激光烧蚀微推进技术研究现状及展望
2021-08-02叶继飞洪延姬李南雷周伟静邢宝玉
叶继飞, 洪延姬, 李南雷, 周伟静, 常 浩, 邢宝玉
航天工程大学宇航科学与技术系激光推进及其应用国家重点实验室, 北京 101416
0 引 言
激光烧蚀推进技术是利用激光与物质相互作用过程中,产生的烧蚀产物以一定速度喷射形成反作用力实现推进的一种推进方式.将该技术引入至微推进领域始于2000年左右,美国学者PHIPPS等[1]首次提出了激光烧蚀微推力器的概念.激光烧蚀微推进技术的发展涉及到激光推进理论发展,随着激光推进技术的衍生,逐渐分离成独立的一个方向,在激光烧蚀微推进理论方法独立发展,同时,推进性能方面基于激光烧蚀基本实验数据获得了较为普遍的认识,得到了半经验的规律认识,工质材料涉及到金属、非金属和聚合物等各领域[2].
另外,在激光烧蚀微推力器集成与性能测试方面,固体工质由于较为稳定的推进性能和易于成型等特点,成为激光烧蚀微推力器考虑的主要工质形态.而考虑的主要问题是工质的传送问题,如纤维工质或带状工质等,透射式工质烧蚀模式成为主流的工质成型方式,其更有利于推进性能的提高,特别是冲量耦合性能的提高较为显著[3];激光烧蚀微推进性能的测量技术也是该领域必须关注的研究热点,特别是微冲量的测量,以及微推力器整机微推力的测量,是测量过程中关注的重点[4].
在整个激光烧蚀微推进技术的发展过程中,各种类似的微推进技术也得到长足的进步与发展,如脉冲等离子体微推进、场引致的电喷推进等,类似的微推进技术的发展各具特色,其性能各有侧重,激光烧蚀微推进技术同样占得一席之地,也向工程应用进行了积极的努力.
激光烧蚀微推进技术经过近20年的发展,已经发展成为一个备受关注的学科领域,本文将系统回顾激光烧蚀微推进技术发展历程,总结分析各理论分支发展情况,归纳总结各主要关键技术研究进展和主要方向,分析类比同类微推力器的技术状态,给出激光烧蚀微推进技术发展建议.
1 激光烧蚀推进基本理论
1.1 激光烧蚀基本物理过程
在整个激光烧蚀过程中,主要的物理过程主要有靶材的受热升温、熔融和气化、蒸气高速喷射产生冲量以及激光强度足够时产生等离子体等阶段.而对于烧蚀产物形成冲量有贡献的主要阶段,通常为激光热烧蚀和产生等离子体两个重要物理阶段.这两个阶段主要的诱因也在于激光的强度和吸收深度的大小:激光吸收深度较小,强度较高时,容易达到产生等离子体,形成以等离子体机制为主导的“面模型”理论;激光吸收深度较大,以热烧蚀构成为主,形成以气化机制为主导的“体模型”.
1.2 “面模型”与“体模型”
PHIPPS在1988年的文献[2]得到了冲量耦合系数的经验规律公式
(1)

对于PHIPPS等[2]和FABBRO等[5]提出的“面模型”和“体模型”,是基于对靶材对激光的吸收深度与热扩散深度之间的竞争提出的,“面模型”冲量耦合系数Cmp的表达如下:
(2)
其中,A和Z分别为等离子体平均原子量和平均电离价.“体模型”的冲量耦合参数Cmv表示为

(3)
其中,ρ为材料密度,qv为比烧蚀能,α为材料对激光的吸收系数,Φ0为入射的激光能量密度.
两种机制是存在转换条件的,随着激光能量密度的提高,气化机制向等离子体机制转变,日本SINKO等[6]建立了基于电离度的气化机制向等离子体机制的转化模型,冲量耦合系数表达为

(4)
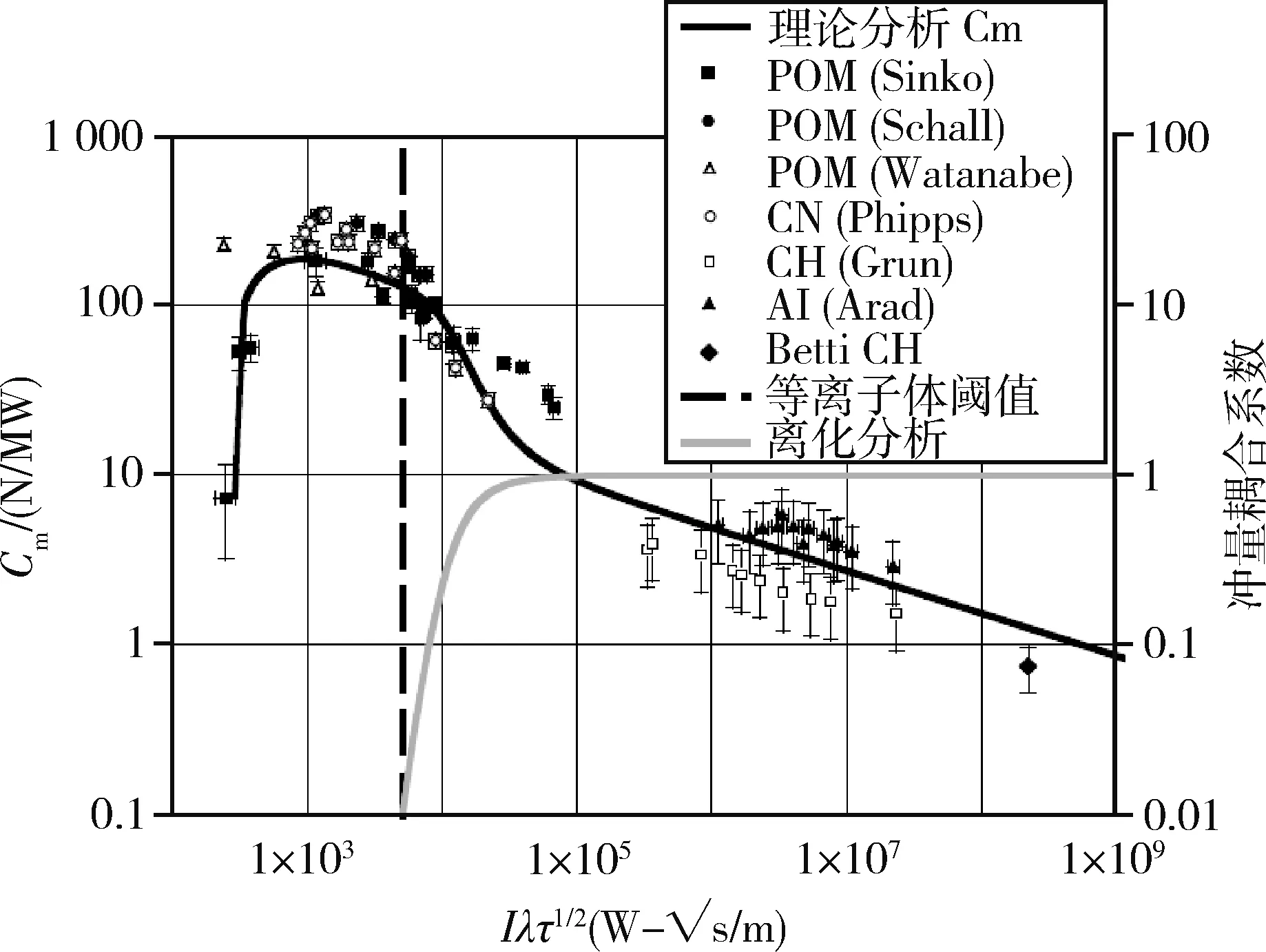
图1 两种模型转换冲量耦合系数变化曲线[6]Fig.1 Change curve of impulse coupling coefficient of two models[6]
图1中同时给出了包括POM、CN、CH在内的多种复合材料的实验数据,与理论模型计算结果吻合较好.冲量耦合在气化机制向等离子体机制转换的过程中达到最优,此时激光能量转化为动能的能力最强,也即所谓“最优冲量耦合”,在此条件下的激光烧蚀特性是理论研究关注的重点.
1.3 最优冲量耦合理论
对某给定激光脉宽,最优冲量耦合与等离子体形成阈值对应的激光强度非常接近,前者略大于后者.如图2所示,PHIPPS等[7]总结了真空条件下16个研究团队的实验结果,给出了46个最优冲量耦合情况下的激光强度与脉宽对应的实验数据点,认为最优冲量耦合主要由等离子体特性决定,对应的激光强度,只与激光脉宽有关,与激光波长和靶材材料特性相关性不大.

图2 最优冲量耦合对应的入射激光能量密度与脉宽关系[7]Fig.2 Relationship between incident laser energy density and pulse width corresponding to optimal impulse coupling[7]
图2中,宽斜对角带为实验数据的拟合曲线,最优冲量耦合条件下,在对数坐标系下,激光强度与激光脉宽呈线性关系.
2 激光烧蚀微推力器技术发展历程
基于激光烧蚀推进的原理,构建一种激光烧蚀微推力器,研究连续供给工质实现激光烧蚀微推进的技术可行性,激光烧蚀微推力器技术的发展受到包括美国、德国、日本和俄罗斯等世界各国主要技术研发团队的持续关注.
2.1 美国Phipps团队的主要贡献
在激光烧蚀微推进领域,美国的CLAUDE PHIPPS团队的相关研究成果最具有代表性.PHIPPS团队于2000年左右率先提出了激光烧蚀微推力器的概念,并在美国Techsat-21计划支持下开展了微推力器的研制工作,分别与2003年至2006年提出了一种透射式激光烧蚀工质带的激光烧蚀微推力器的桌面系统和原理样机[8- 9],其性能指标如表1所示.

表1 美国Phipps团队微推力器技术指标Tab.1 Technical specifications of micro thruster of Phipps team in USA
实物照片如图3所示[8- 9].

图3 Phipps团队推力器桌面系统和原理样机实物图Fig.3 The desktop system and prototype of the thruster of Phipps team
在美国Phipps小组的引领下,国际上陆续开展了激光烧蚀微推力器技术的相关研究工作,如瑞士的Lippert小组、美国的Sinko、日本Sasho等,以及德国航空宇航中心(DLR).
2.2 其他团队的激光烧蚀微推力器研制进展
日本东京都立产业技术学院的NAKANO等[10],研制了一款激光点火模式的激光烧蚀微推力器,用于温室气体观测微小卫星(KKS-1)搭载飞行验证,如图4所示.卫星平台质量约10 kg,体积15 cm×15 cm×15 cm,激光烧蚀微推力器采用半导体激光点火固体含能推进剂(B/KNO3),预计产生60 mN·s的冲量,比冲约100 s,设计产生卫星角速度变化量38(°)/s.但是,由于卫星CPU失灵,试验没有获得测试结果.
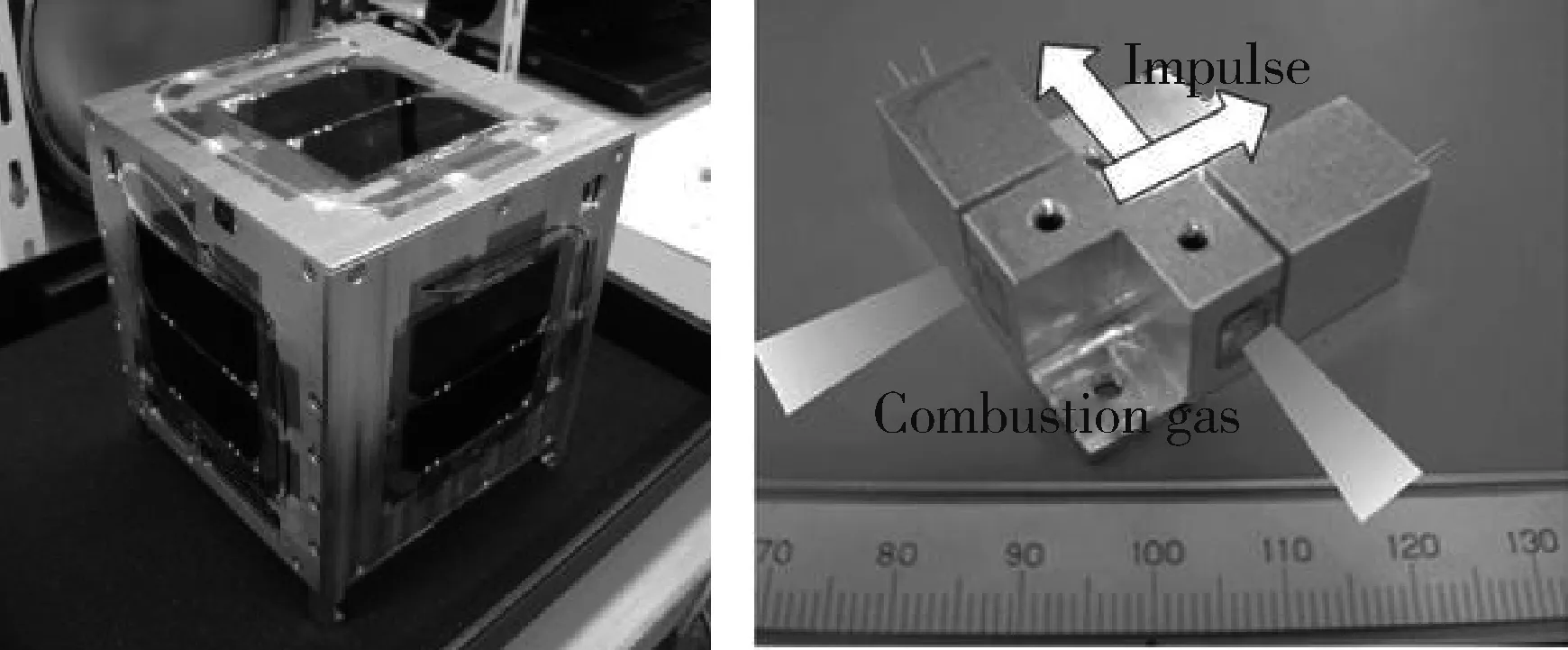
图4 日本东京都立产业技术学院激光点火微推力器Fig.4 Laser ignition micro thruster of Tokyo Tori Institute of Technology
俄罗斯GURIN等[11]2019年报道了一款激光烧蚀微推力器的在轨飞行试验的尝试,采用10 W光纤耦合半导体激光器,实现了4 mN的平均推力,400 s的比冲,2U的体积,最小冲量元可达1 μN·s,动态范围3个数量级.该推力器计划用于验证微小卫星的姿态控制,2017年11月搭载发射,由于发射问题导致失败任务.如图5为推力器样机内部组件数字样机和推力测试曲线.
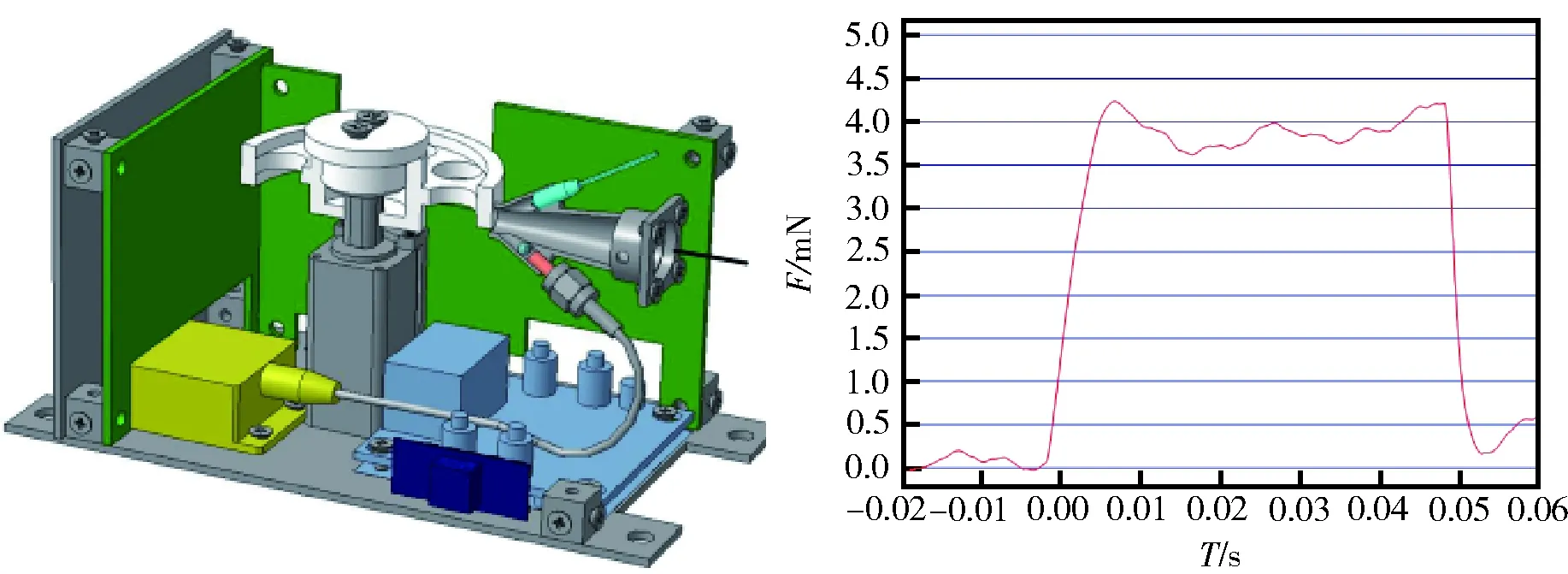
图5 俄罗斯Gurin等人的激光烧蚀微推力器及其性能Fig.5 Laser ablation micro thruster of Gurin team in Russia and its performance
2017年德国DLR报道了一款集成度更高、无转动部件的激光烧蚀微推力器的概念[12],该推力器功耗小于2 W,集成在0.3 U的体积内,质量不大于300 g,采用液态镜头改变光学系统焦距,同时采用MEMS高集成度扫描反射镜实现光束扫描,由于较高的集成度,功耗和质量都大大降低.
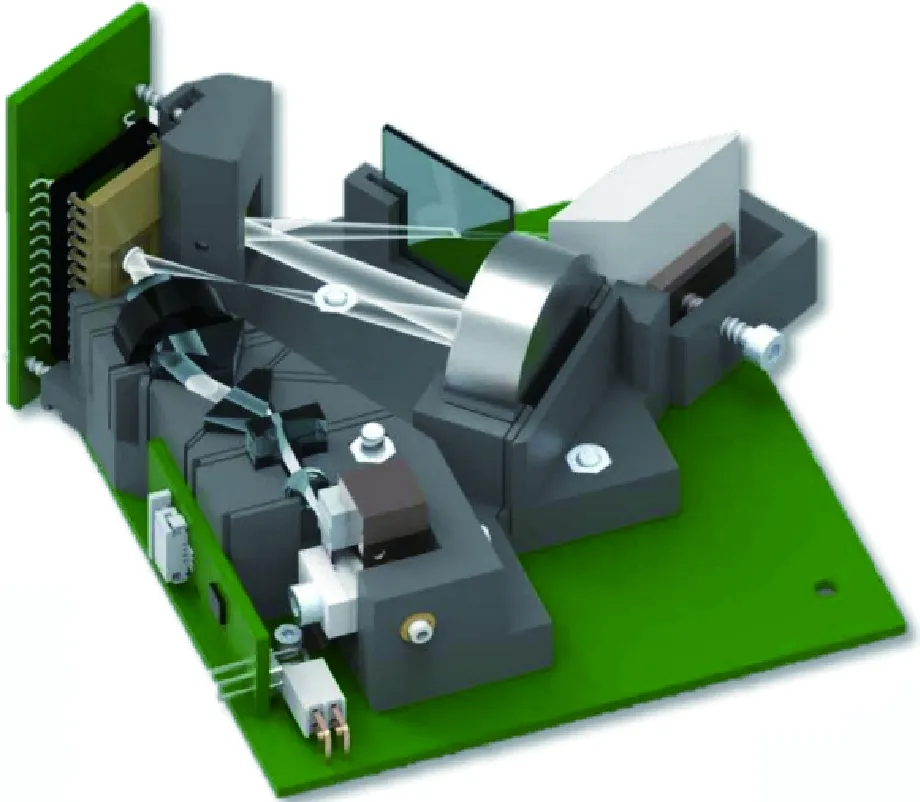
图6 德国DLR的激光烧蚀微推力器样机内部结构示意图Fig.6 Sketch map of laser ablation micro thruster prototype in Germany DLR
2.3 国内激光烧蚀微推力器技术研究进展
国内激光烧蚀微推力器技术在激光推进技术的研究基础上发展而来,自2000年左右逐渐形成积累.2007年,中国科技大学蔡建[13]研制了二极管激光器透射式烧蚀固体工质靶的激光烧蚀微推力器样机,其比冲为170 s,冲量耦合系数为20 μN/W.2016年,南京理工大学王晓勇等[14]研制了基于透射模式的激光烧蚀微推力测试样机,采用半导体激光器光纤耦合聚焦烧蚀叠氮缩水甘油酸材料制作的靶带,最高比冲为104 s,最高冲量耦合系数为247 μN/W.2017年,航天工程大学洪延姬等人研制了光纤耦合半导体激光烧蚀碟片式工质盘激光烧蚀微推力器原理样机[15],最高比冲为684 s,冲量耦合系数223 μN/W.

图7 洪延姬等人研制的激光烧蚀微推力器及其推力性能Fig.7 Laser ablation micro thruster developed by Hong Yanji et al and its thrust performance
3 主要关键技术研究进展
3.1 激光烧蚀微推进性能
激光烧蚀微推进性能主要关注的是冲量耦合系数和比冲的特性,冲量耦合系数反应的是激光能量转化为动能的能力,比冲反应了喷射的烧蚀质量所形成冲量的大小.在激光烧蚀微推力器的应用中,功率和质量实质上都是受到约束的,典型的立方星的应用场景下,微推力器的功耗通常不超过10 W,质量不超过1 kg,因此,目标是在有限的功率和质量约束下,获得更高的动能,也即冲量耦合性能和比冲都较高,反映为烧蚀效率较高,烧蚀效率的表达如下

(5)
其中,g0为当地重力加速度.
烧蚀效率表征了激光能量转化为喷射粒子动能的效率,也综合反映了冲量耦合系数和比冲的性能.经过优化的激光烧蚀比冲性能通常可以达到200 s以上,冲量耦合系数根据工质条件不同,可达100 μN/W以上,因此乐观估计激光烧蚀推进性能烧蚀效率通常在10%以上[16].需要注意的是,此处的能量转换完全是基于激光光能的,因此,在化学能占比较大的能量是否过程中,有时会出现超过100%的效率,如文献[3]报道的130%的烧蚀效率是采用了含能材料作为烧蚀工质实现.
3.2 工质特性对推进性能的影响
工质材料的特性是激光烧蚀微推进性能提升的关键,通常激光参数的获取所受约束较多,而工质特性的设计则自由度较大,主要研究工作关注的重点涉及选材、结构和掺杂等方面[17].
工质的选材主要考虑凝聚态材质,单元素金属工质通常具有更高的比冲,作为常见的金属铝材料比冲通常大于1 000 s[18],而由于金属材料不具有较好的柔韧性,使得金属材料的供靶较为困难.因此,非金属复合材料成为关注的重点,比如聚氯乙烯(PVC)、聚甲醛树脂(POM)等都是常见的工质材料选材.由于复合材料的烧蚀阈值较低、对激光的吸收深度较大,使得其比冲性能较低,通常在100~200 s之间[16].含能材料选取的目的是将化学能增加到动能的转换过程中,能够提高烧蚀效率,特别是烧蚀率较高、分解产物较彻底的高分子聚合物含能材料成为首选,比冲可达500 s以上[3].
为了增加工质材料对激光的吸收,通常采用掺杂的方式,典型的掺杂杂质为碳粉或红外染料,掺杂质量份数通常在1%~5%之间,这种程度的掺杂能够,对于一些激光透过率较高的工质材料,能够显著改善激光能量的吸收率,同时,也会带来一些新的问题,比如掺杂杂质的团聚会引起激光吸收的不均匀,掺杂导致烧蚀产物分解不彻底等.
多层结构的工质靶材最早由Phipps等人提出,后来逐渐确定了一种透光层和烧蚀层复合的双层工质材料结构[19],这种结构一方面可以避免烧蚀产物污染激光入射端光学组件,另一方面特定设计的烧蚀层厚度能够对烧蚀区形成一种约束效应,提高烧蚀区内烧蚀压,使得推进性能得到提升,而具体的问题就是起到约束作用的工质层厚度需要优化设计,同时,复合层之间的结合力对约束烧蚀过程影响较大,需要增强结构的复合.
3.3 激光器件的制约与实现
激光器技术的发展一直是制约激光烧蚀微推力器技术发展的关键瓶颈,直到小型的瓦级激光器件的出现,使得激光烧蚀微推力器集成成为可能.已有研究报道所采用的激光器件典型的包括半导体激光器、微片激光器、光纤激光器等.其中,半导体激光器由于其较高的电光转换效率(通常大于40%),受到更多的关注和应用,特别是更易于光束整形聚焦的光纤耦合的半导体激光器成为激光烧蚀微推力器激光器件选型的首选.
在进行更为有效的光束控制,甚至合束的情况下,也可以对芯片级的半导体激光器进行光学系统的设计,如德国DLR所采用的液态透镜的光束聚焦控制[12].另外,为了提高激光聚焦焦点对工质的覆盖,需要扫描振镜、光纤集束或者激光阵列来完成,如蔡建等[20]采用了光纤集束覆盖烧蚀工质减少供给维度、PHIPPS等[9]采用6个自由光耦合输出的狭长形光斑覆盖工质带宽度,这些情况都需要更为复杂的光学镜组来满足设计需求.
3.4 激光烧蚀微推力器的集成
激光烧蚀微推力器的集成的基本构建思路基本相同,都是采用了模块化的设计,主要包括激光器模块、工质供给模块和控制模块3部分,再进行合理的结构设计完成整个微推力器的集成[21].
其中,激光器模块主要为光路光学组件,目的是将激光器输出的激光聚焦于工质待烧蚀的空间位置,输出的聚焦激光光斑需要满足设计的功率密度需求,通常需要达到105W/cm2以上,也即常见物质的激光烧蚀的气化阈值量级,因此,在瓦量级的激光输入条件下,聚焦光斑尺度通常在十微米量级,这对光学光路设计有一定的挑战.
工质供给模块主要由工质材料及其传动机构实现,传动机构通常需要由电机来提供驱动力,主要考虑执行步长、力矩输出和保持力矩等参数的设计问题.如果对于激光焦点要对工质烧蚀面进行二维扫描,则需要两个电机来实现,一般为了减小系统复杂程度、提高可靠性、避免额外的力矩输出,有时需要采用光束集束或阵列的方法来覆盖一个维度,减少传动维度.
控制模块则是驱动、控制与通信集成的电气部分,需要实现电机和激光器的供电驱动,其中激光器的供电通常为大电流的恒流输出模式,一般采用脉冲输出方式,需要注意脉冲的上升和下降时间,同时压低过冲,激光器与电机的控制需同步,按合适的频率协同工作,控制逻辑由控制模块处理器实现,与整星通信工作指令和遥测数据.
3.5 适用于激光烧蚀微推进的测量技术
激光烧蚀微推力器通常以脉冲方式工作,其推进性能的评价是关键技术问题之一,主要关注的推进性能参数为比冲和冲量耦合系数,获得此二者的关键在于直接特征参量冲量的测量.另外,对于一定重复频率连续工作的激光烧蚀微推力器,其平均推力的测量也是关注重点.对于冲量和平均推力的测量,主流的测量方法均是将冲量或平均推力转化为摆的力学行为,通过测量振动幅值或转动位移,间接测量冲量和平均推力[4].
冲量的测量需要将脉冲推力考虑为瞬态力,做瞬间作用的假设,此时摆的固有周期要大于力的作用时间[22],典型值为12.8倍,同时忽略阻尼比的影响,使冲量与摆的最大转角之间的线性关系成立,冲量Im可由如下公式获得

(6)
式中:d为力臂的长度;J为对转轴的转动惯量;ωn为摆的无阻尼固有振动频率,各参数可事先标定.典型的微冲量摆的测量范围可达10-8~10-5N·s.

(7)

4 激光烧蚀微推进技术特点与飞行验证情况
4.1 与激光烧蚀微推进技术可类比微推进技术对比
将几种典型的空间微推进技术指标覆盖能力对比分析如表2所示.
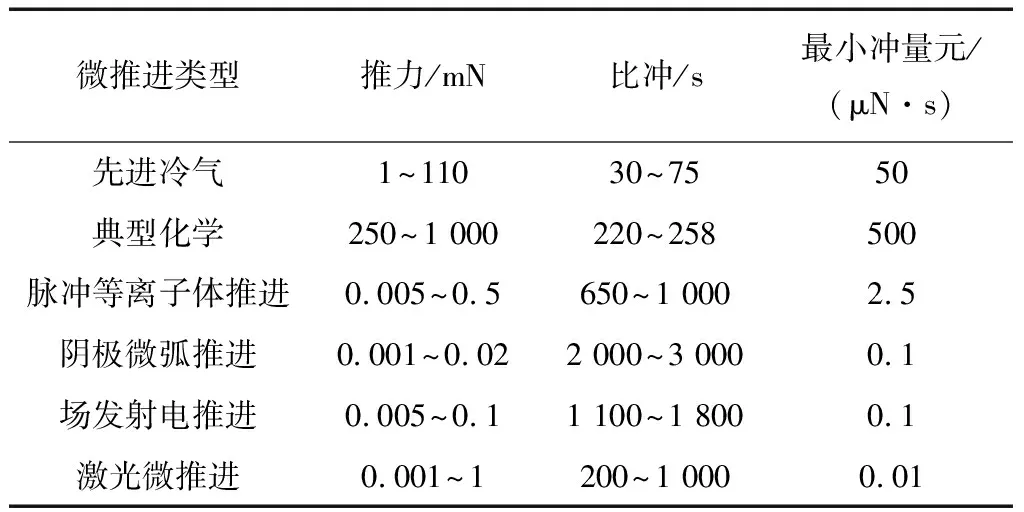
表2 典型空间微推进技术能力对比Tab.2 Comparison of typical space micro propulsion technology capability
由表中数据可以看出,激光烧蚀微推进技术与其他类型微推进技术对比,其显著特点是:1)最小冲量元较小,是激光烧蚀微推进技术区别于其他微推进技术的最显著特点.通常,激光烧蚀微推力器所能提供的冲量元在μN·s量级,最小冲量元可达nN·s量级.2)比冲动态范围较大,相对较高.激光烧蚀微推力器比冲通常在200 s以上,最高可达1 000 s左右,与冷气、化学微推力器相比,比冲相对较高,与常见电推力器相比,比冲相对较低.3)推力水平相对较高.激光烧蚀微推力器平均推力可以根据脉冲的工作频率进行调节,平均推力最大可进入mN,典型工况在百微牛量级.
4.2 微推力器实际飞行经历的对比分析
微推力器的在轨飞行验证一定程度上反映了技术成熟情况.根据可见报道,具有在轨飞行验证经历的微推力器,有冷气推进和电推进两类.具体情况如表3所示[24].

表3 具有在轨飞行经历的微推力器Tab.3 Micro thrusters with on-orbit flight experience
当前有约十余个微纳卫星在轨飞行中集成了推进系统,多为冷气推进系统.先进冷气微推进系统比较成熟,在轨飞行验证型号数量和次数最多,飞行验证时间较早.微电推进主要有三种,脉冲等离子体微推力器(PPT)、阴极微弧微推力器((CAT)和电喷微推力器(SiEPS),其中PPT较为成熟,不同场合进行过多次在轨飞行验证,(CAT和SiEPS属于比冲较高的新型电推进器类型,在轨试验也获得了成功的验证,激光烧蚀微推力器(点火模式,非烧蚀模式)也进行了在轨飞行试验尝试,但遗憾卫星失效未获得在轨飞行数据[10].
5 我国激光烧蚀微推进技术发展建议
5.1 聚焦微纳卫星需求优化推进性能
微纳卫星对微推力器的需求和约束,具体体现在以下几个方面:1)总冲需求.对于微纳卫星而言,主要关心的是微推力器的总冲,即在推力器寿命周期内能够提供给卫星平台速度增量的能力.给定体积与质量约束下,总冲的需求直接与比冲相关,激光烧蚀推力器的应用需要始终以提高比冲为目标,在有限的质量下产生较高的总冲量,以提高推力器完成任务的能力,这是激光烧蚀微推力器最主要的技术优化方向.2)推力需求.在总冲需求确定时,推力需求直接与任务时间相关.推力器需要根据任务操控时间和控制精度等方面的需求,确定推力水平的高低,激光烧蚀微推力器的推力需能够在μN~mN内精确可控.3)最小冲量元需求.微纳卫星高精度姿轨控通常需克服分布式卫星系统内受气动力矩最强和最弱的卫星间的气动阻力差,需要的最小冲量元非常小,激光烧蚀微推力器最小冲量元需低至亚微牛秒的量级.4)集成约束.微纳卫星要求微推力器的质量和体积要尽量小,功耗尽可能低,系统集成度要求高.体积通常限制在1 U内,质量不超过1 kg,功耗通常不大于10 W.5)其他星上条件限制.主要是卫星平台的可靠性、成熟度和安全性等工程应用方面的限制,具体来讲,激光烧蚀微推力器主要面临羽流、电磁污染等问题.
5.2 突破激光微烧蚀液体工质推进机理
提高总冲最直接有效的方法是提高工质的携带量.对于固体工质激光烧蚀微推力器而言,为了尽可能提升工质利用率,固体工质通常需要较为复杂的传送机构实现激光聚焦点对烧蚀位置的扫描,而这种传送结构一方面增加了推力器的干重,另一方面也占据了较多空间,使得真正参与激光烧蚀的工质质量携带量受限,通常所能携带的工质质量约为十克量级,需要将比冲提升到千牛秒以上,工质携带量需要提升十倍以上,固体工质的传送方式几乎无法实现,极大限制了工程应用.而液体工质易于存储和供给的特点,使工质的携带量的增加成为可能.目前,相关激光微烧蚀液态工质的机理研究尚处于起步阶段,同时,还涉及到微流量供给、燃烧室设计等新的机理性问题亟待解决.
5.3 紧密跟踪突破短脉冲固体激光器技术
对于推进技术而言,提高总冲的核心本质手段是提高比冲,比冲的提高对激光烧蚀微推力器而言是推进性能质的提升.目前,工质材料的研究拓展的范围较宽,认识较为全面,而具有增长优势的激光技术的发展,也将为比冲的提升提供重要的支持.实质上,更高峰值功率密度的激光烧蚀条件会获得更高的比冲性能,也即使烧蚀机制更加倾向于等离子体机制的主导条件.然而,实际实现过程中,由于短脉冲高峰值功率的激光器件质量和体积都过大,不利于微推力器集成,使得当前激光器的应用受限.随着激光技术的发展,更大能量、更高集成度,以及更优效率的固体激光器技术是激光烧蚀微推进技术关注的重点.
5.4 尽快推动激光烧蚀微推进技术成熟度提升
随着微纳卫星应用的成熟和推广,其所承担的任务越来越复杂多样,微推力器需求也随之丰富起来,而能够满足需求的微推力器技术成熟度普遍不高,真正经过在轨飞行验证的为数不多,相关技术成熟需求极为迫切,而激光烧蚀微推进技术成熟度已可达到在轨验证的程度,应尽快推动在轨应用性能测试,验证激光烧蚀微推力器实际应用的可行性,获得一手数据资料,掌握技术应用底数,为不同微纳卫星动力需求提供技术储备.
5.5 进一步拓展激光烧蚀微推进技术应用领域
由于激光烧蚀微推进技术能力的不断拓展,技术成熟度的逐渐提升,其技术领域的生存空间也在不断扩大,从只针对微纳卫星的姿轨控需求,向更多的应用需求延伸,比如空间引力波探测等超静平台的姿态控制等[25].随着空间平台对遥感、探测等功能要求精度的提升,激光烧蚀微推进技术的应用潜力将会得到更大的挖掘.
6 结束语
激光烧蚀微推进技术经过20多年的发展取得了许多技术突破和研究进展,带动了一批科技力量持续投入研究,研究方向的发展取得了喜人的进步.时至今日,以半导体激光器为能量源的、固体工质激光烧蚀微推力器技术已趋于成熟,各研究团队已经开展了相关工程应用试验验证的尝试.新一代激光烧蚀微推力器将围绕液体工质、短脉冲激光等技术突破重点,形成更具有竞争优势的推进性能.激光烧蚀微推力器作为一种可用于微纳卫星姿轨控动力的电推进技术,越来越向模块化、标准化的技术方向发展,已成为众多微纳卫星微推进技术可选的方案之一.激光烧蚀微推进技术蕴含着激光、工质等具有增长优势的发展因素,相信在不远的将来其推进性能将获得更大的提升.
