矿用行星减速器的修复实践
2021-07-28韩新健
韩新健
山西煤矿机械制造股份有限公司 山西太原 030031
煤 矿井下使用的矿用减速器主要应用于刮板输送机、采煤机、带式输送机、掘进机等采煤运输设备。矿用减速器处于煤尘、水、泥沙等井下特殊恶劣环境中,维护保养尤为重要。由于井下巷道空间有限,散热和安装条件差,矿用减速器容易出现漏油、缺油、轴承损坏等故障,这时可以通过对矿用减速器再制造恢复其设备性能[1]。
除此之外,煤矿企业为降低成本,修旧利废,开始对煤矿设备进行大范围再制造。减速器作为矿用设备的主要驱动部件,价格昂贵,对其进行修复再利用是煤矿设备节约成本的重要途径,因此对减速器再制造技术进行分析和研究有重要意义。
1 矿用减速器组成及再制造前准备
矿用减速器主要有圆锥-圆柱齿轮减速器和行星减速器 2 种基本形式。薄煤层刮板输送机用两级行星减速器结构如图 1 所示。该减速器由一轴组件、箱体、冷却器、第一级太阳轮、第一级内齿圈、第一级行星架组件、第二级太阳轮、第二级内齿圈、输出轴组件等组成。
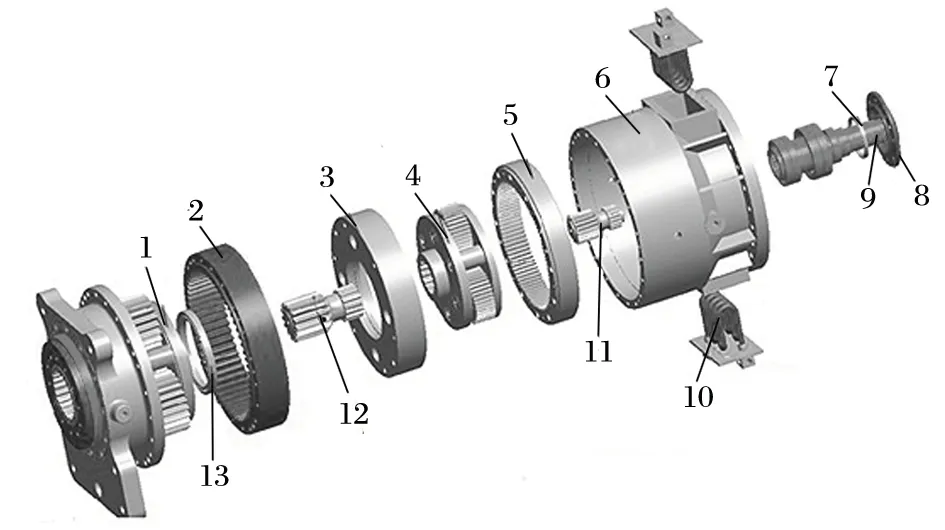
图1 两级行星减速器结构
矿用减速器再制造前需进行以下准备工作:
(1) 了解减速器的主要技术参数和使用运行工况,包括使用时间、主机出煤量及减速器使用期间的故障及维修情况;
(2) 减速器开箱后清洗,减速器使用的清洗剂为中性不含水的柴油或煤油,根据需要有时也使用温性碱液等,清洗剂要经常过滤保持清洁。清洗步骤:①粗洗,主要清除减速器的齿轮、轴承等零部件上的粘着物,粗洗时不允许转动轴承,避免清洗剂中的异物损伤滚道;② 精洗,精洗时可缓慢转动减速器的轴承进行清洗;③清洗完成后,应在减速器的齿轮、轴承上涂防锈油,以防止受到腐蚀,库存期间应妥善保管,避免淋水。
2 矿用减速器各零部件检测及再制造技术分析
矿用减速器常见故障包括:输入轴油封漏油、输出轴浮动密封漏油、轴承损坏或者外圈磨损打滑、齿轮点蚀和断齿、冷却器漏水等。其中轴承失效分析、箱体轴承位磨损修复、浮动密封腔损坏修复、高速轴油封安装位磨损修复等是矿用减速器再制造技术的难点[2]。
2.1 轴承检查
(1) 外观检查 检查轴承是否发生疲劳点蚀、磨粒磨损、黏着磨损及塑性变形,检查轴承内外圈及保持架是否破损或变形,如发生上述现象,需及时更换轴承。
(2) 试运转 检查轴承转动是否灵活、有无异响,转动困难或有异响时,需及时更换轴承。
(3) 游隙检查 检查前,应将内圈或外圈转动数圈,使轴承套圈与滚动体总体居中。检查方法如图 2所示。
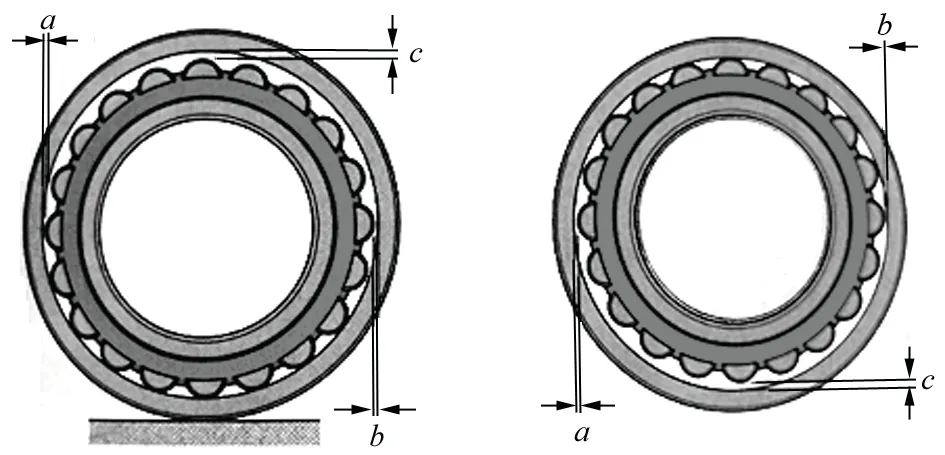
图2 轴承径向游隙判断方法
①使用塞尺在直立轴承的正上方 12 点位置或挂在轴上尚未拆卸的轴承的正下方 6 点位置测量游隙c;② 在不移动轴承的情况下,在 9 点位置测量游隙a,在 3 点钟的位置测量游隙b;③根据轴承手册中径向游隙计算公式Sr=0.5 (a+b+c),计算出相对精确的径向游隙,测量游隙大于轴承设计游隙时,应根据轴承实际应用工况,判断轴承是否可以继续使用[3]。
2.2 箱体轴承位磨损修复
检查箱体轴承位是否磨损,根据经验,如果磨损小于 0.5 mm,可涂金属修补胶,大于 0.5 mm 的镗孔进行镶套或补焊再加工处理。不具备镶套、补焊条件或者破损严重的需更换箱体。具体修复方法有以下 3种。
(1) 胶补修理法 将减速器合箱固定后,对需修补位置加工 2.0~ 2.5 mm 深 (螺距 1~ 3 mm) 径向螺纹槽,加工完成后用专用清洗剂进行清洗,晾干后在螺纹槽上均匀涂抹金属修补胶 (注意让开合箱面),凝固12 h 后镗床加工至设计尺寸。
(2) 镗孔镶套法 减速器合箱固定后,将需修补位置加工到一定深度,镶嵌配好尺寸的套即可 (套壁厚度不小于 5 mm)。
(3) 补焊法 减速器合箱固定后,将需修补位置用焊条沿轴向密集补焊一圈,注意让开合箱面上下共5 mm,然后加工至设计尺寸。
2.3 浮动密封腔损坏修复
浮动密封腔是减速器输出轴浮动密封的安装位,在整个减速器中起着至关重要的作用,减速器密封腔受损伤时,必须对其进行修复。
浮动密封腔再制造修复时,必须按图 3 所示对浮动密封腔的D面进行补焊修复,补焊必须使用埋弧焊进行精密焊接,补焊层表面要饱满,并留有 3~ 5 mm的加工余量。注意:经补焊后的零部件要冷却至室温后才能加工。

图3 浮动密封腔面需修复面
2.4 高速轴油封漏油修复
矿用减速器高速轴均采用油封进行密封,使用一段时间后,油封与轴相对运动配合处会因磨损出现漏油情况,因此必须对轴进行修复[4]。具体再制造修复方法:
(1) 移位法 与油封配合的轴或耐磨套磨出沟槽时,可在油封轴向位置增加厚度为 3~ 5 mm 的垫,使其偏离原来位置,从而达到继续使用的目的;
(2) 镶套法 针对油封与轴直接配合使用的,可将原油封改选大一规格型号,轴上增加耐磨套,同时更改油封座尺寸,或者将轴加工一定的量再安装轴套,然后加工到油封安装所需配合尺寸;
(3) 补焊法 必须使用可淬火且融合性能优的焊丝进行堆焊,加工完成后进行表面淬火处理,硬度保证在 50HRC 以上。
3 结语
通过对矿用减速器失效形式的研究,总结其再制造的主要形式和具体修复方法,并利用这些技术对王家峪、五虎山等多家煤矿的行星减速器进行了再制造,实践证明,该方法可以恢复设备的精度和功能,满足企业生产现场的需求,延长了设备使用年限,降低了企业成本,提高了企业经济效益,对同类设备的再制造具有借鉴意义。