千万吨级炼油装置的润滑安全监测探讨
2021-07-23刘玉力
刘玉力
(中国石油天然气股份有限公司广西石化分公司 广西钦州 535008)
炼化装置是将高温易燃物质流、高密度能量流和多类信息流汇聚为一体的现代流程工业系统,直接关系到人民生命安全和身体健康、生态环境保护等,是国家公共安全监测和防控的重点领域。目前,国内外炼油装置动设备(如往复/离心压缩机、高温泵、烟机机组等),有高温、高速、超大型化等特点[1-3],设备零部件约80%的失效源于润滑磨损故障,设备的恶性事故50%来自润滑密封磨损衰变。润滑油是动设备运行的“血液”,设备润滑油的劣化衰变行为是看不见摸不到的“黑箱”过程,所以润滑劣化早期监控预警是非常重要的。
1 炼油设备润滑监测的需求
1.1 炼化装置的有关设备故障
2018年我国的千万吨级炼厂26座,全国炼油能力约8.31亿t/年,2019年中国炼油能力约8.63亿t/年。尽管从炼油能力看中国跃居全球第2位,但炼化企业平均规模小,单位能耗高,一体化科技水平低的问题仍然明显。2018年,中国炼厂平均开工率约72.9%,而世界平均水平约87%,主要原因是设备原因造成的停工停产。表1给出了2011—2018年大型炼化装置发生的几起重大事故,都与设备润滑密封劣化与损坏有关。
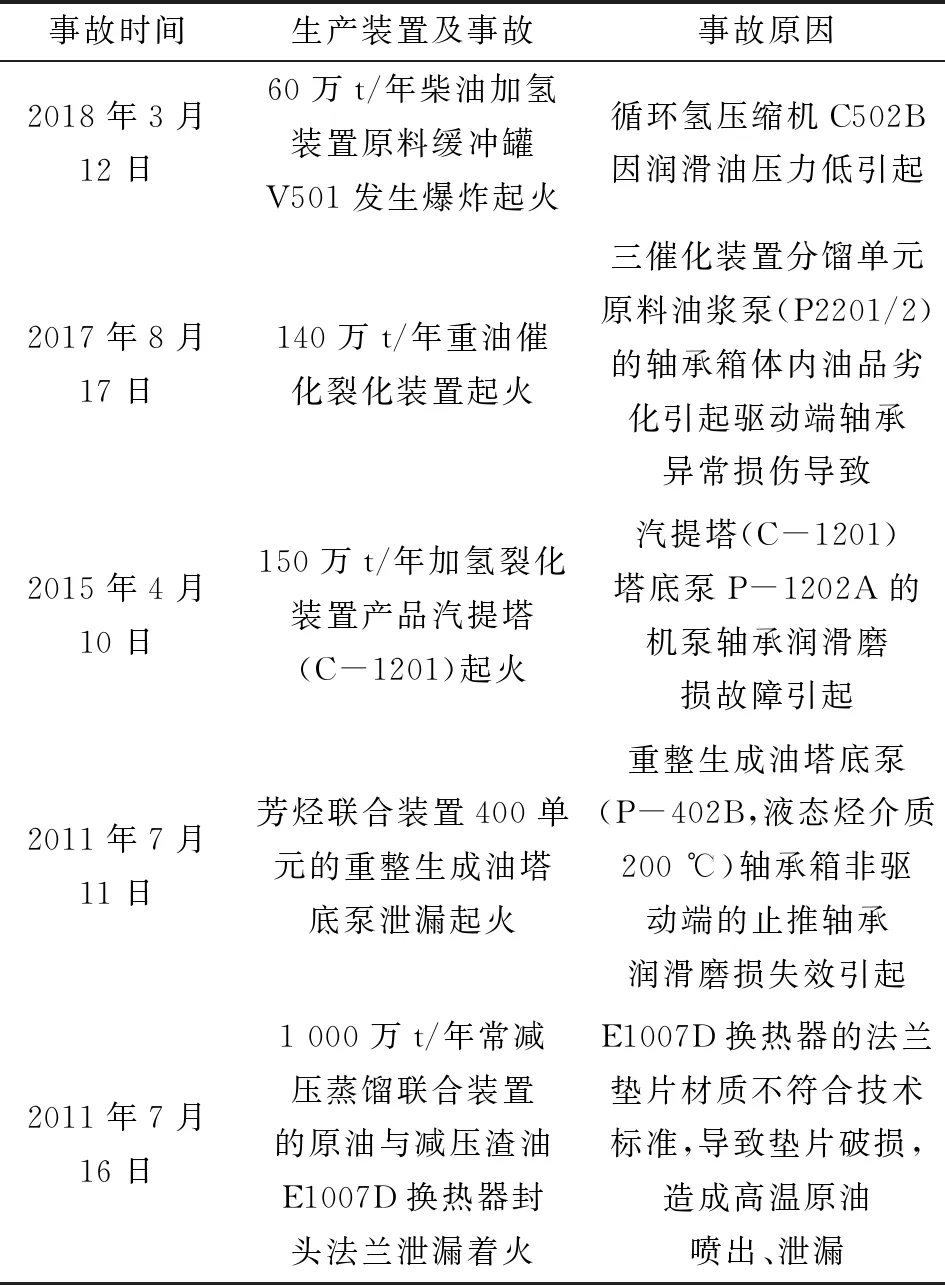
表1 炼化企业安全生产的在役设备部分事故
在我国炼油能力过剩、多元化市场竞争、节能降耗减排等需求下,国内炼油厂积极向基地化、大型化、低碳绿色发展,因此积极运用新一代人工智能的技术和服务,对大型炼油装置润滑密封安全智能运维等升级改造是十分必要的。
1.2 设备长寿命周期的安全服役需求
炼化企业希望对设备安全运行的重要隐患或亚健康状态进行早发现、早报告、早防控等,在关键设备通过在线实时获取工作负荷、速度、温度、压力、流量等工况参数和服役状态(如润滑、磨损、泄漏、振动、疲劳、裂纹、腐蚀等),从而适时采取预测性维护维修方法,避免承压设备爆炸、动设备磨损劣化与泄漏起火等重大事故的概率。
1.3 润滑磨损安全监控与诊断的特点
油液监测的主要内容一是监测设备润滑状态的油液分析,二是针对设备磨损状态的磨粒成分与形貌的分析。对设备润滑状态进行监测有在线和离线2种方式。其中,离线主要是针对设备在运行过程中定时停机,在特殊润滑部位进行油液取样,在实验室对油液进行测试分析,综合磨粒识别与智能诊断算法,对油液进行综合评定,并对设备的润滑状态进行判断。针对设备润滑状态监测的油分析手段主要有理化分析、污染度测试、红外光谱分析及金属元素的光谱定量分析。针对设备磨损状态的磨粒分析,有对油中磨损元素的定量分析,通常采用原子发射光谱或ICP及PQ指数测定。对磨粒的形貌进行分析通常采用滤膜法、铁谱法或能谱法等[4-6]。离线检测技术相对成熟,标准规范,能够有效检测出反映设备运行状态的油液参数。
与离线检测相对应,在线监测能够满足现代设备长周期连续监测需求,因而设备在线油液监测技术就成为当前设备润滑磨损失效诊断技术重要发展热点和趋势之一。该趋势通过对设备摩擦学系统实时连续的监测,能够及时动态地获取被监测对象的润滑磨损等信息,实现设备状态监测与实时故障诊断,以保证装备安全可靠、连续作业需要。在线监测具有3个重要特征:(1)监测过程的实时性;(2)监测过程的连续性;(3)监测结果与被监测对象运行状态的同步性。在线监测的重要工具为传感器,主要包括水分、黏度、污染度、磨损颗粒等。传感器的灵敏性与可靠性是制约在线监测技术发展的关键所在[7-8]。研发高性能、高可靠性的传感器是发展油液在线监测技术的保证。
2 炼油设备润滑监测方法研究
润滑磨损智能化监测预警是行业薄弱环节。随着设备安全润滑需求越来越高,对其实现远程智能监控是企业提出的迫切需要。因此,通过润滑数据离线、远程在线采集,基于数据分析和现场监控指标的特征参数,建立润滑失效识别规则和模式数据库,实现故障识别与智能诊断,对企业安全生产具有重要意义。
2.1 油液监测远程智能化分析
我国的气候条件差异大、生态环境脆弱、装备服役要求高,机电设备群的磨损、泄漏、腐蚀、疲劳等突发性故障点面广、防范难度大,并且失效的灾害具有连锁效应,是国际上润滑磨损监控研发及应用的难度最大、市场容量最大的国家之一,国外的相关产品技术在中国推广和实践面临着诸多不足。这些问题都迫切需要我国尽快开发出润滑磨损安全监控和预警的各种新技术、新工艺、新产品。
例如,石油化工企业大多都采购了油液理化性能分析、磨损性能分析等的离线检测仪器,例如,从20世纪70年代起,“分析式铁谱仪”、“直读铁谱仪”等在石油公司或第三方专业机构得到了广泛应用。但是,在工业应用方面仍面临以下问题:油液取样、送样的频率有限,润滑劣化过程的少量样品难以及时捕捉到异常损伤信号并对信号波动做出及时评价;油液样品取样、存储标记、运输中转、快递配送和人工处理的过程繁琐、复杂,难以适应大规模的应用;油液取样、存储、处理、制样和观察等对人和人的经验技能等依赖性大,仍然有许多随机、主观、不确定因素;设备的磨损状态、磨屑的尺寸、数量、材质、表面形貌等特征数据库和诊断评价知识库难以满足工业界高质量发展需求[9-10]。
近10年来,随着油液在线监测技术的迭代升级,可以在互联网、物联网、大数据等数字技术支持下,在几千公里外建立运维平台进行油液在线监测分析、研究和判断,该技术避免了过去由于稀疏式、人工式取样与人工观察等无法及时与快捷发现磨损异常的系统缺陷,能够根据用户的需要自动化、远程化调控油液采样的频率,从而掌握每一机器设备磨损性能衰退、迁移、演化的规律。此外,芯片制造技术、传感器技术、信息通信技术等进步使得油液监测的所有控制功能、信号处理功能、初步的诊断和报警功能等能集成为一个芯片组件并嵌入到集成化的在线智能监测仪器里,进一步推动了油液在线监测技术的发展。
2.2 润滑监控的智能化工艺
据统计[11],炼化企业因设备故障造成的非计划停工,其中静设备占比39.1%、压缩机组占比13.46%、管线占12.8%、电气占10.9%、工业仪表占10.3%、泵设备7.69%、锅炉4.5%、特种阀1.3%。压缩机故障原因居第二名,超高压聚乙烯压缩机、乙烯裂解气压缩机、加氢劣化装置增压机与循环氢压缩机、催化装置主风机等大型机电设备故障率较高,影响我国炼化装置的安全长周期运行[12]。
某千万吨级炼油企业经现场验证和实践之后,采用了不同静设备、动设备等在线监测、离线监测诊断等的技术工艺。一方面,对于大型炼化装置的关键设备(例如:机泵轴承箱、烟机机组、电机、风机、高温泵、离心/往复压缩机组等),由于设备类型多、数量大、风险等级差异大等,使用了润滑磨损状态离线检测诊断和预警的技术手段。如图1(a)所示,采取人工取样、人工观察、远程监测诊断等监控运维方式,避免了“经验管理、按计划停机维修”等导致的潜在运维风险,节约了维护维修的成本,避免了炼化装置潜在的恶性突发事故。第二方面,如图1(b)所示,对炼化装置故障率较大的、风险等级较高、维护维修成本高的动设备,使用在线油液监测系统,实时采集压缩机组的油品衰变理化特征、润滑污染状态、设备磨损状态等。在役设备的油液在线取样和监测几乎同步进行,能够及时对设备进行监测诊断。
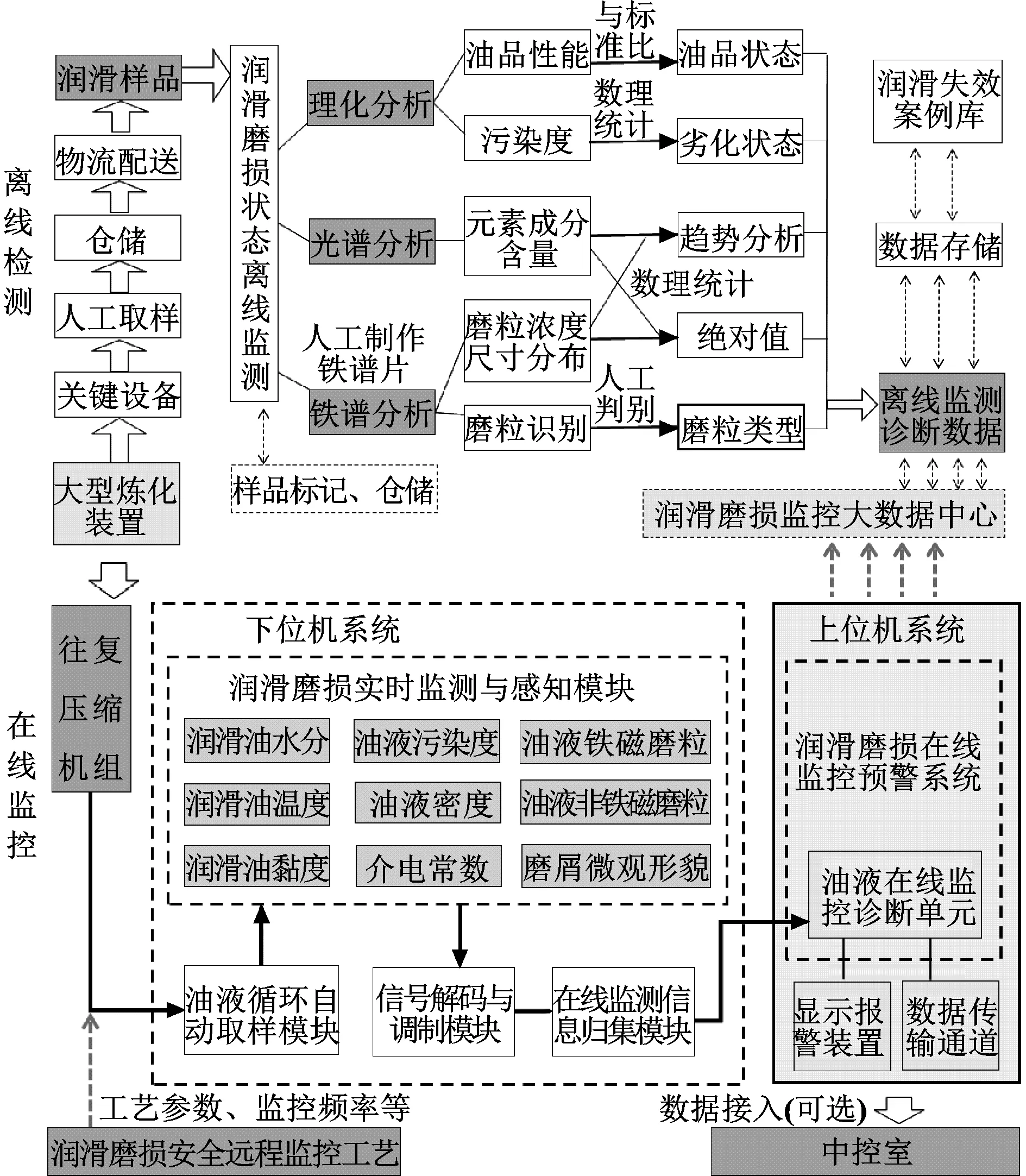
图1 润滑损伤离线与在线监测一体化示意
广州机械科学研究院已为国内十多家企业部署了数十台油液在线监测与远程运维系统,可完成“在线检测、视情维修决策”的智能化监控运维。该系统实时监测发现某压缩机组的异常磨损情况,如图2所示,避免了压缩机的严重损坏和可能导致的重大事故。可见,油液在线监测与远程运维系统能够有效保障炼化装置重大设备的安全运行。
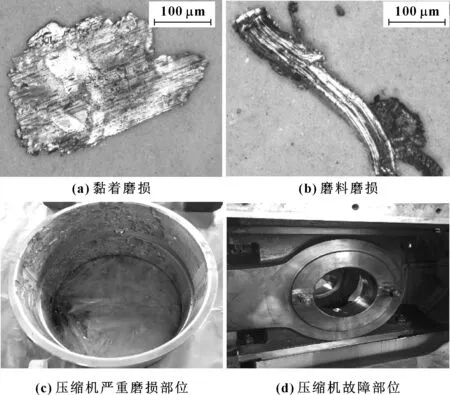
图2 某压缩机组的磨粒图片及其异常磨损
离线与在线检测技术等共同融合在一体化润滑磨损安全运维云平台,主要的工艺流程和路线图如图3所示。该平台为大型炼厂提供了基于工业互联网的“分区监测、分级评价、精准防控”技术。基于该技术,炼厂一线员工针对设备的早期故障现象,可以辅助振动监测、便携式巡检等手段完成精准故障排除、拆机更换等,降低了停机维修维护费用,减少了停机造成的成本,提高了设备可靠性,增强了炼厂安全智能运维水平。
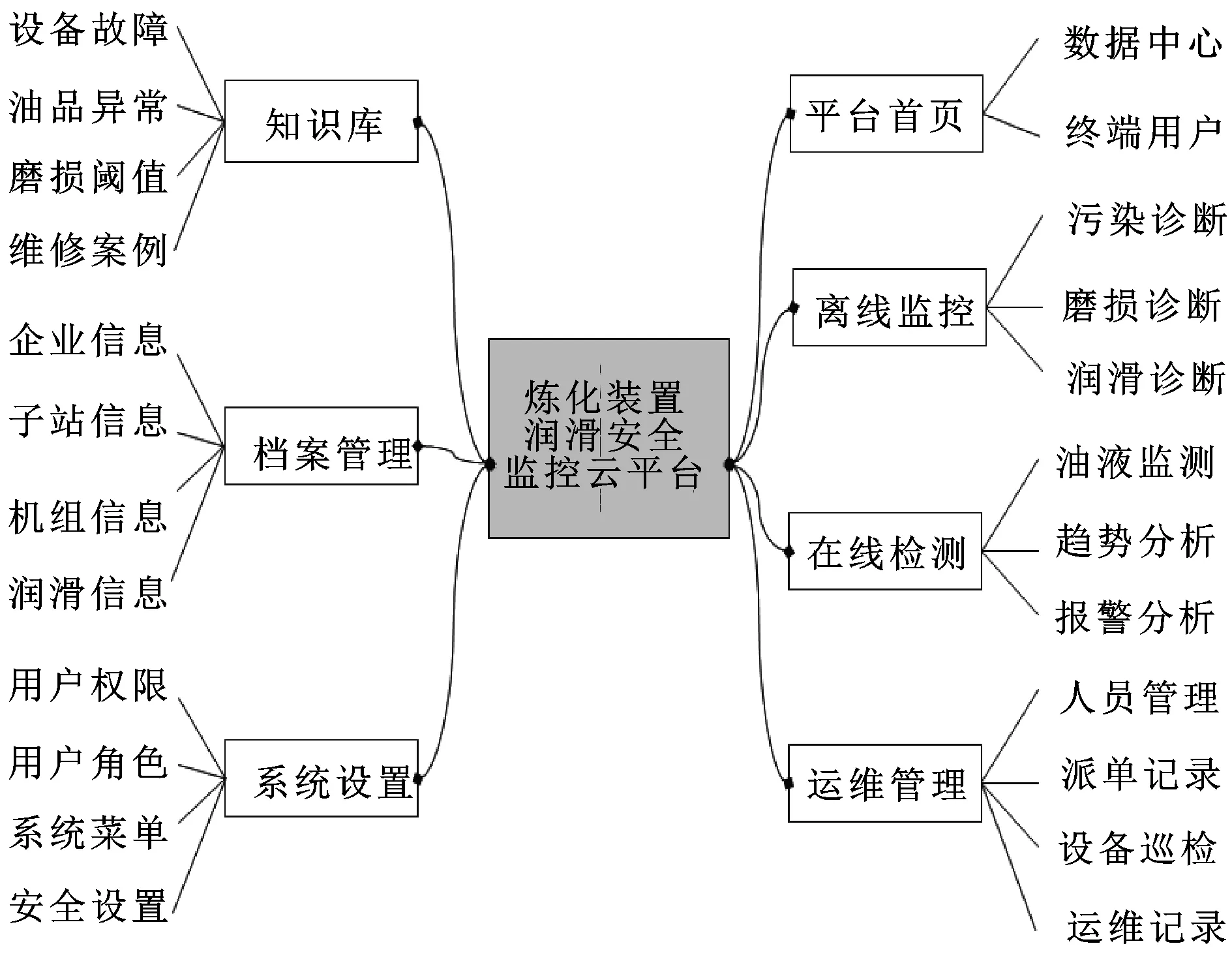
图3 炼化装置润滑安全监控运维云平台的框图
2.3 基于工业互联网的设备监控运维
国内通过长期的研究,在炼油装置润滑安全远程监控的理论研究、科研试验、工艺开发、实践应用等取得了一些进展,产生了可观的社会经济效益。同时,针对工业摩擦学技术的数十年研发和积累,成功开发出重大装备润滑磨损安全远程监控与智能运维平台,成功应用了互联网、大数据、云计算、人工智能等数字技术。相关的研究成果在我国数十座炼油企业、十余台核电机组等进行了工程应用,为数十万台关键机器与部件提供了润滑安全监控运维服务,并且为工矿企业培训了千余名工业摩擦技术专业化人才。
3 结论
对于大型炼油装置,综合应用离线油液监测技术和油液在线监测系统,可实时监测诊断装置运维状况,实现了大型炼油装置润滑磨损的“在线检测、视情维修决策”的智能化监控与运维。通过使用润滑安全智能运维云平台技术,将大数据、云计算、人工智能等数字技术应用到大型炼化装置的润滑磨损早期监测预警和风险防控,对于千万吨级的炼化装置实现设备润滑安全的“分区监测、分级评价、精准防控”等具有意义。
