一种电极箔制造自动化生产线控制系统的设计
2021-07-23滕世国张燕金王祥达
滕世国,宁 宇,张燕金,王祥达
(1.乳源东阳光机械有限公司,广东 韶关 512721; 2.韶关学院 物理与机电工程学院,广东 韶关 512005)
高性能电容器是航空航天、先进轨道交通等设备制造领域不可或缺的关键部件.电极箔作为电容器产品的核心材料,其质量决定着电容器寿命与可靠性.电极箔制造生产线的自动化水平高低则决定了电极箔的质量高低以及生产效率.
传统的通用电极箔生产线在放箔侧和收箔侧换卷(上下料)采用人工换卷,换卷时间长.繁杂的人工操作不仅降低生产效率,还导致电极箔质量不稳定.另外,目前国内外电极箔行业还存在工艺局限性:一是生产过程中存在少量盐酸、硫酸和氯气等气体释放;二是电化学过程中会产生较高的温度.整体工作环境比较恶劣,更容易带来安全隐患.
本文设计了一种电极箔自动生产线控制系统[1].由PLC可编程控制器、气缸、伺服器、电机、AGV小车等组成.创新设计了自动收放箔换卷控制系统、自动接箔装置和收放卷缓冲装置控制系统.实现了生产线全自动化,显著提高了产品质量稳定性,提升了生产效率,减少了安全隐患.
1 控制系统结构
1.1 控制系统结构
自动电极箔生产线控制系统,如图1,包括了放箔装置、放箔侧缓冲装置、电解槽组、干燥炉、放箔侧缓冲装置和收箔装置.放箔装置由放箔机、自动上下卷车、下辊车、接箔台组成,实现把箔卷上卷、下辊、箔片自动对接,箔片从放箔侧传送到缓冲装置等功能.放箔侧缓冲装置包括同步传动电机、传动辊,主要功能是把箔片存储作用,换卷时把存储的箔片传输到生产线,实现生产线不停机换卷.电解槽组由多个电解槽组成,通过标准的电解槽模组,可根据工艺需要增加或减少电解槽的数量.干燥炉包括三块加热板、加热槽、传动辊,实现箔片烘干功能.收箔侧缓冲装置,主要功能是收箔侧换卷时,把生产线传送的箔片暂时存储到此结构中.收箔装置包括了收箔机、自动上下卷车、上辊车、主要实现把箔片收卷,箔卷下机、上辊.
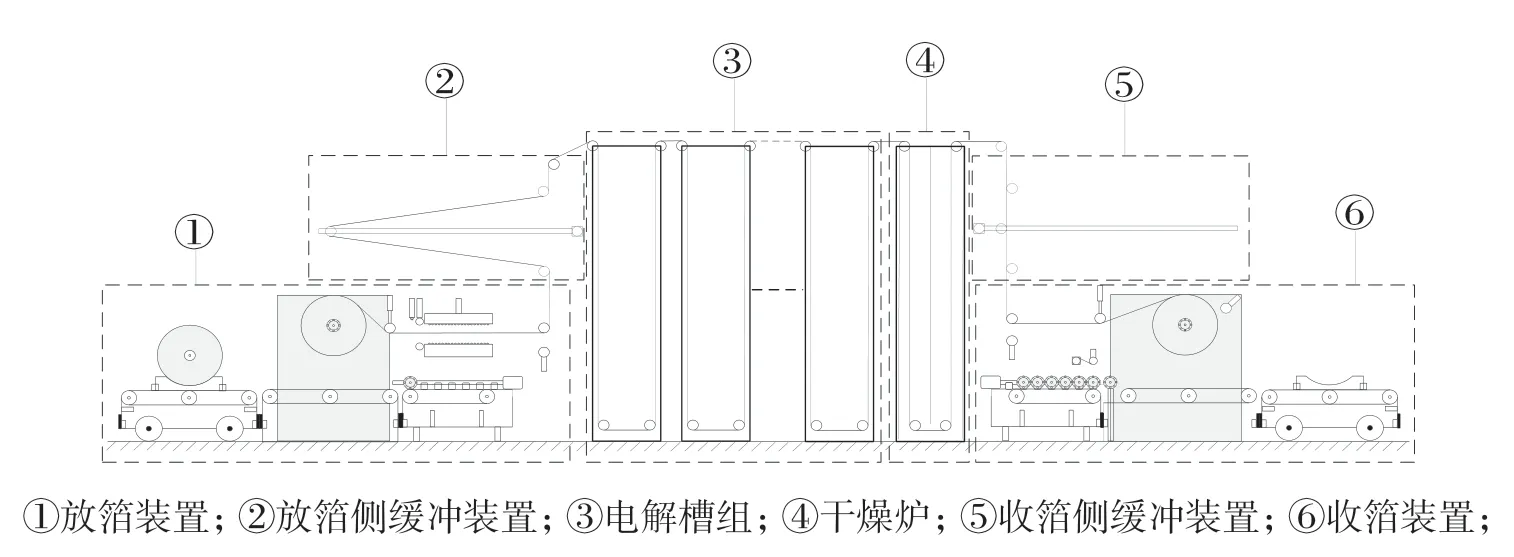
图1 电极箔生产线控制系统结构图
1.2 控制系统原理设计
1.2.1 放箔换卷控制设计
放箔换卷控制系统运行主要包括两个过程:正常放箔过程,放箔电机带动箔卷旋转,传送箔片,经接箔台,传送至箔片缓冲装置;另外是换卷过程,当整卷箔片生产完成,需要重新换一卷新的箔卷,需要放箔机停机、下辊、上卷、接箔等动作.放箔侧主要由4个部分组成:自动上下卷AGV小车、放箔机、接箔台、下辊车.
换卷过程如图2和图3所示,停机下辊,当整卷箔生产完成后,图3中气缸和挤压辊动作,箔片停止向前传送.接箔台上的挤压辊和切刀把剩余箔片切断,收箔电机反转,把分切后多余的箔片回收到辊子上,然后通过图3中电机和上下移动导轨把辊下移到放箔机的传送带上,通过传送带把辊子向右传送到下辊车上.上卷时,自动上下卷AGV小车把待换箔卷通过传送带传送到放箔机,通过图3中电机和上下移动导轨把箔卷上移到放箔电机卡扣上,再通过传送带把木托返回到自动上下卷AGV小车上.上卷完成后,通过电机带动吸盘把箔片吸到接箔台中,经过上下压装置,有特殊凸点的挤压面把箔片挤压对接在一起.挤压一段时间后,收回下压装置,此时箔片接箔完成.放箔机重新运行,把箔片传入后一级装置.
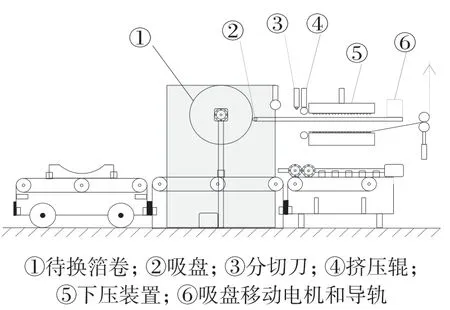
图2 放箔侧换卷运行示意图
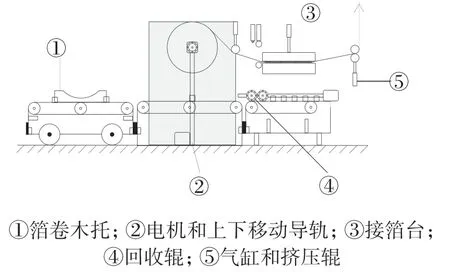
图3 放箔侧换卷接箔运行示意图
1.2.2 放箔缓冲装置控制设计
放箔缓冲装置通常工作状态见图4.移动传动辊在最左端,此时装置能存储最多的箔片,以备换卷时用.当放箔侧换卷功能启动后,放箔缓冲装置同步电机运行,移动传动辊向右移动,此时放箔缓冲装置箔片运行速度与生产线速度同步,保证箔片同步传送到电解槽,实现生产线换卷不停机生产.换卷完成后,同步电机反转快速运行,移动传动辊向左移动,进行储箔,直到最左端为止,储箔完成,同步电机停止运行.等待下次换卷.
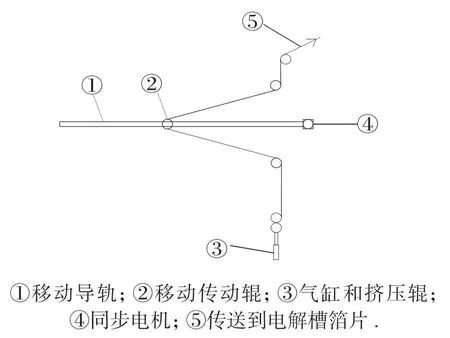
图4 放箔停止及下辊结构图
1.2.3 收箔侧缓冲装置控制设计
收箔侧缓冲装置,跟放箔侧缓冲装置功能刚好相反,即正常运行时移动传动辊在最左侧,此时收箔侧缓冲装置不存储任何箔片.当收箔侧换卷时,此装置启动,气缸动作带动挤压辊,把箔片挤压固定,停止向收箔侧送箔;然后同步电机运行,带动移动传动辊向右移动,将生产线传送的箔片存储到此装置中;换卷完成后,同步电机反转,移动传动辊移动到最左侧,配合收箔机把存储的箔片全部传送到收箔机,此时收箔侧缓冲装置恢复正常运行状态.
1.2.4 收箔换卷装置控制设计
收箔侧运行过程如图5.收箔机电机转动,带动箔卷恒张力转动,把生产线加工好的箔片成卷.收箔侧收完整卷箔后,进入换卷模式,贴胶器启动,在上机辊粘胶双面胶,通过辊上升气缸动作,上升到箔片中,辊通过双面胶粘贴住铝箔,分切刀动作,把箔片切断.然后,自动上下卷AGV小车把木托传送到箔卷正下方,上下卷导轨和电机把箔卷下移到木托,传送带把箔卷传送到自动上下卷车上.通过辊带动导轨和电机把新上辊移动到收卷电机上,通过收箔电机上的卡扣固定,完成换卷.
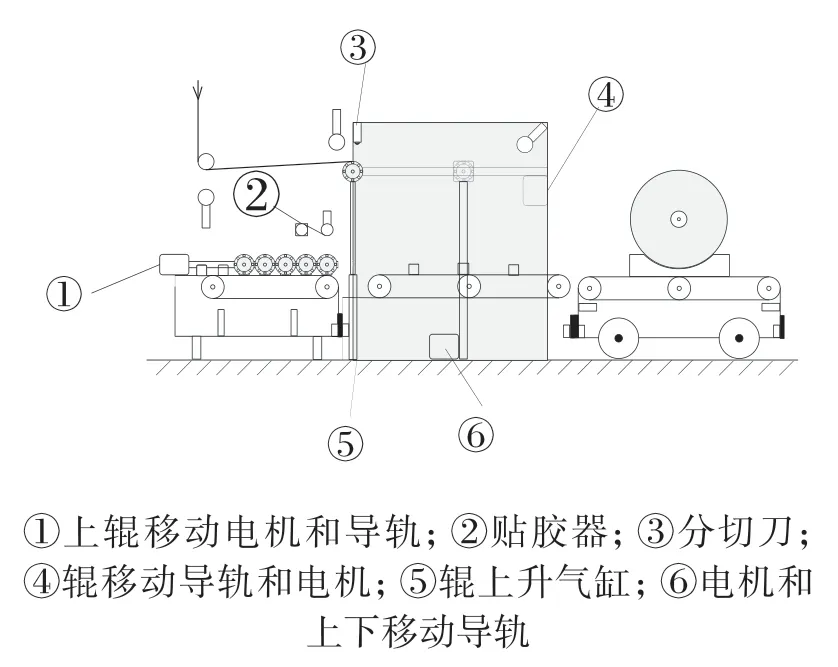
图5 收箔侧换卷结构示意图
2 PLC控制系统设计
PLC采用OMRON的CJ1M-CPU13-ETN带以太网通信模块可编程控制器.输入信号有接近开关.输出主要是相应的电机、气缸、温控表等控制.生产车间总控台主要通过以太网与PLC通信;服务器与生产车间总控台通过以太网交换数据,服务器保存相应PLC数据.
3 主要控制系统软件设计
程序软件采用的是OMRON公司CX-Programmer9.7版本,程序主要包括放箔换卷系统程序、接箔系统程序、箔片缓冲系统程序、收箔换卷系统程序.图6为放箔换卷程序流程图,包括了下辊、AGV小车上卷、木托回收到AGV小车等过程.
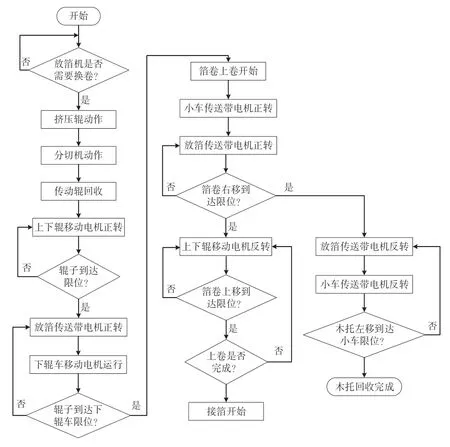
图6 放箔换卷流程图
图7为放箔侧接箔系统程序流程图,主要是新上整卷箔后,完成与之前的箔片对接动作.主要包括真空吸箔,把箔片与之前的箔片叠加在一起,启动下压装置,把箔片压接在一起.
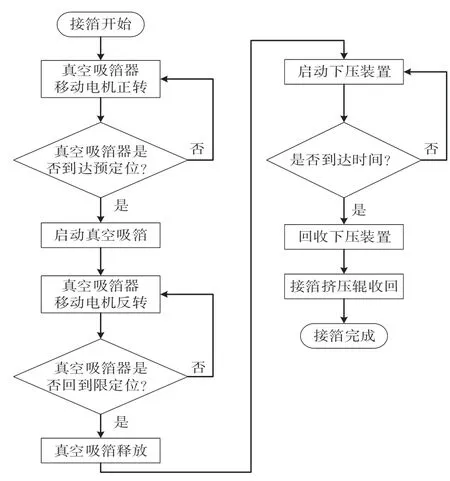
图7 接箔系统程序流程图
放箔侧箔片缓冲系统如图8,通过控制同步电机转速,使放箔侧箔片缓冲存储箔片传送速度与生产线箔片运行速度一致.
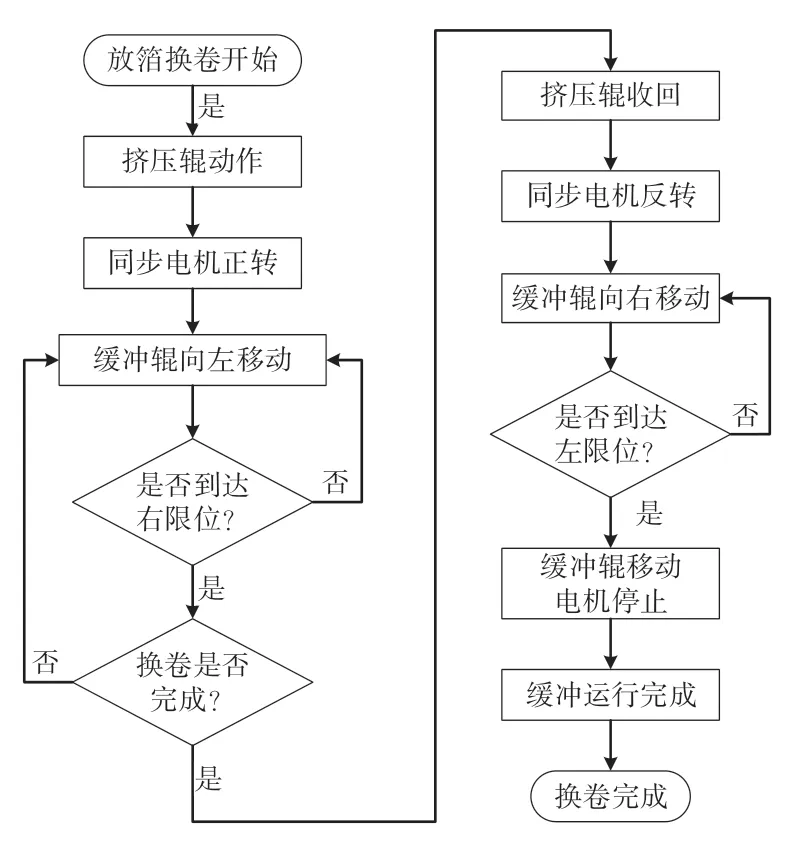
图8 放箔侧缓冲系统程序流程图
收箔换卷系统如图9,包括上辊、上木托、下卷.整卷箔收完后,需要下卷,重新上一个新辊收箔.

图9 收箔换卷系统程序流程图
4 结语
笔者设计的这套电极箔制造全自动生产线控制系统,实现了收放箔换卷、接箔和收放卷全自动控制.该设计相比传统设计具有显著优势:一是全程自动化,速度更快,生产效率更高;二是自动上下卷AGV小车使箔卷运输更加顺畅方便;三是可适应不同电解工艺需求的模块化电解槽;四是全程生产数据实时记录存储功能提高产品查询和故障诊断效率.该电极箔制造自动生产线控制系统可有效改进产品质量,提高生产效率,减少安全隐患,具有重要的实际应用价值.