SmartSite RS型应力仪检测不同热输入下16?MnDR焊接接头的残余应力
2021-07-21谭世友王波闫岩
谭世友 王波 闫岩


[摘 要]焊接过程中会产生焊接残余应力,SmartSite RS型应力仪检测焊接残余应力的研究相对较少。SmartSite RS型应力仪对不同热输入下16 MnDR焊接接头残余应力进行检测,研究焊接热输入对残余应力的影响,指导该型设备应用于实际生产,具有重要意义。
[关键词]SmartSite RS型应力仪;残余应力;热输入;16 MnDR接头
[中图分类号]TH87 [文献标志码]A [文章编号]2095–6487(2021)04–00–02
SmartSite RS Type Stress Meter Detects the Residual Stress of
16 MnDR Welded Joints Under Different Heat Input
Tan Shi-you,Wang Bo,Yan Yan
[Abstract]Welding residual stress will be generated in the welding process. There are relatively few researches on the detection of welding residual stress by SmartSite RS type stress meter. The SmartSite RS type stress meter detects the residual stress of 16 MnDR welded joints under different heat input, studies the influence of welding heat input on the residual stress and guides the application of this type of equipment in actual production, which is of great significance.
[Keywords]SmartSite RS type stress meter; residual stress; heat input; 16 MnDR joint
焊接过程是一个局部不均匀的加热过程,不均匀温度场会导致受约束的热变形和塑性变形,不可避免地产生残余应力[1-2]。残余应力是影响焊接工件的疲劳强度和疲劳寿命的重要因素,且影響工件的尺寸精度和稳定性[3-4]。基于X射线衍射无损检测法[5-6],采用SmartSite RS型应力仪检测16 MnDR焊接接头的焊接残余应力报道较少。
本文采用SmartSite RS型应力仪对不同热输入下的16 MnDR焊接接头的焊接残余应力进行检测,研究焊接热输入对16 MnDR接头残余应力影响和指导该型设备应用于实际生产具有重要意义。
1 实验方法与设备
1.1 实验设备
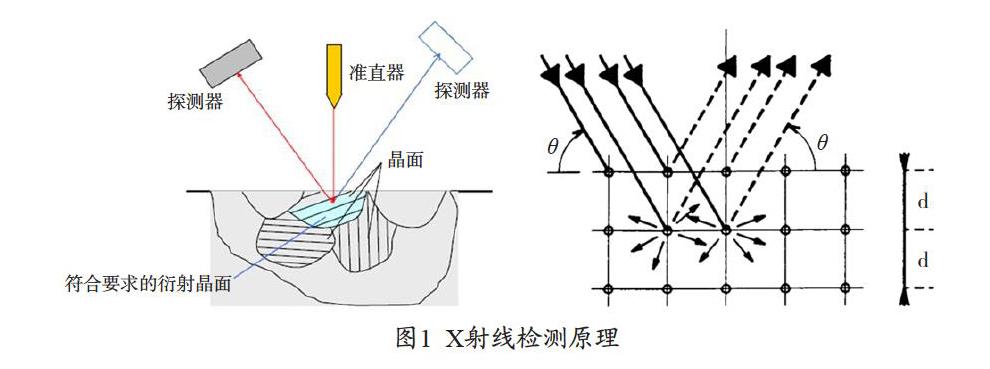
X射线衍射无损检测法原理如图1所示。当一束具有一定波长λ的X射线照射到多晶体上时,会在一定的角度(2θ)上接收到反射的X射线衍射峰[5-6]。
SmartSite RS型便携式应力仪基于X射线衍射无损检测法,检测材料表面的残余应力,通过一次射线照射即可采集接近完整的徳拜环,采用cosα方法计算输出应力结果,无需传统测角仪式运动,具有检测快速、结果精准和便携小巧特点[5-6]。
1.2 实验方法、母材和焊丝
组装时保证每块对接试板的间隙为3 mm,焊缝背面贴陶瓷垫板,保证两试板平直度;采用机械手焊接对接试板,焊接时分别采用10 ~15 kJ/cm、15 ~20 kJ/cm、20 ~25 kJ/cm热输入进行焊接。根据热输入进行编程,确定焊接参数。焊接热输入公式如下:
E=U×I×η/v (1)
E为焊接热输入;U为焊接电压,V;
I为焊接电流,A;v为焊接速度,cm/s或mm/s;
η为热效率系数,氩弧焊为0.5,气保焊为0.6~0.8,埋弧焊为0.8~0.9。
母材为300 mm×300 mm×12 mm的16 MnDR,其化学成分和力学性能见表1。16 MnDR焊接使用的焊接材料为ISO14341-A-G384M212Si。保护气体为富氩混合气(Ar=80%~82%,CO2=18%~20%),焊丝化学成分见表2。
采用SmartSite RS型便携式应力仪,检测3种不同热输入下焊接接头的残余应力,分析不同热输入对焊接接头残余应力的影响。
2 结果与分析
检测试板为对接焊接试板,16MnDR焊接材料在不同焊接热输入下的试板如图2所示。沿焊缝选择3处进行检测,垂直焊缝方向选择焊缝中心和两处热影响区布置检测点,各试板检测总测点数量为9个。残余应力检测方向为垂直焊缝方向。
如表3所示是焊缝三种不同热输入下接头的德拜环结果,SmartSite RS型应力仪使用二维探测器采集德拜环衍射信息。德拜环的形貌可反映测点处的材料组织状态,一般材料组织越均匀,其衍射德拜环越平滑。
对母材区、热影响区和焊缝中心采集的德拜环图谱进行对比分析,表明焊缝中心的德拜环均匀性更差,反映出焊缝中心相对于母材,其组织更加不均匀;对比不同热输入下接头的母材区、热影响区和焊缝中心区域的德拜环图谱,热输入小的接头德拜环图谱更圆滑,表明热输入小的接头的组织较热输入大的接头更加均匀。
表4是3种不同热输入下接头的残余应力值。图3是热输入为20~25 kJ/cm接头的残余应力树形图。焊缝中心区域为拉应力,热影响区和母材区为压应力。应力分布呈现较为显著的规律:焊缝中心为拉应力,向母材区延伸时,应力急剧降低并呈压应力状态,且焊缝中心的残余应力绝对值大于热影响区和近热影响区的母材区,与德拜环图谱结果一致。
图4是3种不同热输入下接头的残余应力值的平均值树形图。3种不同热输入的接头残余应力与上述结果一致。热输入大的接头在相同区域(焊缝中心、热影响区和母材区)的残余应力要大于热输入小的接头的残余应力。表明热输入小,接头残余应力更小,有利于变形控制,有利于提高疲劳强度和疲劳寿命。因此在焊接过程中,热输入小能降低工件的变形和有利于疲劳强度和寿命。
SmartSite RS型应力仪在检测过程中,以其体积小、测量速度快速和结果精准等特点,能满足16 MnDR对接接头的残余应力检测,对设备应用与实际工况具有指导意义。
3 结论
本文采用SmartSite RS型应力仪对不同热输入下的16MnDR焊接接头的焊接残余应力进行检测,研究焊接热输入对16MnDR接头的残余应力的影响,结论如下:
(1)焊缝中心区域为拉应力,热影响区和母材区为压应力。向母材区延伸时,应力急剧降低并呈压应力状态,与德拜环图谱结果一致。
(2)热输入大的接头在相同区域(焊缝中心、热影响区和母材区)的残余应力要大于热输入小的,热输入小能降低工件的变形和有利于疲劳强度和寿命。
(3)SmartSite RS型应力仪在检测过程中,以其优势能满足16 MnDR对接接头的残余应力检测,对设备应用与实际工况具有指导意义。
参考文献
[1] 黄小叶.焊接构架侧梁残余应力数值模拟分析[D].成都:西南交通大学,2008.
[2] 张家栋,李强,王灵芝.利用巴克豪森效应测量转向架焊接构架残余应力[J].机车车辆工艺,2009(2):1-4.
[3] 苗莉莉,张新.磁弹性法无损测试转向架残余应力分布的试验研究[J].铁道车辆,2009,47(2):1-3.
[4] 张世欣,邓小军,王明岩,等.B型地铁构架焊接残余应力X射线衍射法测量[J].电焊机,2014,44(5):252-255.
[5] 方洪渊.焊接结构学[M].北京:机械工业出版社,2008.
[6] X射线应力测定方法:GB 7704—2008[S].
