宏程序在斜椭圆数控车削中的编制方法
2021-07-28郭建平
郭建平
(北京农业职业学院,北京 102208)
0 引言
斜椭圆在实际生产加工中并不常见,但在以往的数控大赛中时常出现。加工斜椭圆时可采用宏程序或CAM软件自动编程,2种方法相比较,宏程序编程及相关计算虽然有一定的难度,但程序简洁,加工效率高。笔者通过多次深入研究和调试验证,归纳了关于斜椭圆宏程序系列编程方法,该方法通俗易懂、简单实用,是一般椭圆宏程序编程的延伸,同时也可以作为编程模板进行套用。笔者以FANUC—0i系统为例作以详细说明,供同行参考。
1 斜椭圆坐标方程
编写斜椭圆宏程序首先要找出椭圆前后旋转的坐标变化规律,即斜椭圆的坐标方程,这是编制宏程序的基础。
1.1 斜椭圆的一般方程
斜椭圆点坐标旋转如图1所示。
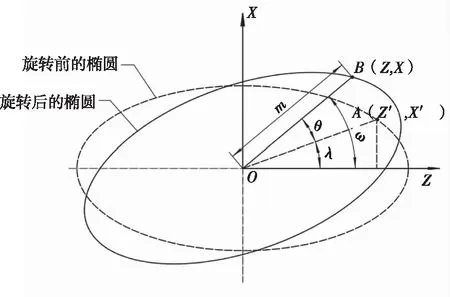
图1 斜椭圆点坐标旋转
在图1的ZOX坐标系中,点A(Z′,X′)是原椭圆上一点,经绕中心O旋转θ后,得到对应点B(Z,X),点B在旋转后的椭圆上(斜椭圆),已知|OA|=|OB|=m,ω=θ+λ,得出

(1)
在坐标系ZOX中,
Z′=mcosλ,X′=msinλ
(2)
由式(1)和式(2),得出斜椭圆的一般方程[1]
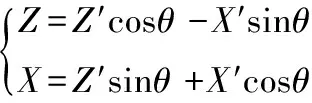
(3)

图2 斜椭圆圆心坐标偏移
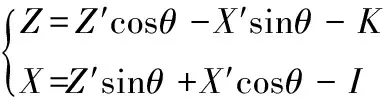
(4)
1.2 斜椭圆的参数方程
正椭圆极角图如图3所示[2]。

图3 正椭圆极角关系图
图3中,ω为椭圆任一点A(Az,Ax)的极角,λ为椭圆任一点A的几何角度。由图3中RT△OBC和RT△EDO,得出Az=a·cosω,Ax=b·sinω。将其代入式(4),可得出斜椭圆的参数方程

(5)

1.3 椭圆旋转角θ的正负判断
椭圆旋转角θ有正负角规定。经验证,在后置刀架坐标系下,正凸椭圆顺时针旋转θ为斜椭圆时,θ为正值,逆时针旋转θ为斜椭圆时,θ为负值;正凹椭圆逆时针旋转θ为斜椭圆时,θ为正值,顺时针旋转θ为斜椭圆时,θ为负值。
1.4 斜椭圆极角ω的正负判断
极角也有正负角规定,可通过画图软件找出其角度。经验证,在后置刀架坐标系下,斜凹椭圆极角为负值,即ω<0;反之,斜凸椭圆极角ω>0。
1.5 斜椭圆的编程方法
斜椭圆编程方法通常有2种,即坐标旋转三角函数角度编程法和综合编程法。
11月6日,在首届中国国际进口博览会中央企业国际合作论坛签约仪式上,中国五矿集团有限公司(以下简称“中国五矿”)与波兰铜业集团公司签署为期5年、总金额约270亿元人民币的电解铜长期采购合同。这是中国五矿作为金属矿业领域唯一的国有资本投资公司试点企业积极响应“一带一路”倡议,主动融入中国高水平对外开放新战略格局的新举措。
1.5.1 坐标旋转三角函数角度编程法
坐标旋转三角函数角度编程法(以下简称角度编程法)编程构成类似于一般椭圆方程,其构成形式为:
(1)斜椭圆公式中的Z坐标起始值;(2)斜椭圆公式中的X坐标;(3)斜椭圆的一般方程(4);(4)条件语句。
其中,斜椭圆公式中的Z,X坐标值指的是在椭圆坐标系下的对应值,即旋转前椭圆坐标系的坐标,而斜椭圆的一般方程指的是在工件坐标系下的坐标对应值,即坐标系旋转后的坐标值。
1.5.2 综合编程法
综合编程法(以下简称极角编程法)是坐标旋转三角函数和极角相互结合的一种编程方法,其编程构成形式为:#1—斜椭圆起始点极角;#2—斜椭圆终止点极角;斜椭圆的参数方程(5);条件语句。
2 斜椭圆宏程序编程实例
斜椭圆曲线常见的有斜凸椭圆、斜凹椭圆,笔者以3个典型案例为例,对其编程方法进行具体说明。
2.1 斜凸椭圆编程实例
斜凸椭圆如图4所示[4],已知斜椭圆方程为X2/2O2+Z2/3O2=1,长轴绕Z轴逆时针旋转10°,试编制椭圆部分程序。

图4 斜凸椭圆
2.1.1 角度编程法
经过CAD软件坐标采点,测得相关尺寸如图5所示,其中坐标系zox为椭圆坐标系,B点、A点为斜椭圆的起点和终点,直线b,c为过A点、B点且垂直于椭圆长轴a的直线。工件编程原点可设在椭圆右端面中心B点,其加工程序编制如表1所示。

图5 斜凸椭圆编程辅助图
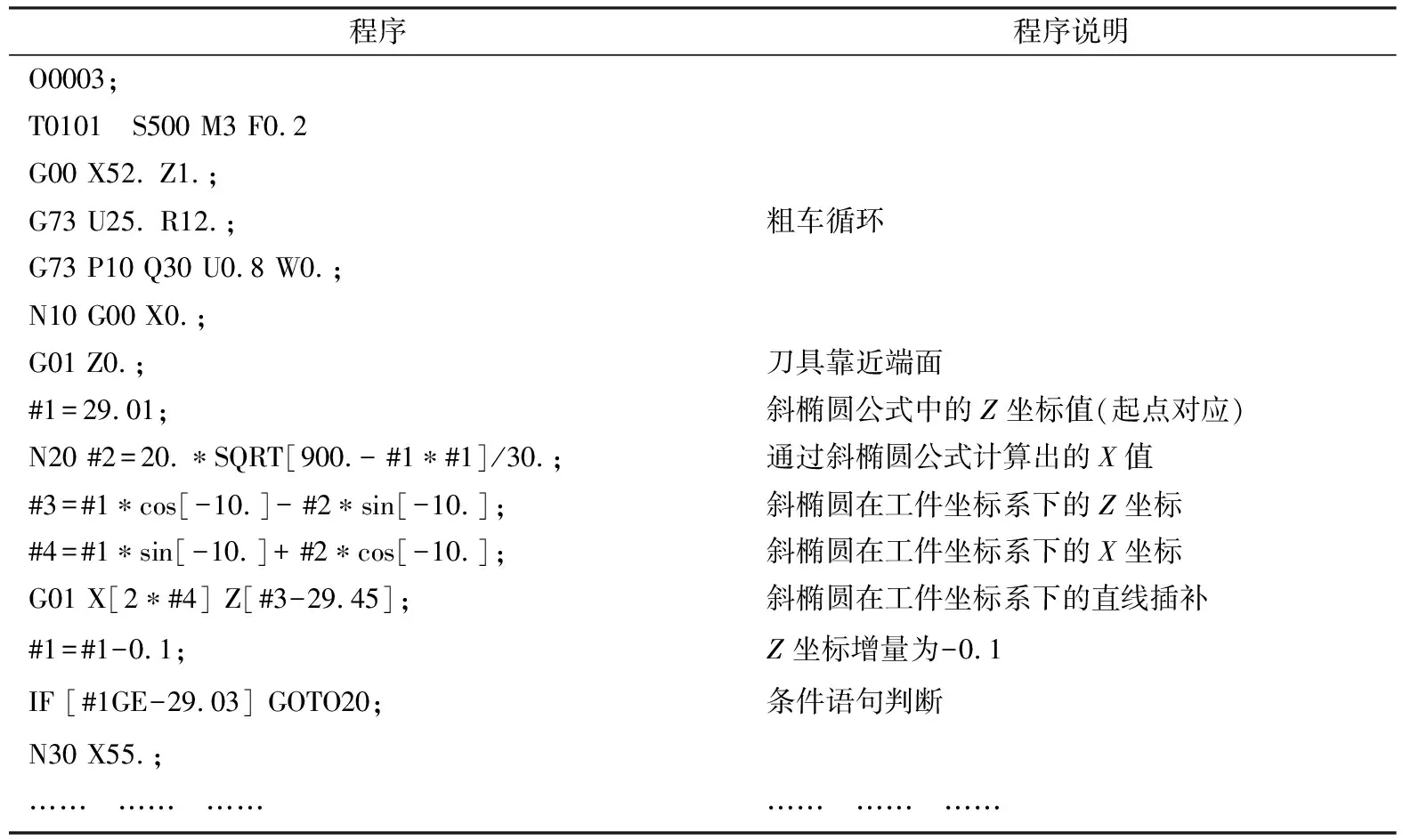
表1 斜凸椭圆角度编程法程序
2.1.2 极角编程法
极角编程必须利用CAD软件准确找出斜椭圆的起始点B和终止点A的极角(见图5),直线b,c与斜椭圆外接圆分别相交于E点和D点,连接OE,OD可得到相应极角,其程序如表2所示。

表2 斜凸椭圆极角编程法程序
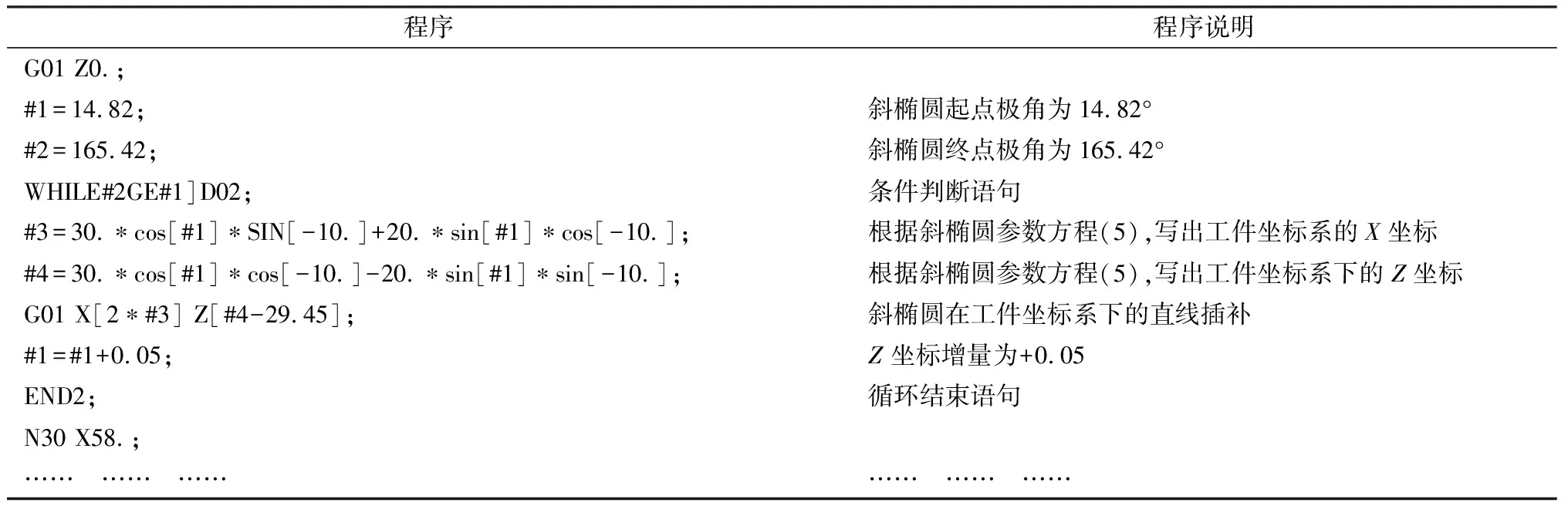
表2(续)
在编程时,需要注意以下2点:(1)用极角编程时,极角可在Z轴斜椭圆下部曲线中找出;(2)斜凸椭圆极角ω>0。
2.2 斜双凹椭圆编程实例
斜双凹椭圆如图6所示,试编制椭圆部分程序。

图6 斜双凹椭圆
2.2.1 角度编程法
经过坐标采点,相关尺寸如图7所示[5]。编程原点设在椭圆起点所在平面与轴线交点处,其加工程序如表3所示。

图7 斜椭圆编程采点辅助图
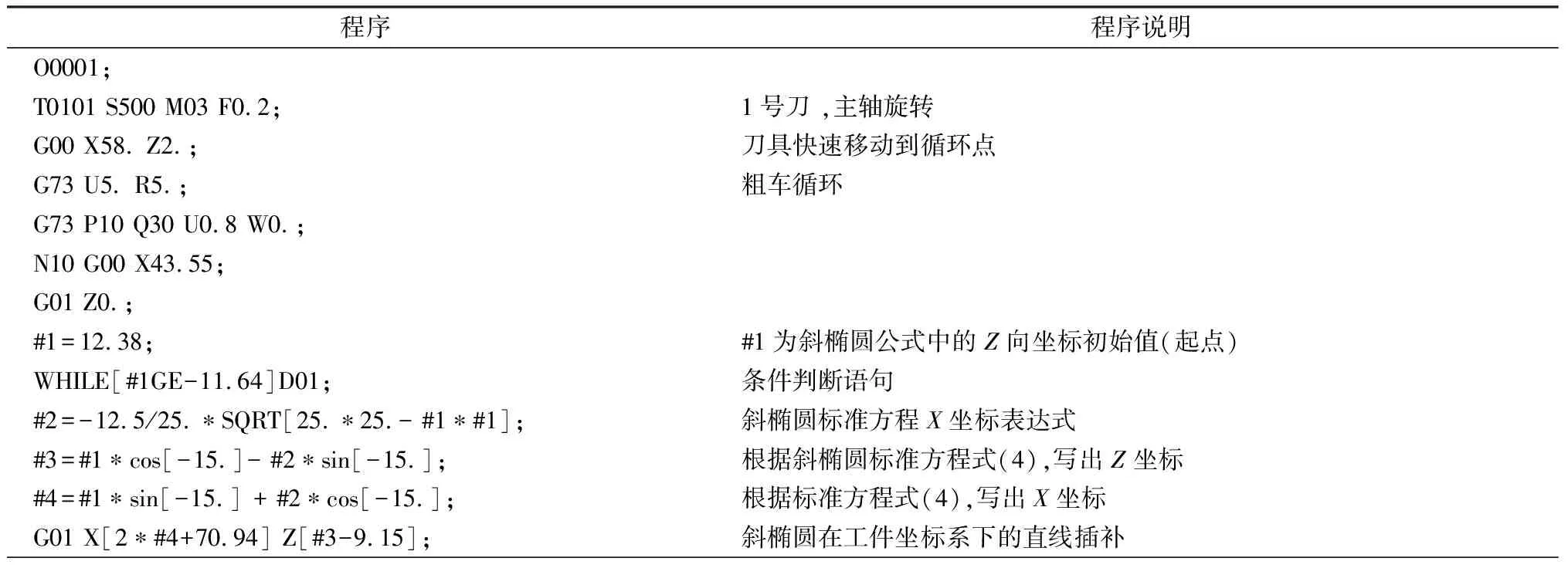
表3 斜双凹椭圆角度编程法程序

表3(续)
在编程时,需要注意的是如果以工件右端面中心为编程原点,则原程序#1=12.38应为#1=27.68,G01 X[2*#4+70.94] Z[#3-9.15]应为G01 X[2*#4+70.94] Z[#3-19.15],在程序调试时,会出现报警变量值超载(Z向),即Z[#3-19.15]超出变量范围,因此不能以右端面中心为编程原点。
2.2.2 极角编程法
该实例极角的辅助作图与上述斜凸椭圆方法类同,这里不再赘述。斜椭圆极角如图8所示,工件编程原点设在其右端面中心处。程序如表4所示。

图8 斜椭圆极角辅助图

表4 斜双凹椭圆极角编程法程序
2.3 斜双凸椭圆编程实例
斜双凸椭圆如图9所示,用宏程序编制斜双凸椭圆部分程序。
从图9得出该椭圆方程为X2/92+Y2/152=1,在ZOX坐标系中,椭圆方程可转化为Z2/92+X2/152=1。作出斜椭圆极角辅助图(图9所示的虚圆及标注角度),其中C为椭圆起始点,A为终止点,O为编程原点(工件右端面中心)。极角参考编程如表5所示。
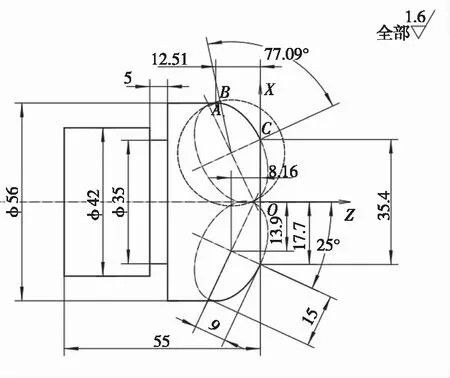
图9 斜双凸椭圆
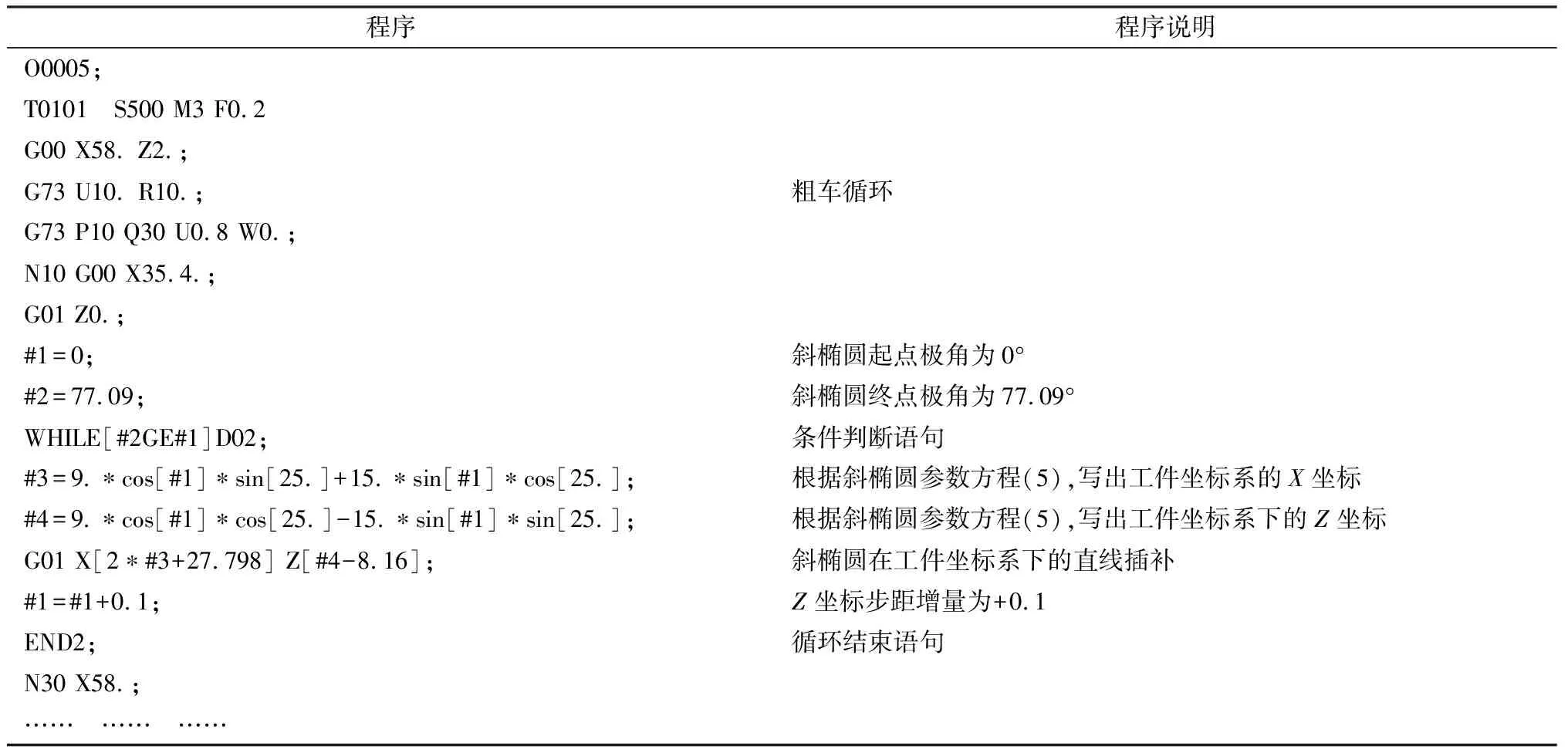
表5 斜双凸椭圆程序
3 结论
通过以上实例可知,斜椭圆宏程序编制有一定的规律和技巧。如果掌握了其坐标旋转的编程思路和编程构成,难点便迎刃而解。我们在编程时可根据椭圆类型套用上述案例模式,但要注意椭圆旋转角度以及极角的正负规定。斜椭圆坐标旋转法不仅适用于斜椭圆编程,也可为其他斜非圆曲线的编程提供参考。
