西装肩缝工艺模板在智能化生产中的创新设计
2021-08-05赵永刚
赵永刚
江西服装学院 服装工程学院(中国)
在国际工业4.0的大背景下,中国服装行业近年来致力于推动“中国制造2025”和智能制造战略。中国多数服装生产企业都在谋求智能化转型升级发展[1],以提高企业在中国及国际服装市场的竞争优势。
西装是服装品类里比较常见的款式,也是所有服装品类中工艺操作难度最大的款式。西装肩部的双曲面造型——看似简单却有一定技术含量的工序,需要具有一定经验的技术工人采用传统缝制工艺完成。然而,从西装生产企业用工现状来看,多数企业出现了招工难的现象,甚至招不到熟练的技术工人[2]。
智能化生产就是将西装生产线的这些复杂工序进行改良和优化,实现自动化和标准化生产[3]。其中,工艺模板技术在很大程度上降低了复杂工序的操作难度,使普通工人更容易上手,从根本上解决生产线上复杂工序必须依赖技术工人的问题,在保证产品质量的同时,提高了生产效率[4]。
本文对西装肩缝工艺模板进行创新设计,简化了传统工艺缝制的繁琐工序,对优化西装整体工艺流程起到了至关重要的作用,同时也将为西装生产企业带来经济效益[5]。
1 传统西装肩缝缝制工艺
由于人体的肩部形态是双曲面,靠近颈肩部位的一边是凹面,靠近肩膀部位的另一边是凸面,且西装是合体类结构,所以为了体现人体体型的自然曲线美,必须用传统的“归”“拔”“推”工艺进行整烫定型,以满足西装与肩膀及肩胛骨凸起部位贴合的需要。归拔定型后,应将后衣片肩缝布边置于前衣片肩缝布边上方,从里肩向外肩缝缉。里肩起针时需来回缝缉3针固定,往下1 cm处平缉,缝缉至2~7 cm处,保留0.6 cm左右的吃势,外肩口缝缉略松,缝至肩端快结束时,来回缝缉3针固定。以上肩缝的缝缉工序较复杂,因而对技术工人的依赖度较大。如果缝缉不到位,会出现前颈肩点起空不贴服、肩缝易产生链形、碎褶等质量问题,并导致肩部造型达不到双曲面的立体效果,从而影响产品的外观品质。
2 西装肩缝工艺模板的创新设计
为了有效解决传统肩缝工艺易出现的问题,实现西装肩缝工序在智能化流水线生产过程中的自动化和标准化,本文运用模板工艺制作原理[6],研究归拔后的西装肩缝在模板工艺下的缝制效果,设计出适用于肩缝缝制的模板线槽及不同层面的模板厚度。西装肩缝工艺模板适用于自动模板缝纫机,主要由底板、辅助层、盖板3部分组成。由于模板要长期使用,为防止模板弯曲、变形,选用透明的专用PVC胶板材料,运用服装CAD软件及智能化服装切割设备对西装的肩缝模板进行开槽设计,并借助专用的布基胶带、砂纸、磁条、棉条、双面胶等辅助材料[7]为西装肩缝缝制工艺进行专业的模板创新设计。
2.1 西装肩缝模板底板设计
底板材料为PVC胶板,厚度为0.15 cm,长度及宽度均为60 cm。在服装CAD模板应用软件里,根据西装肩缝的规格,在自上而下20 cm处,左右间隔10 cm画出双肩的S型轮廓线,设置匹配缝纫机压脚的肩缝线槽宽度为0.3 cm。在肩缝线槽上方1 cm宽度的位置分段粘上棉条,方便裁片与模板对齐。为了解决前后裁片的肩缝在摆放过程中易滑动错位的问题,在肩缝线槽下方1 cm的位置设置1 cm宽的专用磁条用以吸附裁片。为适应流水线批量化生产不同尺码的服装,在肩缝线槽的外肩缝位置标注不同号型的标识线。在肩缝线槽下5 cm的位置设置长8 cm宽10 cm的PVC辅助盖板,用胶带粘在底板上,用以固定两层裁片的袖笼部位。再用自动模板缝纫机专用导条及金属握把固定模板。西装肩缝模板底板设计如图1所示。
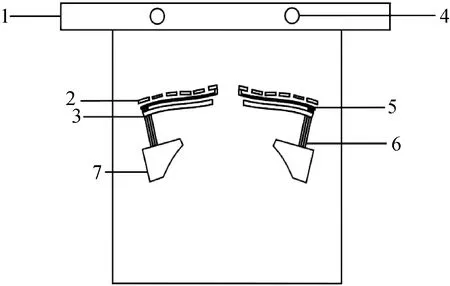
1——导条;2——棉条;3——磁条;4——金属握把;5——缝线槽;6——服装号型的标识线;7——辅助盖板。
2.2 西装肩缝模板辅助层设计
辅助层主要起到压紧第二层裁片的作用,选用比底板薄一些的PVC胶板材料,以减少西装裁片叠加层次上的厚度落差。西装肩缝模板辅助层设计如图2所示,1#、2#辅助层的宽度与底板一致,长度为25 cm,模板居中断开分别压紧西装的左右裁片。另外,1#、2#辅助层的肩缝线槽开槽要与底板的肩缝线槽大小、长度及位置保持一致,对应底板棉条位置的孔槽宽度要宽于底板的棉条宽度,使棉条与辅助层之间产生空隙而不影响缝纫。在肩缝线槽内肩线边缘,由颈肩点处向外肩线方向偏移3 cm,用棉条做5个纵向肩缝吃势对位标记。
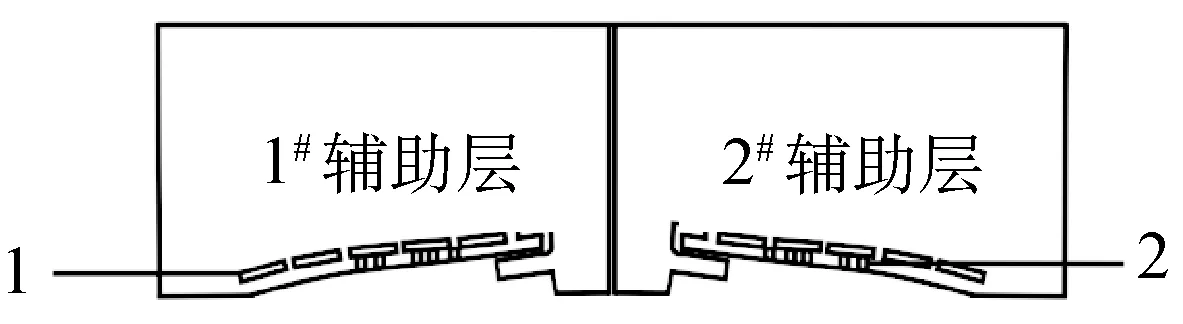
1——孔槽;2——棉条。
2.3 西装肩缝模板盖板设计
盖板材料也为PVC 胶板,其厚度与底板厚度相同(0.15 cm)。盖板的宽度、肩缝线槽开槽的大小与位置跟底板肩缝线槽一致,盖板长度为28 cm。肩缝线槽上方的孔槽宽度比底板、辅助层的棉条宽度略宽一些,使底板的棉条与辅助板之间产生空隙而不影响缝制效果。沿肩缝线槽边缘在肩缝轮廓下面贴一条1 cm 宽的砂纸条,用以固定裁片,防止裁片移动,同时在对应于底板磁条的位置粘上盖板磁条,起到加强固定裁片的作用。西装肩缝模板盖板设计见图3。
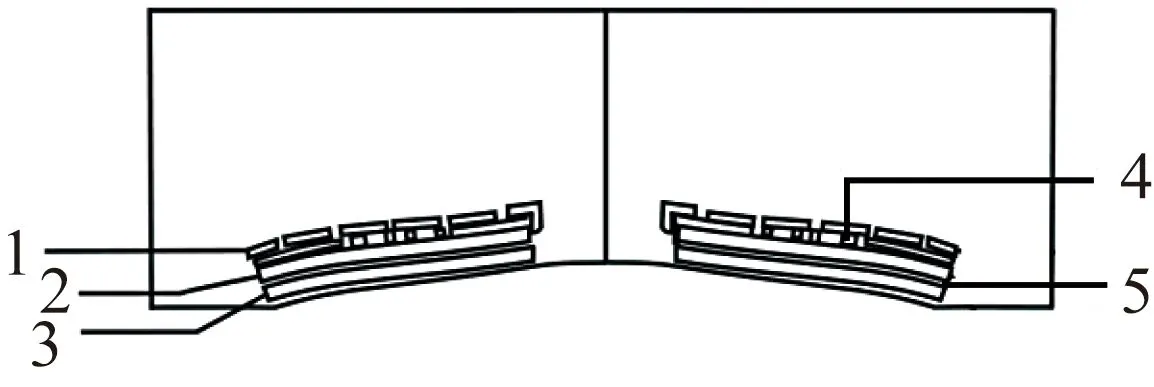
1——孔槽;2——砂纸;3——磁条;4——棉条;5——肩缝线槽。
2.4 西装肩缝模板合体设计
用布基胶带将底板、辅助层及盖板的一端粘合在一起,即为西装肩缝模板,如图4所示。模板另一端可自由打开,以便放置西装的裁片。
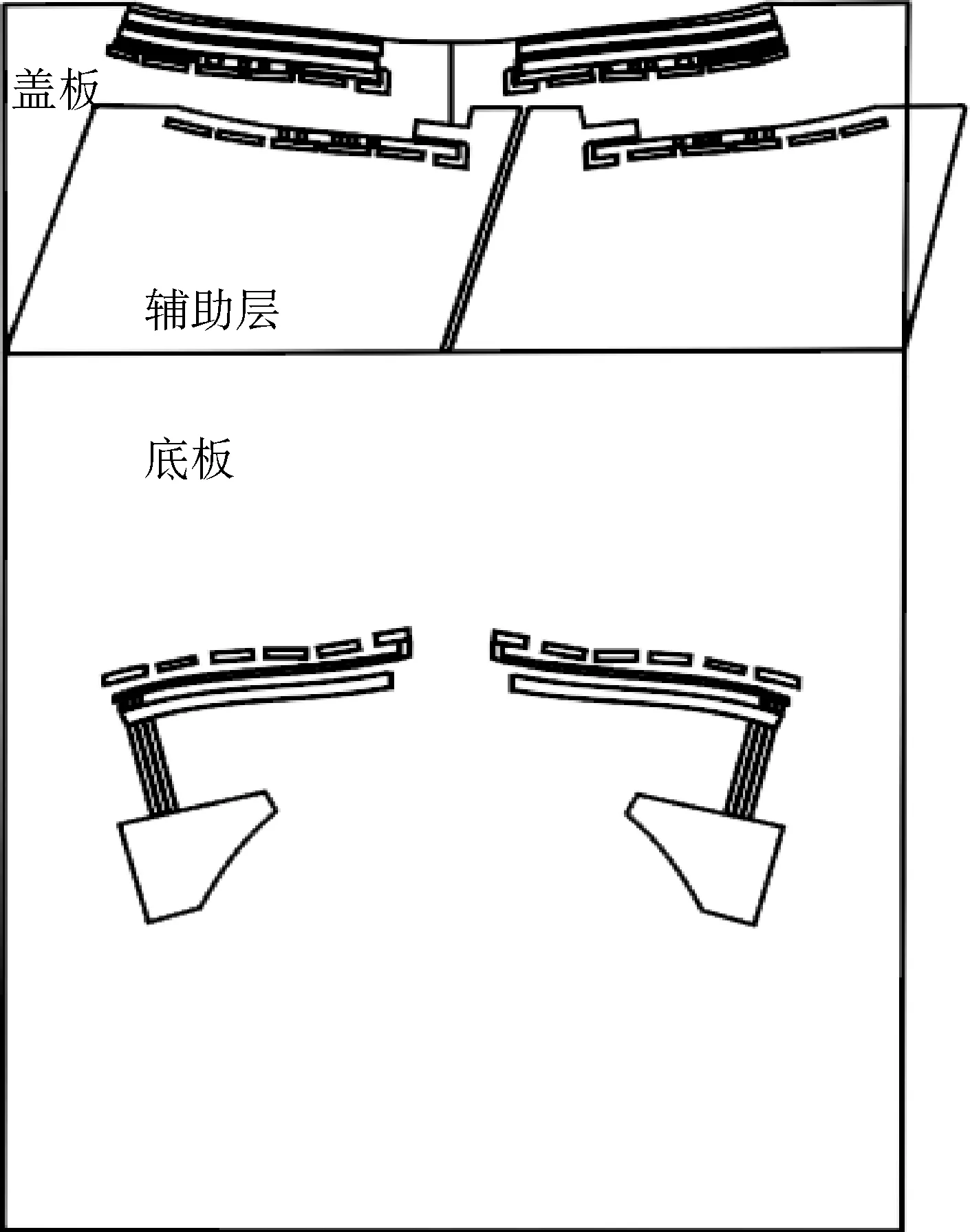
图4 西装肩缝模板合体设计
3 西装肩缝模板的运用
3.1 西装肩缝模板的使用方法
在使用西装肩缝模板时,首先需将前后裁片要缝合的肩缝布边整烫归拢,使前后裁片肩缝的布边与西装肩缝模板的轮廓线相吻合;打开模板,翻至底板,将已经归整好肩缝的前裁片正面朝上,置于底板上,将前肩缝与底板的对应尺码辅助线贴齐,贴裁片时不能拉紧裁片,顺势平铺即可;盖上1#、2#辅助层,将经过归整肩缝的后裁片正面朝下,置于1#、2#辅助层上,顺势平铺,对准辅助层上棉条做的肩缝吃势对位标记,将吃势量均匀地分布在不同的标记位置;肩缝透过辅助层的辅助线贴齐后,盖上底板上的两块PVC辅助盖板,固定两层裁片的袖笼部位;盖上盖板,盖板上的磁条与底板上的磁条相吸,使前后裁片固定;最后启动自动模板缝纫机,将肩缝模板的导轨端推向自动模板缝纫机,且导轨上的金属握把对齐自动模板缝纫机的相应位置,进行自动缝制。
3.2 西装肩缝模板的优势
与传统西装肩缝缝制工艺相比较,西装肩缝模板缝制工艺更加标准化、规范化,工艺操作难度降低,使工人上手更快,生产效率更高[8]。肩缝线槽边缘粘的砂纸及磁条,可防止裁片在组合缝制过程中打滑错位,辅助层也起到了加固两层裁片的作用。对位棉条的设计解决了肩缝吃势不均匀而容易产生链形、碎褶的问题[9]。模板上不同号型的标识线设置,实现了一板多用,节约了耗材成本[10]。
西装肩缝工艺模板的应用使缝制工序操作更加精确化、规范化,缩短了裁片缝合的时间。分别多次采用传统工艺和模板工艺对裁片进行肩缝缝制试验,传统工艺缝制的平均时间为39 s,模板工艺缝制的平均时间为11 s。试验表明,与传统工艺比较,模板工艺生产加工时间缩短71.8%,返工率降低95%。
4 结语
西装肩缝工艺模板的创新设计,虽然解决了该工序在流水线生产中的一些技术问题,但该模板工艺主要适用于可通过整烫改变织物经纬组织的羊毛、羊绒、棉等面料。与伸缩性较小的化纤面料相匹配的西装工艺模板,还有待于进一步的研发。由于服装工艺模板的创新与开发是企业实现工序自动化和标准化必不可少的重要环节,也是企业由传统型生产模式向智能化生产模式转型发展的必然趋势,随着模板技术的不断发展,必将涌现出具有更多功能的工艺模板以适应服装智能化生产。
基金项目:江西省教育厅科学技术研究项目(GJJ171084)
