运用Moldflow解决制品变形问题
2021-07-28高洁
高洁

摘 要:本文针对塑料产品在成型过程中由于壁厚不均且壁厚变化较大而产生严重变形问题进行分析。使用Moldflow 3D网格进行模流分析,该产品产生较大的变形,最后解决方案是在模具结构上着手,修改模具进胶方式,不仅解决了注塑变形问题,还降低成型压力,提高模具寿命。
关键词:moldflow模拟分析 双层面网格 3D网格 牛角进胶 搭底进胶
中图分类号:TP391 文献标识码:A 文章编号:1674-098X(2021)01(b)-0069-03
Using Moldflow to Solve the Problem of Product Deformation
GAO Jie
(Liaoning Mechatronics College, DanDong, Liaoning Province, 118009 China)
Abstract: This paper analyzes the serious deformation of plastic products due to uneven wall thickness and large wall thickness variation in the molding process. Moldflow 3D mesh is used to analyze the mold flow, and the product has a large deformation. The final solution is to modify the mold structure and the way of glue feeding, which not only solves the problem of injection deformation, but also reduces the molding pressure and improves the life of the mold.
Key Words: Moldflow simulation analysis; Two-layer grid; 3D grid; Corner feed; Underlay feed
本文主要对汽车左右安全带固定件产品产生严重变形问题进行研究、优化。变形无论是对制品的外观还是使用性能而言,都是严重的质量问题。通过运用 Moldflow 3D技术的高仿真求解器解析制品产生变形的原因,找出应对方案,为企业实际生产提供参考。
1 变形分析概述
注塑件变形是由于注塑件各部位收缩速率不一致造成温度差异而产生的变形。 该产品质量要求较高,但变形问题至今没有解决方法,产品变形大,客户不能接受。
影响产品变形产生的原因有很多,归根结底都是由于制品的收缩不均导致制品各区域的拉力大小不等导致变形。应对方案很多,通常解决制品变形的方法有:加筋位、调整冷却液温度、局部区域加减胶、改变浇口位置、改变分子(玻纤)取向、修改制品结构、调整工艺等。我们需要有针对性地对不同产品进行分析,在分析时我们都会运用相关的软件进行模拟,这里介绍一下Moldflow软件,该软件里面有中性面、双层面和3D网格类型,不同的产品应该使用不同的网格类型,否则会出现分析的准确性不好。即使选对了网格类型分析出来的变形结果有的仍和实际生产的产品差距较大,是什么原因导致的呢?原因有:不可信的UDB、工艺设置、实际试模的机台、水路和水温等,在这里简单讲一下材料的UDB。我们知道Moldflow材料库中的部分UDB文件和大多数材料厂商所提供的材料UDB均没有测试修正后的收缩,这样的误差最高可达到一半的比例,不过Moldflow作为注塑界的知名软件分析出的结果肯定是和实际产品变形趋势是一致的,能否将软件运用到实际当中去,这就需要Moldflow工程师应当具备各方面的技能和经验。
2 案例描述
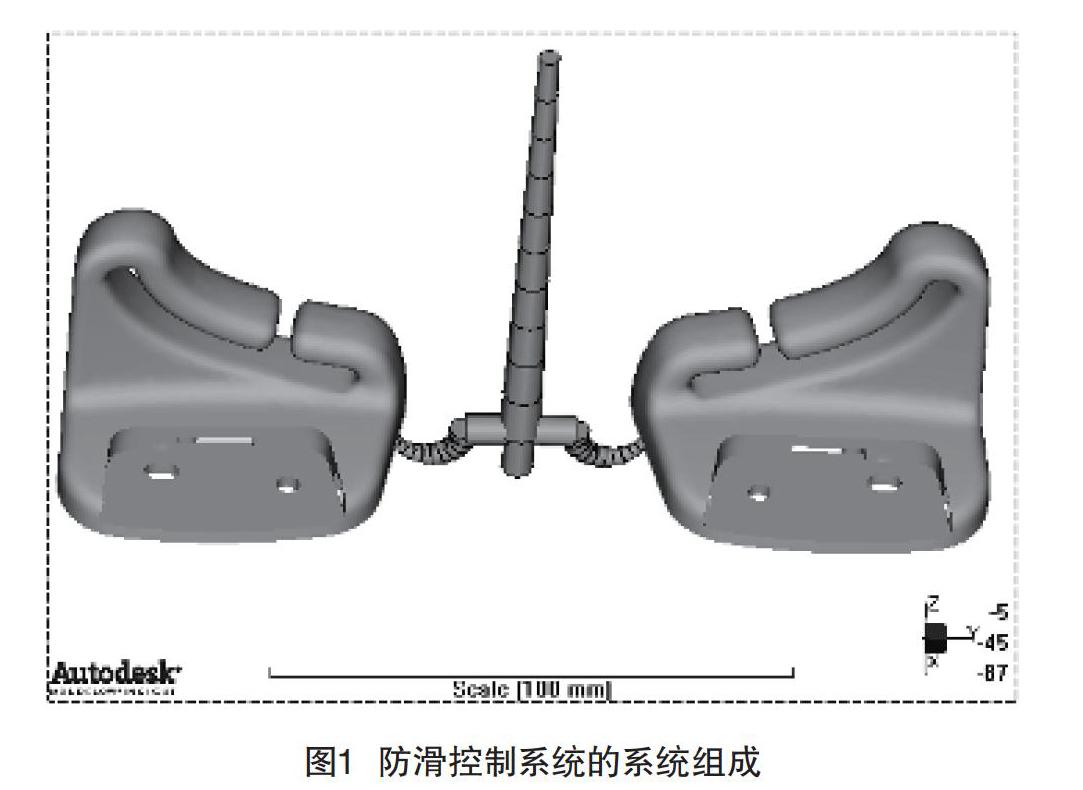
产品外形尺寸:70*45*63,平均肉厚为1.8~7.0mm,肉厚差异较大。材料为ABS+PA6-GF8 Terblend N NG-02 : BASF ,已做修正,质量指示器为银级,可信度较高。 模具为一模两件,进胶方式为冷流道隧道浇口进胶,如图1所示。
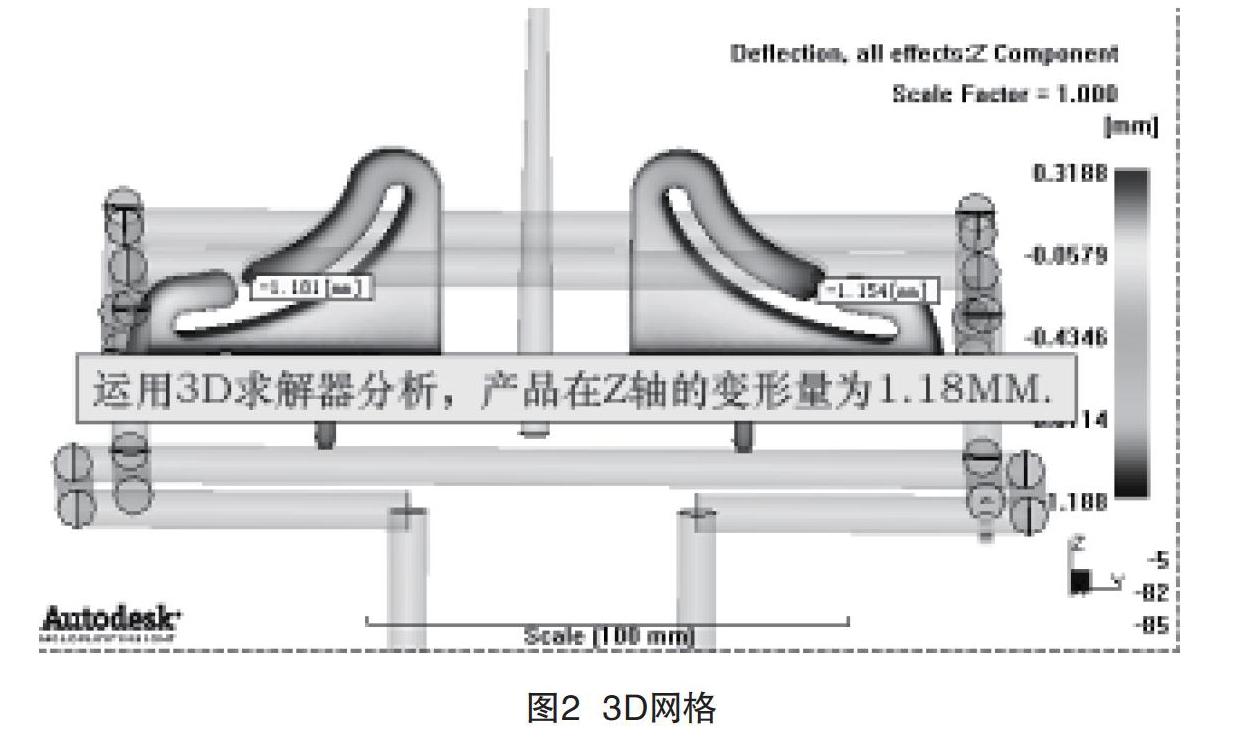
由于此产品的壁厚分部不均且壁厚变化较大,不符合使用双层面网格的要求,因此采用3D网格分析,分析出来的产品最大变形为1.18mm,如图2所示。
我们对产品做了1.2mm的反变形,理论上试模出来的产品不会变形,但实际试模出来的产品仍有1.8mm的变形,通过调整各种工艺参数均无效。
3 案例分析及改善方案
3.1 浇口冷却时间
使用牛角进胶在Moldflow模拟出来的变形为1.2mm,使用浇口大小为1.2mm。通过浇口冻结模流分析得出该产品最后区域冻结需146S方可顶出,离浇口最近的区域需近30S才可顶出,而浇口只需11S即可顶出,可见浇口冷却过早,制品得不到充分的补缩,因此在顶出之后产品的收缩较大,导致产品变形也较大,那么为什么在软件里面保压充分和保压不充分产品的变形都是只有1.2mm呢?答案很明显,理论与实际不相符,实际所采用的工艺以及其他方面的问题都有可能会造成产品的变形,在这里要考察Moldflow工程师实际解决问题的能力。
3.2 填充压力
在制品填充的过程中压力最好不要太大,较大的压力会使压力很难均匀的传递到产品的各区域,很有可能造成薄壁区域的快速冷却,继而阻止后继压力的传递,形成蝴蝶效应,这种不良的效应破坏性相当大,会造成产品很多方面的缺陷。
3.3 解决方案
我们知道对这个产品而言不论浇口位置移动到什么地方,玻纤经过产品上侧的流动及取向都是一样的,因此移动浇口位置改变不了玻纤的取向。要解决此产品的变形只能将压力降低和充分补料,同时不可将冷料带到模腔中去,我们知道此材料特别容易在高温下冷却,浇口处很容易出现流延和冷料,继而堵塞浇口。因此取消牛角进胶取而代之为搭底进胶,同时也可降低压力。修改方案如图3所示。
在这里制品仍做了1.2mm的反变形,浇口由原来的牛角进胶改为现在的大水口搭底进胶,分流道改为了S形,可防止主流道及分流道的冷料进入模腔,实际的试模产品变形较小,符合用户要求。
4 结语
此产品虽然结构较简单,但此类产品的变形问题在注塑行业经常出现,虽然采取改进措施,始终解决不了问题,还浪费了大量的人力物力,因此在模具设计阶段一定要考虑产品可能出现的缺陷问题。Moldflow 只是个分析软件,并不能解决问题,需要工程师不断积累经验,观察试模出来的产品与模流分析结果是否一致,找出原因并不断对比以找到解决问题最佳的方法,为以后类似问题的解决提供思路。
参考文献
[1] 许琼方.探究塑料模具材料的研制与应用[J].科技资讯,2018,16(23):102-103.
[2] 张红英. 基于Moldflow的复杂曲面注塑成型过程分析及优化[D].衡阳:南华大学,2018.
[3] 《塑料模具技术手册》编委会.塑料模具技术手册[M].北京:机械工业出版社,2016.
[4] 杨忠坤,缪炳荣,史艳民,等.基于Moldflow注塑件翘曲分析及工艺优化[J].模具技术,2016(4):30-35.
[5] 韩以伦,李志恒,梁彦高.基于Moldflow的家用电器薄壁外壳翘曲优化分析[J].塑料工业,2017,45(5):48-51,86.
[6] 陈国平.Moldflow在实际中的应用[J].科技与创新,2020(13):153-154.
[7] 沈國保,张驰,赵玲杰,等.薄壁塑件的翘曲数值分析及模具补偿[J].精密成形工程,2015,7(1):51-55.
