3MK1812B推力角接触球轴承沟道磨床
2021-07-27侯喜林闫汉超
侯喜林 闫汉超
(洛阳轴承研究所有限公司,洛阳 471039)
在所有轴承磨削加工设备中,内表面磨削具有表征意义。外沟和内径磨削均属于内表面磨削[1]。现有磨床3MK1410B的工件轴线与砂轮轴线的夹角为0°,更适合磨削加工轴承外圈的内径和深沟球轴承的外圈沟道。若用来磨削加工如钻井轴承外圈(见图1)的沟道,则砂轮会被修整成圆心角不大于180°的圆弧形,只用砂轮的单侧对外圈进行磨削,造成砂轮损耗大且沟道受力不均匀。鉴于此,对3MK1410B磨床上进行合理化改造,改造成为3MK1812B推力角接触球轴承沟道磨床,使之满足对这种轴承外圈的精磨加工。

图1 轴承外圈图
1 工作原理及总体布局
1.1 工作原理
考虑对前文提到的轴承外圈采用切入式磨削。在电磁无心夹具中心线与电主轴的中心线夹角为135°时进行磨削轴承外圈,磨削示意见图2[2]。
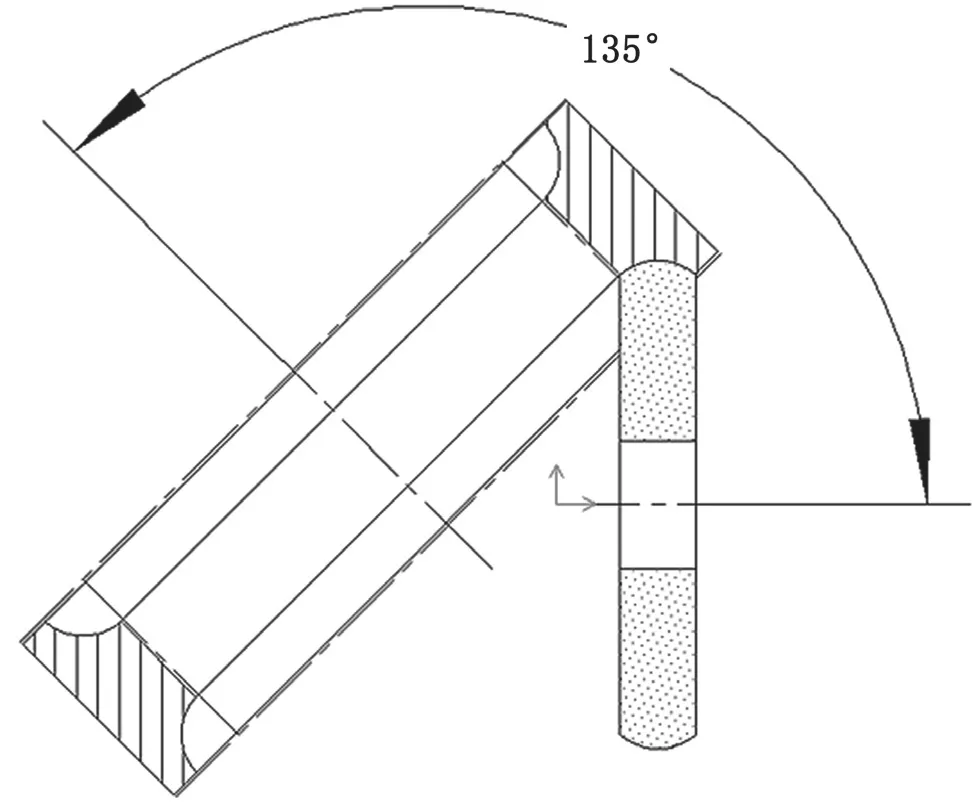
图2 磨削示意图
1.2 总体布局
根据设计思路对3MK1812B磨床的总体布局如图3所示,三维示意图见图4。工件拖板上垫板6和修整器1都安装在工件拖板9上方;工件箱3固定在工件箱下垫板4上方,工件箱下垫板4在能以工件拖板上垫板6上的一中心旋转45°,支承座5同样安装在工件箱下垫板4上方,电磁无心夹具2安装在工件箱3的前端面;磨头座10安装在磨架拖板11上。

图3 总体布局图

图4 三维示意图
2 主要结构设计
3MK1812B的控制系统采用针对磨床控制的专用数控系统,整机实现全数字化控制,具有砂轮修整功能,并将修正后的砂轮数据作为刀具数据计入数控系统[3]。控制系统具有人机对话功能,采用LCD液晶屏幕显示,并有故障自诊断功能,操作方便,故障率低。
2.1 工件进给结构设计
工件进给机构作为磨床的关键部件,其精度直接影响轴承外圈加工质量。本磨床采用交流伺服电机——滚珠丝杠机构,如图5所示。交流伺服电机通过弹性联轴器带动滚珠丝杠转动。滚动螺母固连在进给拖板上,带动拖板直线运动。拖板由高刚度、高灵敏度的十字交叉滚子导轨支承。采用交流伺服电机既能满足循环过程中多种速度的大小及方向变化的自动控制要求,又可避免低进给速度下产生爬行的弊端,同时可实现砂轮修整补偿运动,使机床结构简单。
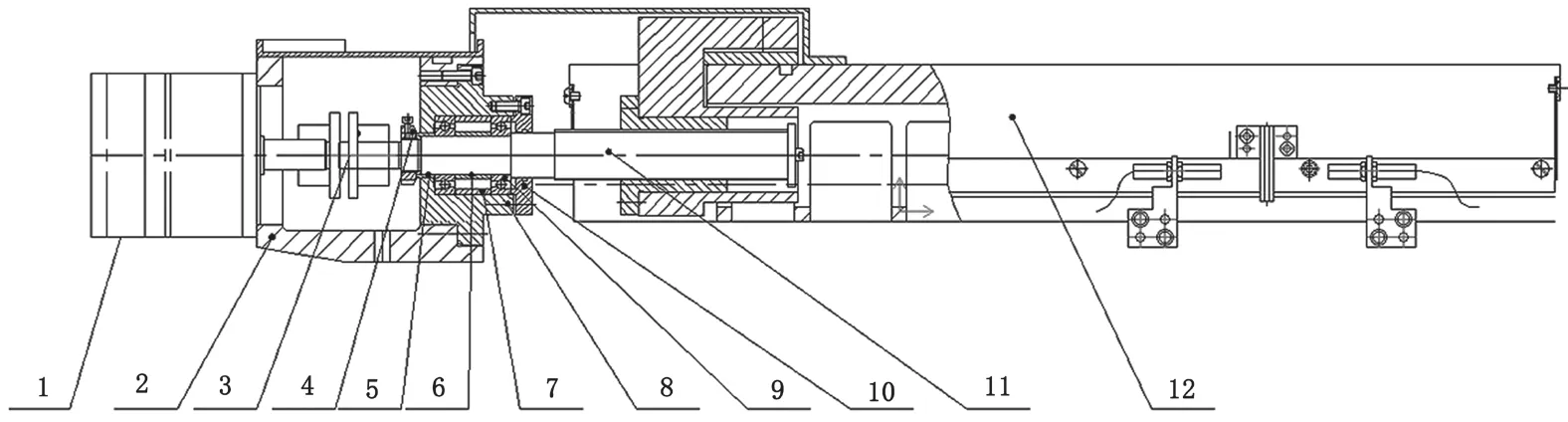
图5 工件进给结构示意图
此外,3MK1812B磨床最大的改进在于,在原有磨床3MK1410B工件拖板上方固定一大块工件拖板上垫板。工件箱体和工件箱下垫板能够一体式在工件拖板上垫板上的沿着大圆弧形截面式T型槽内旋转,实现了在电磁无心夹具中心线与电主轴的中心线的夹角调整为135°时进行磨削。这样的优点在于切入式磨削时能够有效利用砂轮且轴承外圈受力均匀。
2.2 修整器
所用修整器为单点式金刚笔修整器,具有倒抬和圆弧修整功能,有简单易于控制砂轮的形状特点[4]。修整器整体固定在工件拖板上垫板上,与工件箱一同随工件拖板前后进给修整砂轮。调整修整器后方的调整座上的调节丝杆,可以微调修整器金刚笔与砂轮的相对位置(前后方向)。另外,修整器能在固定工件拖板上垫板上面的导向平键滑动,控制修整器金刚笔与砂轮的相对位置(左右方向)。修整器示意图如图6所示。
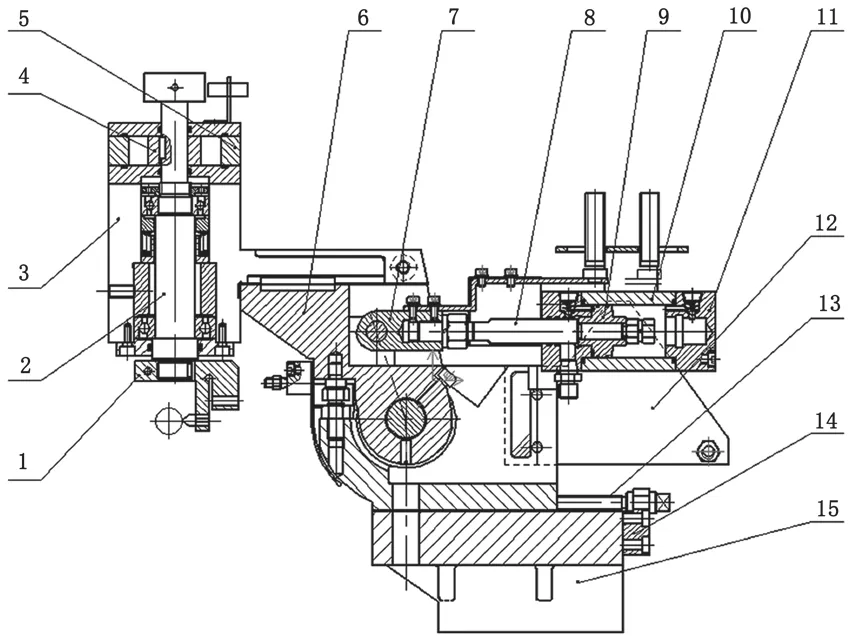
图6 修整器示意图
2.3 磨架拖板结构
磨架拖板结构由砂轮电主轴、磨架及交流伺服电机——滚珠丝杠机构(与工件拖板类似,不再赘述)组成,实现了砂轮旋转和磨架左右行复合运动[5]。此外,磨头座的后侧和前侧各有一个调节结构,实现了两个方向上的微调。磨架结构示意图如图7所示。
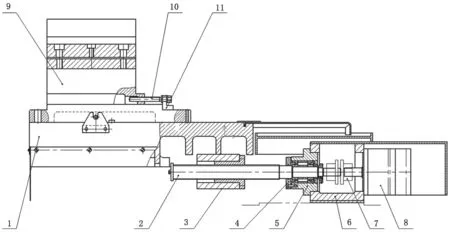
图7 磨架结构示意图
3 使用结果
用50个某轴承外圈在磨床3MK1812B上进行磨削试验,结果表明其达到了相关的精度要求,见表1。
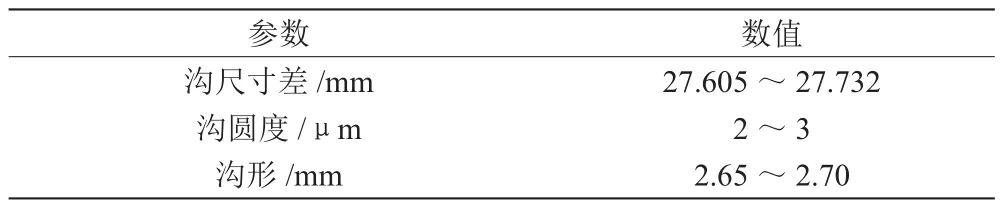
表1 轴承外圈磨削试验的参数
4 结语
通过对磨床3MK1410B进行改造,实现了最初的设计目标。另外,3MK1812B推力角接触球轴承沟道磨床除了能够精磨前文提到的钻井轴承外圈外,还能通过旋转工件箱使电磁无心夹具中心线与电主轴的中心线夹角在90°~135°内变动,以加工其他接触角的推力球轴承。由于3MK1812B磨床是手动上下料,效率有待提升,有必要在以后的工作中实现该磨床的自动化。
