组合体缩口模具改进
2021-08-06聂兰启姜雪燕曹海霞
聂兰启,姜雪燕,曹海霞,聂 晶
(1.山东红旗机电集团有限公司,山东潍坊261108;2.潍坊职业学院,山东潍坊261108;3.山东北方民爆器材有限公司,山东淄博255208)
1 引言
组合体是某产品的一个重要零件,由前支撑、塑料块(4件)、壳体和连接套组成,通过壳体缩口将前支撑、塑料块(4件)、壳体和连接套等几个零件连接在一起,组合体如图1所示。

图1 组合体
壳体材料为2A12,状态为T4,该组合体为一典型的缩口零件,该零件采用缩口加工,不仅能保证各个零件的可靠连接,同时,模具结构相对简单,而且生产效率高,满足大批量生产的要求。
2 缩口过程中出现的问题
2.1 模具结构
根据组合体结构,设计组合体缩口模,如图2所示。

图2 缩口模
2.2 缩口过程中出现的问题
缩口后的组合体,在壳体缩口部分,尽管壳体小端与连接套外壁贴合比较紧密,但前支撑与4个塑料块结合不紧密,壳体与连接套之间存在连接不可靠现象。
3 原因分析及解决措施
3.1 原因分析
经分析,造成此种缩口缺陷的原因,主要有以下原因:
(1)由于壳体缩口部分机械性能存在差异,缩口后各部分回弹不一致。
(2)缩口凹模工作部分角度设计不合适。缩口凹模如图3所示,连接套如图4所示。连接套外锥角度为46°+105',而缩口凹模工作部分角度为48°,两者相差高达2°。

图3 缩口凹模

图4 连接套
3.2 解决措施
针对产生问题的原因,采取以下措施:
(1)严格控制壳体固溶处理时工艺参数。
a.严格控制壳体固溶处理时的保温时间。
b.严格控制冷却介质—水的温度,一般要求水温为25℃~35℃,固溶处理完毕,水温不应超过40℃。
c.固溶处理时使用的冷却介质的水,由静止的水改为流动的水。
2A12材料固溶处理用水必须是流动的,以破坏壳体表面形成的蒸气膜并使冷却介质水的温度均匀。否则,壳体在最初几秒钟内冷却不足,导致壳体固溶处理自然时效后强度不足。
d.壳体从出炉到浸入冷却水之间的时间间隔尽可能短,以防止工件温度下降过多,导致固溶处理不完全。一般规定此时间间隔不超过15~20s。由于该壳体零件壁厚较薄,结构尺寸较大,要求时间间隔不超过10s。
(2)改进凹模结构尺寸。
缩口后的壳体,其缩口部分,尤其是口部,其厚度有明显的增厚现象。为了保证组合体缩口后,各零件连接可靠,故将凹模缩口工作部分角度由48°改为46°30'+03'。改进后的缩口凹模如图5所示。
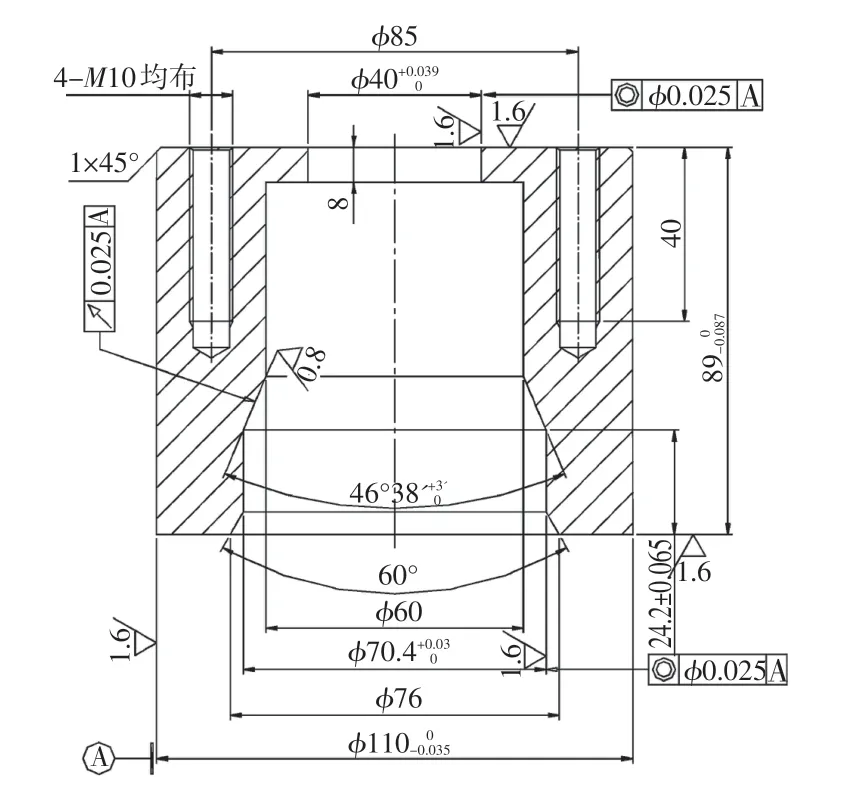
图5 改进后的缩口凹模
4 结束语
采用上述措施后,缩口后的组合体,各零件之间连接可靠,保证了组合体的尺寸一致性,提高了生产效率,降低了生产成本,满足了大批量生产的要求。经过几年的大批量生产,该工艺较成熟。
