附近布置经纬仪,精确测量树干矩形管垂直度。总体思路为先粗略再精确,既保证安装速度,又保证安装精确性。
3.5 缆风绳安装
在树柱安装调整以后,通过相互垂直的4根缆风绳进行固定,在缆风绳固定过程中需要对树柱垂直度进行再次复测。垂直度的复测采用2台呈90°夹角的全站仪进行测量观察。保证缆风绳的设置不影响树柱垂直度。
3.6 支撑塔架及脚手架安装
根据Midas软件模拟分析施工过程中最易变形、最薄弱的点位,布置相应的支撑塔架,为伞状结构杆件的安装提供一个稳定的支撑。同时,伞状结构形状复杂,故搭设盘扣式脚手架,便于结合结构特性作出适应性的变化。
3.7 树冠安装
伞状不锈钢结构树冠采用高空散拼的方式安装,树冠杆件众多,单个伞冠面积约350 m2,含108根杆件。每根杆件的测量定位难度大,辅助格构柱比较多,视野不通透,影响在矿坑内的测量。对安装后节点中心偏差要求高,焊接完成后杆件允许偏差限值为±20 mm。
树冠部分的安装需要保证空间定位的准确性,通过将复杂的空间定位转化为平面定位与高程定位这2种简单的定位方式来解决。平面控制方式由主、次肋轴线在格构柱顶工作平台的竖直投影组成,用于限定树冠水平位置;高程控制方式由树干顶部高程控制点组成。由于所有树顶的绝对高程一致,故可通过在树干顶确定高程控制点,进而控制整个树冠的高程。
3.7.1 主肋安装
采用汽车吊或塔吊安装主肋。主肋一端由树干顶部弧形构件承托,另外一端和中部分别采用主肋工装支撑固定,主肋工装由机械螺杆千斤顶和可调节夹具组合而成,千斤顶进行主肋高度调整,可调夹具进行主肋水平位移调整和角度调整,并可对主肋进行完全固定(图7)。

图7 主、次肋末端定位点
由于次肋首端与主肋首端不在同一平面,主肋首端只需要对齐树干矩形管顶部,次肋则需要根据树干顶部的高程控制点往下移动设计长度,在粗略对准后,用激光水平仪的竖直激光线对准格构柱工作台上的轴线,调整主、次肋,使主、次肋的中心点对准激光线,即可保证主、次肋水平轴线方向的定位。在与轴线对准后,再调整主、次肋末端位置。格构柱上通过全站仪进行主、次肋末端定位点放线,将五线激光水平仪放置在该点,通过顶部的十字交叉激光线定位主、次肋在轴线方向上的位置。主、次肋高程上的位置可用水平仪借助树干顶部高程控制点确定,从而实现主、次肋末端在空间上的精确定位。
3.7.2 环肋安装
环肋定位与主、次肋定位方法一致,通过在格构柱工作平台上进行环肋水平面投影线的放样,安装时将环肋中心线对准投影线,辅以水平仪控制高程即可(图8)。

图8 环肋安装支撑结构
3.7.3 次肋安装
次肋在主肋安装完成后,采用汽车吊或塔吊安装。次肋一端与树干临时固定,另外一端和中部分别采用次肋工装支撑固定,次肋工装由机械螺杆千斤顶和可调节夹具组合而成,千斤顶进行次肋高度调整,可调夹具进行次肋水平位移调整和角度调整,并可对次肋进行完全固定。
3.7.4 交叉杆安装
亚克力安装的支撑杆定位在不锈钢伞状树交叉杆的中心点,考虑到受力分布的均匀性与支撑杆长度的不变性,交叉杆中心点需要定位准确。交叉杆构件两侧在场内根据模型进行精确激光切割,能够较好匹配主、次肋。在前2步精确定位安装主、次肋后,在安装交叉杆件时,由于主、次肋夹角与交叉杆切割后出现一边大一边小的形状,将交叉杆放置在主、次肋之间就可粗略定位。然后通过全站仪对交叉杆中心进行测量微调,即可较好地保证交叉杆安装的高度与坐标。中间杆件的安装可采取如图9所示的辅助构件,杆件末端通过绳索绑定木板搭设在主、次肋上,起到临时固定的作用。交叉位置需要定位准确,定位方法与定位主、次肋相似,在格构柱顶部放样确定杆件交叉点处的水平位置,通过五线激光水平仪进行定位。同时在交叉点处粘贴反光片,通过全站仪进行精确复测与定位。

图9 交叉杆安装辅助措施布置
3.8 测量
测量控制网应遵循先整体、后局部,高精度控制低精度的原则建立。测量控制网的基准点要选在通视条件良好、安全、易保护的地方。相应等级基准点的埋设不能低于规范的要求。测量控制网建立后要做好测量控制网的协同维护工作。
本工程平面控制网分两级布设,第1级四边形边角网作为整体控制,第2级主轴线控制网直接用于施工放样。
由于2个基准点都位于矿坑顶部的路面上,故在矿坑中进行测量时,可采用后方交会法,方便伞状树测量,且能自由建站,不需要进行设站点的硬化与固定。可同时采用多个全站仪进行建站测量,加快测量进度。
3.9 不锈钢结构焊接
伞状不锈钢结构焊接主要采用GTAW(钨极惰性气体保护焊)+GMAW(手工电弧焊)结合的方式进行。异形构件无法在焊缝根部设置衬垫,通过GTAW打底,有效确保焊缝根部成形质量;采用GMAW焊接中间层,提高焊接成形效率;采用GTAW盖面,控制焊缝余高及表面成形质量,减少后续打磨抛光工作量。
3.10 表面打磨抛光
打磨抛光工艺流程:表面检查→(焊缝及两侧)粗磨→半精磨→精磨→抛光→擦亮。
打磨抛光质量控制:材质表面不允许有杂质点、砂孔;后道工序须消除前道工序打磨痕迹;制定成品保护方案,避免产品二次受损,不允许有夹伤、压痕、擦花。
3.11 结构监测
本项目的伞柱状结构采用不锈钢作为主材,且结构造型新颖,不仅作为植物园罩棚的支承结构,还承载自重和亚克力板上部水荷载,施工过程中的安装方案也较为复杂。伞柱状结构空间定位难度大,施工过程复杂,结构施工过程中的主要受力构件与一些关键部位的内力、位移等参数的变化情况以及结构卸载期间的受力状态是否与初始设计相符,是否仍处于容许范围以内,成为一个不可忽视的问题。这就要求本工程在施工阶段对钢结构关键构件的应力应变、结构位移进行监测。
3.12 注意事项
1)不锈钢焊接收缩变形量大,焊接工人应严格按照焊接工艺评定中规定的参数施焊,严格控制焊接电流、电压和焊接速度。焊工需经考试合格后持证上岗。
2)不锈钢杆件在出厂前应进行打磨、抛光处理,以减少现场打磨抛光的工作量,现场安装、焊接完成后需要对所有构件进行二次打磨抛光,以避免不同时期打磨抛光造成的表面明显色差。
3)温度收缩缝处理应严格控制在25 ℃±2 K的情况下闭合施焊,旁边放置测温计进行温度监测。若在一天中25 ℃±2 K的时段内未完成闭合施焊,应停止施焊,待第2天继续在25 ℃±2 K的时段完成施焊。
4 结语
在伞状树不锈钢结构施工过程中,通过采取BIM模拟施工、仿真分析计算、关键控制部位健康检测等措施,伞状不锈钢结构的安装精度、焊接质量、表观效果等均得到了良好的控制。在此基础上,编制形成了不锈钢结构施工的验收标准和不锈钢结构焊缝探伤标准,为不锈钢作为主受力结构在建筑工程中的推广应用奠定了相关技术基础。