一种检测深熔焊焊缝熔深的方法
2021-07-25侯佳保林家根颜信全杜伟
侯佳保 林家根 颜信全 杜伟


摘 要:本文介绍通过优化深熔焊超声波检测工艺,解决测量深熔焊焊缝熔深的问题。通过研究和对比试验,采用直探头在面板上检测的工艺方法,确定深熔焊焊缝熔深尺寸,达到进一步提高检测效率及检测准确性的目的。
关键词:深熔焊;超声波检测;熔深测量
中图分类号:U671.8 文献标识码:A
Method for Detecting Weld Penetration of Deep Penetration Welding
HOU Jiabao1, LIN Jiagen2, YAN Xinquan1, DU Wei1
( 1. CSSC Huangpu Wenchong Shipbuilding Co., Ltd., Guangzhou 511462; 2. Guangzhou Shipyard International Co., Ltd., Guangzhou 511462 )
Abstract: This paper mainly discusses a kind of ultrasonic testing process of T-joint deep penetration welding seam by using the straight beam probe on the panel plate for testing. Through theoretical research and comparative test, the penetration depth of deep penetration welding seam is determined. Compared with the conventional ultrasonic angle probe detection method, the new method improves the detection efficiency and accuracy.
Key words: Deep penetration welding, Ultrasonic testing; Measurement of penetration depth
1 前言
公司承接的某项目的横隔板与外围板、内壁板均采用深熔焊的焊接形式。按照相关技术文件要求,此类位置需要对焊缝熔深进行超声波检测。施工图纸要求焊缝熔深达到2/3腹板母材厚度。按照现场施工情况,一般未焊透的高度尺寸为3 mm左右,如图1所示。
采用超声波检测的方法测量深熔焊的熔深尺寸,是相对容易实现的检测方法之一。该检测方法与常规测量方法基本相同,即先将未焊透的尺寸测量出来,再用母材的厚度减去未焊透的尺寸,得到深熔焊熔深的尺寸。由此可知,测量出深熔焊焊缝中未焊透的高度,是测量深熔焊熔深尺寸的关键。
2 常规超声波检测未焊透高度的方法
目前,超声波检测未焊透高度的方法,是采用斜探頭在T型焊缝腹板上进行检测:通过一次波法确定未焊透缺陷在焊缝上端点的深度H1,再利用二次波法确定未焊透缺陷在焊缝下端点的深度H2,用H2减去H1得出未焊透缺陷的高度H(如图2所示);最后,用母材厚度减去未焊透缺陷高度H就可得到焊缝的熔深尺寸。
根据超声波检测原理,结合现场检测情况进行分析,此种测量熔深尺寸的方法误差较大,主要原因如下:
(1)由于超声波在工件中的传播并不是以平行线向前传播,而是个以探头为顶点的锥形扩散声束向前传播,检测未焊透缺陷端点时有一定的误差;尤其是当采用二次检测时,由于超声波声程较长,声束扩散十分严重,导致检测未焊透缺陷下端点深度时存在较大的误差;
(2)未焊透缺陷自身尺寸对计算结果有一定的影响。例如,小缺陷的上下端点距离较近,由于超声波检测原本存在的一定误差,导致小缺陷的高度测量更加不准确,有时候会出现上端点深度比下端点深度还要深的情况;
(3)未焊透缺陷自身的形状和方向对测量结果也有一定的影响。超声波检测受缺陷形状和分布方向的影响较大。一般情况下,缺陷平面与超声波声束垂直时会得到较高的反射波;而T型接头未焊透缺陷方向一般与面板平行,当使用斜探头检测时获得最大回波的位置,主声束不一定正对着缺陷最高或最低端点,由此产生测量偏差,造成未焊透尺寸测量不准确;
(4)采用斜探头测量未焊透尺寸的方法来测定焊缝熔深,需要逐点测量和定位缺陷回波并计算未焊透尺寸,工作量大,效率非常低,不利于在实际检测中应用。
如上所述,由于检测误差影响,有可能会导致出现不必要的返修,或有可能将不合格的焊缝评定为合格。所以为了确保焊接质量,同时提高检测工作效率,减少不必要的返修,需要对原本的检测方法进行优化。
3 利用直探头检测未焊透缺陷高度的方法
考虑到T型焊的未焊透方向一般与面板平行,所以在面板侧使用直探头检测未焊透缺陷时,声束方向与缺陷方向垂直,理论上会得到较高的反射信号。基于这一判断,笔者改变以往采用斜探头检测熔深的方法,利用直探头从面板进行检测的技术。
直探头测量未焊透缺陷尺寸,通常有两种方法:一种是边缘6 dB法,主要应用于未焊透尺寸大于声束尺寸的情况;另一种是基于反射波高进行判断,主要应用于未焊透缺陷尺寸小于声束尺寸的情况。由于工件的未焊透尺寸比探头声束尺寸小很多,因此采用反射波高来判断缺陷尺寸,在某一特定声程的反射声压与反射体的反射面积有关。
本文通过制作参考发射体,模拟焊缝中的未焊透尺寸,对比受检测焊缝与参考反射体的反射波高,判断焊缝的熔深是否满足要求,采取如下具体步骤。
3.1 探头选用
选用超声波探伤仪的工作频率范围为0.5 MHz~10 MHz。直探头的选择如表1所示。
3.2 制作试块
对比试块应选用与被检工件相同的材料或声学性能相近的材料制作,试块底面开方型横通槽,用横通槽顶端面模拟焊缝中的未焊透,根据检测对象的面板厚度范围,制作一系列不同深度的横通槽,如图3所示。
针对不同腹板厚度所对应熔深标准,制作不同槽宽的参考试块,槽宽对应未焊透的尺寸。为验证该检测工艺的可行性,本文制作了两种槽宽的对比试块,具体如下:
试块1:对于要求未熔透区域≤3 mm的焊缝,试块的方型槽宽为3 mm;
试块2:对于要求未熔透区域≤6 mm的焊缝,试块的方型槽宽为6 mm。
3.3 直探头校准
直探头量程范围的校准,采用IIW(CSK-IA)校准试块或V2校准试块,或者在待检材料上没有缺陷的区域进行。
图4所示为0~100 mm范围内,直探头典型的校准方式。
3.4 建立DAC曲线
制作DAC曲线应以实际检测用的仪器和探头,根据焊接接头的熔深要求选择对应的试块。绘制DAC曲线时,每5 mm取一个点,且最大深度应满足检测要求。在检测范围内的DAC曲线,应不低于示波屏满刻度的20%,如图5所示。
DAC曲线的制作步骤如下:
(1)以波幅高度为纵坐标、以深度为横坐标,建立坐标系;
(2) 采用直射法,探头对准第一个深度的方形槽,将最大回波高度调节到示波屏某一刻度(如80%),记录此时衰减器或增益器读数(此读数作为基准灵敏度)和波峰位置;
(3)保持基准灵敏度不变,将探头对准第二个深度的方形槽,找到最大回波,记录此时波峰位置;
(4)根据检测范围要求,保持基准灵敏度不变,依次找到余下深度方型槽的最大回波,记录各个回波波峰位置;
(5)将各回波波峰位置连接,得到基准DAC曲线。
3.5 传输补偿值测定
由于试块与现场工件材质及表面状态存在一定的差异,所以在检测前应测定传输衰减情况,并将补偿数值记录到检测灵敏度中,具体步骤如下:
(1)探头放置对应对比试块的底面,将回波调到示波屏面刻度80%高度,记录此时波峰位置的灵敏度dB1;
(2)保持仪器灵敏度不变,将探头移到被检工件无缺陷的区域,找到工件底面回波,将该回波调到示波屏满刻度80%高度,记录此时波峰位置的灵敏度dB2;
(3)△dB=dB2-dB1即为补偿灵敏度;
对于测定的传输补偿值,在实际检测时按如下要求操作:
① 当△dB≤±2 dB时,不需要修正;
② 当2 dB<△dB≤12 dB或-12 dB<△dB<-2 dB时,需要修正;
③ 当△dB>12 dB或△dB<-12 dB时,需要重新修磨,以减少传输补偿差值,直到满足 ① 或 ② 的情况,按相关要求执行补偿。
3.6 未焊透高度的测定
(1)将DAC曲线上与检测工件厚度对应点,调整至仪器屏幕的80%作为检测的灵敏度;
(2)根据传输修正测定的补偿值,在仪器上加上相应的△dB;
(3)为确保未焊透区回波和底面回波的明显区分,可采用在与焊缝垂直的方向上往复扫查作为的初始扫查方式,当发现有不合格的区域再进一步精细扫查;
(4)探头移动速度不大于150 mm/s。探头沿焊缝方向每次移动覆盖率应大于晶片尺寸的10%。
(5)通过对未熔合区的回波高度与DAC曲线比较,可以判定未熔合区宽度是否满足要求,如果反射波的高度超过DAC曲线,则该区域的未熔合区的寬度大于基准方形槽的宽度,反之,则小于基准方型槽的宽度,由于方形槽的宽度代表了该焊缝允许的最大未熔合区宽度,所以当回波焊缝内部的高度大于DAC曲线时,判定该区域的焊缝不合格,操作简单高效。
4 验证情况两种检测方法的对比试验
笔者按照该项目深熔焊典型节点样式,制作了T型焊接接头深熔焊试块,用常规斜探头测量熔深和采用直探头波高比较法测量熔深两种方法进行对比试验,试块的面板厚度为30 mm、腹板厚度20 mm、未焊透高度为3 mm,如图6所示。
4.1 采用常规斜探头检测未焊透高度
首先,我们用常规斜探头的方法检测未焊透高度,分别进行一次波、二次波的测量,超声仪器得到的数据如图7所示。
一次波测出深度为11.8 mm,二次波测出深度为20 mm×2-22.6mm=17.4 mm,得出未焊透的高度为17.4 mm-11.8 mm=5.6 mm。
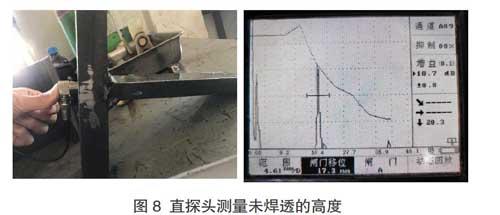
4.2 采用直探头检测未焊透高度
用直探头进行未焊透检测,得到的数据如下图8所示。
通过图8可以看出,超声仪器显示的反射波接近对比式样(3 mm宽)槽的曲线,因此可以得出未焊透高度近似为3 mm。
4.3 两种检测方法的数据对比分析
通过实际操作显示:采用斜探头检测的结果误差较大,差值接近2 mm;而采用直探头检测的结果与实际值相近。因此可以得出采用直探头检测深熔焊熔深尺寸比采用常规斜探头检测更加准确,该方法可以满足该项目深熔焊测量熔深的要求。
5 小结
根据试验情况:采用斜探头检测方(下转第页)(上接第页)
法误差较大,对实际3 mm未焊透缺陷检测结果寸达到4.9 mm;而采用直探头检测方法误差较小,接近3 mm。
从工作效率上看,采用常规的斜探头检测工艺,必须要进入舱室中对各个横隔板进行检查;而采用直探头检测方法,可将需要进入狭小舱室在横隔板上进行检测改为在面板或底板等空间开阔的区域进行检测,缩短检测时间,提升工作效率。
综上所述,采用直探头检测横隔板熔深尺寸的方法,不仅可以大幅度提高检测的准确性,还提升了检测的工作效率,在保证现场焊接质量的同时,也为深熔焊焊接工艺参数的优化提供了数据支持,为产品焊接质量提供坚实的保障。
参考文献
[1] 郑晖, 林树青主编. 超声波检测[M]. 北京:中国劳动社会保障出版社,
2008:273-296.
[2] 全国锅炉压力容器标准化技术委员会.承压设备无损检测第3部分:
超声检测NB/T 47013.3-2015 [M]. 北京:新华出版社,2015.7.
[3] 船舶标准信息咨询中心.船舶钢焊缝超声波检测工艺和质量分级[S]
CB/T 3559-2011.2011.
