海水泵泵轴腐蚀分析与改进
2021-08-03张培杰董方龙任利东张志权刘井年张金芳
张培杰,董方龙,任利东,张志权,刘井年,张金芳
潍柴动力股份有限公司,山东 潍坊 261061
0 引言
船用海水泵为柴油机润滑系统、冷却系统提供海水作为冷源,保证柴油机稳定工作。海水泵泵轴腐蚀致使海水泵漏水、不上水,无法给柴油机提供足够的海水换热,可导致柴油机停机,威胁船舶及乘客的安全。本文旨在通过对海水泵泵轴材料耐海水腐蚀能力的研究,提升海水泵可靠性,保证船舶安全行驶。
1 背景
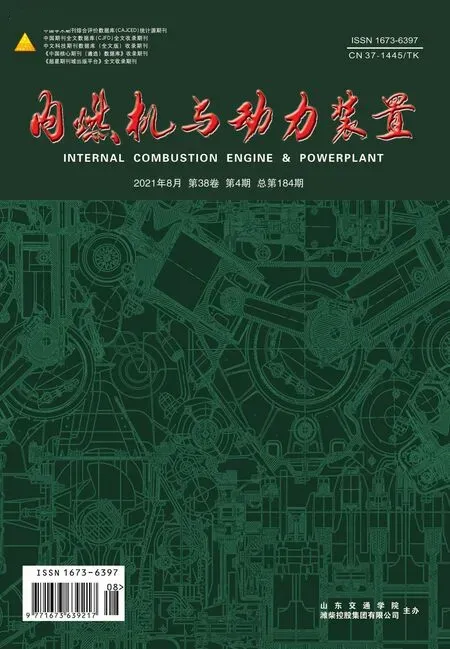
投放钓鱼船细分市场的23条船舶,搭载40 L柴油机,使用过程中频繁出现海水泵漏水、不泵水故障。海水泵结构如图1所示。拆检故障海水泵发现,海水泵泵轴在与叶轮配合及与水封配合位置,均出现严重的腐蚀、剥落,如图2、3所示。

图1 海水泵结构图 图2 泵轴水封位置腐蚀照片 图3 泵轴叶轮位置腐蚀照片
海水泵叶轮与泵轴为过盈连接,通过金属过盈产生的摩擦力为叶轮提供转矩,实现叶轮的泵水功能[1]。与叶轮配合位置的海水泵泵轴腐蚀、剥落,造成叶轮与泵轴相对转动,海水泵的泵水功能丧失。海水泵水封由动环、静环、波纹管及弹簧组成,动环安装在泵轴上,与泵轴之间通过波纹管(橡胶)实现过盈密封。海水泵泵轴与水封配合位置腐蚀、剥落,造成水封与泵轴之间的密封失效,发生漏水。
2 腐蚀原因分析
2.1 结构分析
海水泵进水口位置较低,如图4所示。当发动机停机后,海水泵内的海水在重力作用下流出海水泵。钓鱼船的停泊时间与运行时间不规律,通常是使用一天、靠港停泊数天后再次使用,海水泵内频繁交替充满海水与空气,加速海水对于金属件的腐蚀。
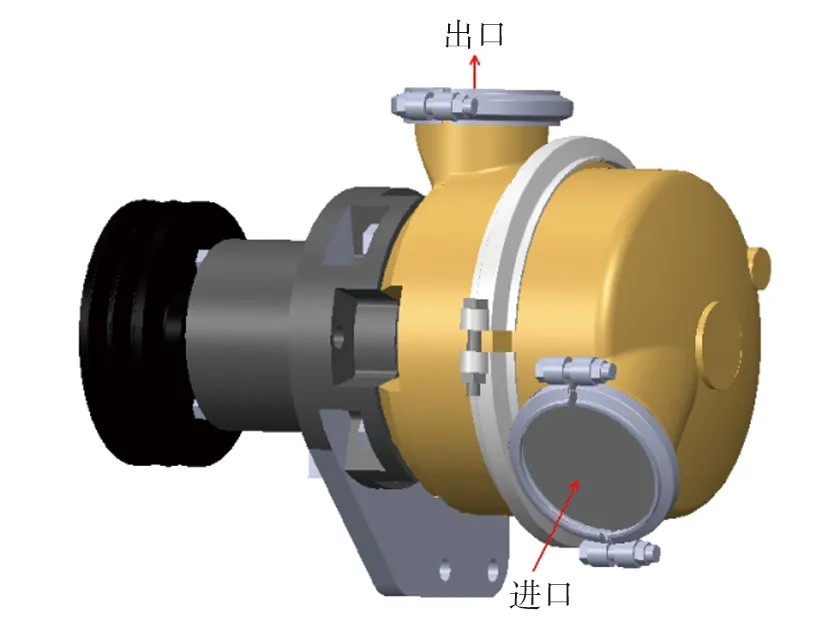
图4 海水泵进出水口位置示意图
2.2 材料分析
海水泵涡道、叶轮材料为ZCuAl10Fe3,泵轴材料为3Cr13,泵壳材料为ZCuAl10Fe3,叶轮、泵轴、泵壳均为退火热处理后加工。
将海水泵轴清洗后,采用电火花直读光谱仪检测海水泵泵轴材料化学成分,结果如表1所示。海水泵泵轴硬度检测结果如表2所示。

表1 泵轴材料3Cr13化学成分质量分数 %
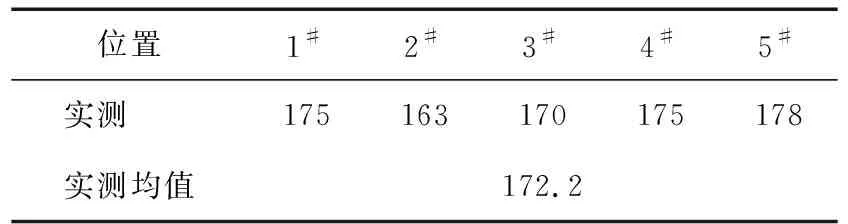
表2 泵轴硬度(HV0.5)检测结果
由表1、2可知,海水泵泵轴材料符合3Cr13成分要求,硬度符合要求。
观察故障海水泵,泵轴端面、轴颈表面存在明显剥落、腐蚀凹坑[2]。对腐蚀严重处进行电镜扫描,结果如图5所示。轴颈表面附着一层腐蚀产物,对其进行能谱分析[3],分析点如图6所示,能谱分析结果如表3所示。
a) 观测位置 b) 电镜分析 c) 泵轴表面形貌 图5 海水泵泵轴表面磨损形貌
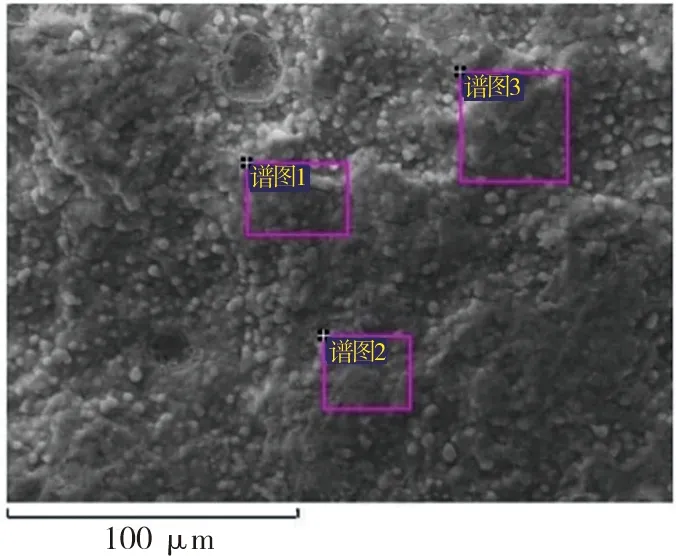
图6 泵轴表面腐蚀产物及能谱分析点
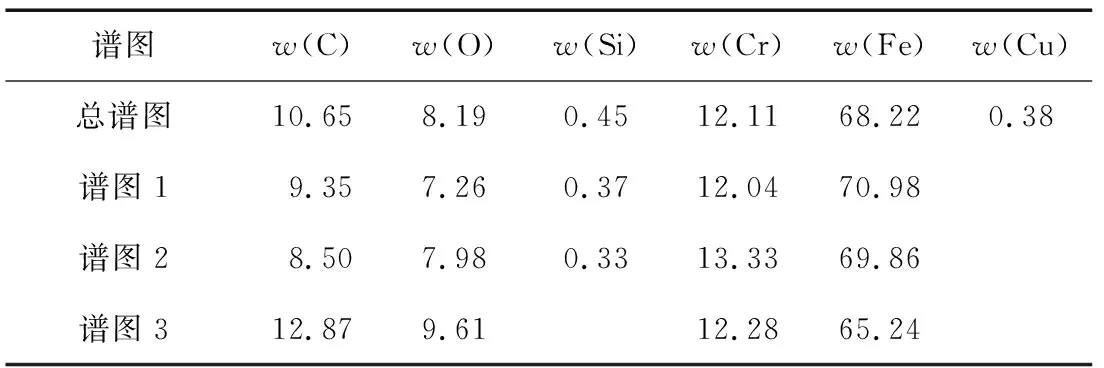
表3 泵轴表面腐蚀产物各成分质量分数 %
由图5、6和表3可知:泵轴表面发生严重的电化学腐蚀,表面材料组织疏松,泵轴腐蚀到一定程度后,叶轮与泵轴产生相对转动。
经测量,海水泵泵轴材料与叶轮材料的电位差超过50 mV[4],电偶腐蚀速率为自腐蚀的13倍[5-6]。综合海水泵泵轴与叶轮装配孔所处海水浸泡工况及表面腐蚀形貌,海水泵泵轴端面与叶轮接触位置首先发生接触腐蚀,后期伴随缝隙腐蚀和全面腐蚀,最终导致海水泵轴与叶轮发生相对转动。
图7为海水泵泵轴金相组织照片。由图7可知,泵轴组织为退火态的球粒状珠光体和呈断续网状分布的二次碳化物[7]。钢中的Cr与C形成较多(Cr、Fe)23C6碳化物[8],使固溶体中的Cr大为减少,这些碳化物颗粒在腐蚀介质中起到微电池的作用,加速腐蚀。
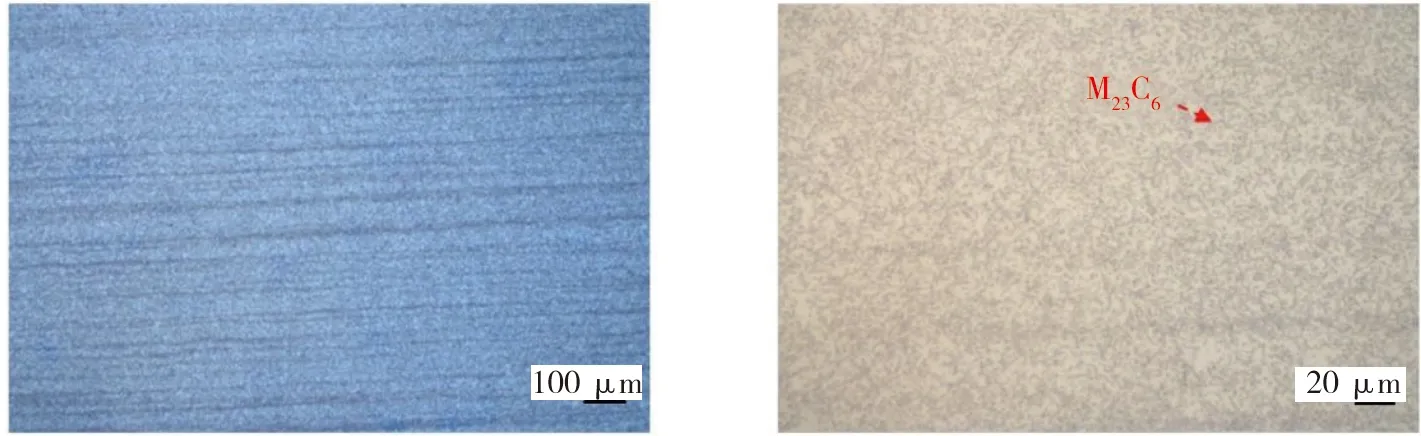
a) 图像1 b) 图像2 图7 海水泵轴金相组织图像
通过分析,确认海水泵泵轴材料3Cr13退火状态下力学性能较低,耐海水腐蚀能力较弱,长期在海水中使用腐蚀严重,导致叶轮脱落、水封漏水等故障。
3 改进措施
3.1 泵轴材料改进
3.1.1 材料性能分析
选取4个国外知名品牌海水泵,编号为1#~4#,对国外海水泵和故障海水泵的泵轴材料进行对比分析,如表4所示。综合考虑材料抗腐蚀性、抗拉强度以及在国内使用情况,确定选取05Cr17Ni4Cu4Nb作为海水泵泵轴材料,热处理方式为固溶处理及620 ℃时效处理,叶轮及泵壳保持ZCuAl10Fe3退火处理不变[9]。

表4 泵轴材料性能对比
3.1.2 材料耐腐性能对比
对故障泵泵轴材料3Cr13、新泵轴材料05Cr17Ni4Cu4Nb进行盐雾试验和海水浸泡试验,对比它们的耐海水腐蚀能力。试验对象为原泵轴组合件(3Cr13泵轴配合ZCuAl10Fe3叶轮)、新泵轴组合件(05Cr17Ni4Cu4Nb泵轴配合ZCuAl10Fe3叶轮),叶轮与泵轴结合端面涂防腐涂料。
1)盐雾试验
盐雾试验配用质量浓度(60±5)g/L的氯化钠溶液, pH值为6.7~7.2(35 ℃±2 ℃)。试验时长96 h,24 h喷盐雾和24 h干燥交替进行。
盐雾试验完成后晾干泵轴。新泵轴组合件未出现腐蚀现象,泵轴表面保持初始光泽,如图8所示;原泵轴组合件在泵轴与叶轮配合位置及泵轴截面位置出现生锈、点蚀,泵轴表面金属光泽消失,如图9所示。

图8 05Cr17Ni4Cu4Nb泵轴盐雾试验结果 图9 3Cr13泵轴盐雾试验结果
2)浸泡试验
对盐雾试验后的泵轴组合件继续进行浸泡试验,采用质量浓度和pH值与盐雾试验相同的氯化钠溶液,试验时长1920 h,72 h氯化钠溶液浸泡和48 h空气中晾晒交替进行。
浸泡试验完成后洗净晾干。05Cr17Ni4Cu4Nb泵轴未发生腐蚀现象,泵轴表面保持初始光泽,如图10所示;3Cr13泵轴表面出现较严重的锈蚀、剥落,如图11所示。
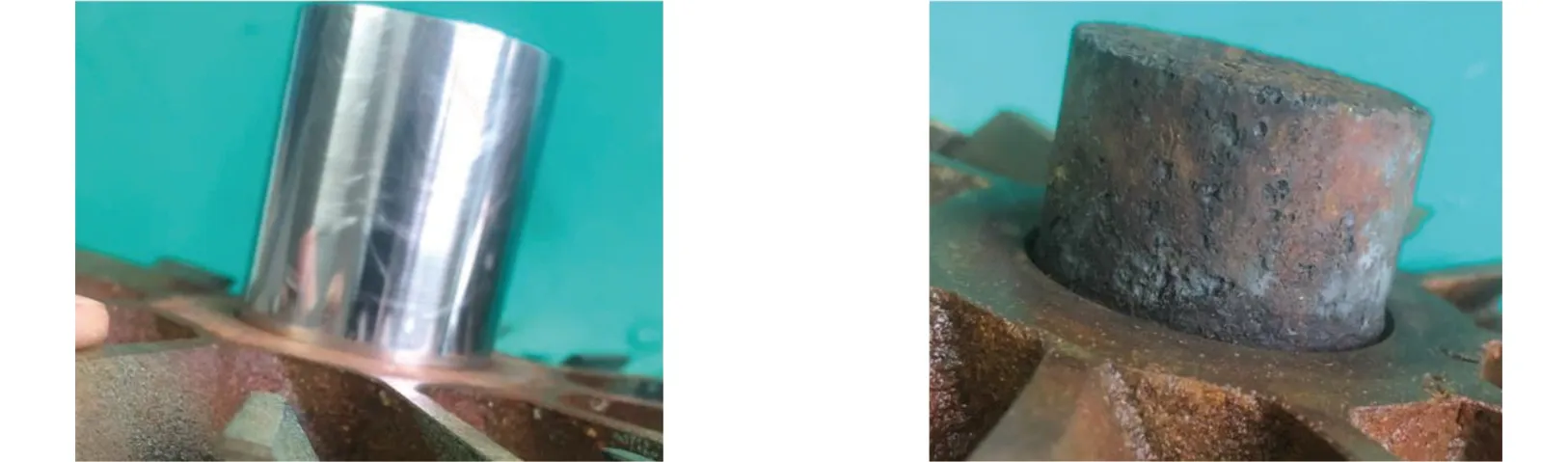
图10 05Cr17Ni4Cu4Nb泵轴浸泡试验结果 图11 3Cr13泵轴浸泡试验结果

图12 改进后海水泵进出水口位置示意图
根据泵轴材料对比验证结果,确认选用05Cr17Ni4Cu4Nb作为海水泵泵轴材料,对其进行固溶处理及620 ℃时效处理,提升材料性能。
3.2 海水泵结构改进
3.2.1 进出水口位置改进
将海水泵进水口由朝下改为朝上,保证海水泵进、出水口均朝上,保证海水泵停机期间仍能存满海水,以减弱对海水泵的腐蚀。改进后海水泵进出水口位置如图12所示。

图13 喷涂示意图
3.2.2 防腐涂层
作为辅助防腐措施,在泵轴与叶轮配合位置断面喷涂JOTUN 0R5耐磨环氧漆防腐涂层,如图13所示。一方面,避免该位置因电势差造成的电化学腐蚀;另一方面,避免泵轴与叶轮配合位置发生缝隙腐蚀。
召回市场上的钓鱼船,更换海水泵。运行10个月,未再发生类似海水泵腐蚀故障。
4 结论
海水泵输送介质为海水,因此海水泵零部件的防腐性能至关重要,直接影响海水泵的可靠性、耐久性。
1)泵轴对材料的刚度、耐腐蚀性能都有较高要求,退火状态的3Cr13材料泵轴无法满足耐海水腐蚀要求。
2)固溶、620 ℃时效处理的05Cr17Ni4Cu4Nb作为泵轴材料,同时在端面涂耐磨防腐涂料,满足耐海水腐蚀要求。