06Ni9DR钢板检验的重点及难点分析
2021-07-21解朝晖马向峰陈明健陶所平
解朝晖,马向峰,陈明健,任 磊,陶所平
(合肥通用机械研究院有限公司,安徽 合肥 230031)
根据GB/T 221—2008《钢铁产品牌号表示方法》[1],06Ni9DR 钢板为低温容器用 9% Ni 钢板,等同于 EN 10028-4—2017《Flat Products Made of Steels for Pressure Purposes—Part 4:Nickel Alloy Steels with Specified Low Temperature Properties》[2]中 的 X7Ni9 钢 、ASTM A553/533M—2017《Standard Specification for Pressure Vessel Plates,Alloy Steel,Quenched and Tempered 7,8 and 9% Nickel》[3]中的Ⅰ型钢和JIS G3127—2019 《低温压力容器用镍钢板》[4]中的 SL9N520(正火)、SL9N590(调质)钢。
06Ni9DR钢板有良好的低温性能,被广泛用于液化天然气(LNG)储罐的建造。我国06Ni9DR钢板生产起步较晚,2009年第1块LNG储罐用06Ni9DR钢板在太原钢铁(集团)有限公司下线,填补了06Ni9DR钢板国产化空白。目前,我国已有多家钢铁制造厂家,如鞍山钢铁集团有限公司、南京钢铁股份有限公司、宝山钢铁股份有限公司、江阴兴澄特种钢铁有限公司和舞阳钢铁有限责任公司,都具备生产06Ni9DR钢板的能力,产品的各项合格指标均不低于美国和欧洲的相关标准和要求,尤其是-196℃冲击功要求远高于国外标准水平。
随着06Ni9DR钢板国产化制造技术的成熟,国内建造的LNG储罐的体积也在逐渐增大。最早中国寰球工程公司参照欧洲标准和美国标准为大连项目、如东项目各设计了2台地上全包容式1.6×105m3的LNG储罐,随后建成投产的唐山、广西、山东等地LNG项目中的储罐容量也大多为1.6×105m3,目前已经建成投产容量最大的储罐为如东LNG项目中的2×105m3储罐。06Ni9DR钢板的使用厚度从早期的6~27.5 mm发展到5~35.5 mm。06Ni9DR钢板国产制造技术的成熟也为其出口奠定了基础。从2019年开始,江阴兴澄特种钢铁有限公司已向越南出口06Ni9DR钢板,用于建造LNG储罐。文中结合近十几年来06Ni9DR钢板生产中出现的问题,从钢板检验角度,详细介绍了各生产环节的控制要点、注意事项和存在的一些特性规律。
1 06Ni9DR钢冶炼方法
06Ni9DR钢的冶炼,允许采用氧气转炉+炉外精炼,经真空处理方法生产。也可以采用电炉+炉外精炼,经真空处理方法生产。
06Ni9DR钢主要用于低温环境,对性能要求高。因此,对钢中各元素含量有严格要求,尤其是P、Ni和S元素,各钢铁制造厂应根据自己的实际情况选择适宜的冶炼方法。
2 06Ni9DR钢板主要检验工序重点及难点
2.1 熔炼成分检查
06Ni9DR钢板的化学成分要求见表1。应严格控制C、S、P元素的质量分数,使其不得超过表1中的要求。以每炉罐号为单位进行钢板成品的分析检测。

表1 06Ni9DR钢板化学成分要求(质量分数) %
熔炼分析还应列出钢板中 Cr、Nb、Cu、Al等微量元素的质量分数,Cr、Cu、Mo元素质量分数总和应不超过0.50%。
熔炼分析要求未区分薄板和厚板,而是给了同一个范围。关于熔炼分析中各元素的质量分数,应注意以下两点,①熔炼分析各元素的质量分数应避免控制在技术要求数值的上限或下限,防止因元素偏析或人工操作带来的误差而导致检测结果超出技术要求数值的范围。②实际生产的LNG储罐用钢板厚度有时相差很大,如2×105m3LNG储罐用到的钢板最薄为5 mm,最厚为35.5 mm。考虑钢板调质的淬透性,应适当调整薄板和厚板的C元素质量分数。
2.2 钢板轧制检查
轧制不同规格的钢板需对应的板坯规格尺寸是不同的,确定轧制钢板的规格尺寸后选择相应的板坯。板坯需要加热到一定的温度方可进行轧制,轧制之前需要对板坯进行除鳞,且除鳞要彻底,否则成型后的钢板表面质量差。轧制过程中要严格控制轧制温度(始轧温度、终轧温度)、轧制道次、轧制下压量,为了提高钢板的冲击韧性,有的钢厂采用横开坯纵轧。
钢板轧制环节主要控制钢板厚度、宽度和表面质量,因此,钢板轧制后均需通过人工在线检查厚度、宽度和表面质量。钢板刚轧制完毕温度仍然很高,需要考虑钢板在冷、热状态下的尺寸差异,检查必须由专业人员操作。
2.3 超声检测
对于厚度不小于6 mm的钢板,按照BS EN 10160—1999 《Ultrasonic Testing of Steel Flat Product of Thickness Equal or Greater than 6 mm(Reflection Method)》[5]逐张进行超声检测。随着06Ni9DR钢板在国内的普遍使用和大规模生产,已经逐步采用NB/T 47013.3—2015《承压设备无损检测 第3部分:超声检测》[6]进行100%超声检测,Ⅰ级合格。
按BS EN 10160—1999进行超声检测时应注意,对钢板中间部位采用扫描间距均为100 mm的横向和纵向检测,对边部进行100%超声检测。钢板在无损检测阶段尚处于毛边状态,对边部进行100%超声检测时一定要考虑切边的宽度,留出充分的切割余量。这是因为钢板的切边不是完全按照边部对等的距离切割,而是根据四周边部情况,调整切割出需要的钢板交货尺寸,留出切割余量可防止边部检测合格的区域被切除。
2.4 热处理检查
06Ni9DR钢板轧制后,需要通过热处理来调节钢板的性能,从而达到技术要求。一般要求离线进行调质热处理,06Ni9DR钢板的淬火温度在770~830 ℃,回火温度在 540~620 ℃[7]。 目前淬火处理均采用水冷,回火处理均采用空冷。
在06Ni9DR钢板实际生产过程中,针对不同的板厚,结合性能等因素,有正火+正火+回火(NNT)、淬火 +回火 (QT)和淬火+淬火+回火(QLT)这3种热处理方式。对于厚度不大于8 mm的06Ni9DR钢板,允许采用NNT热处理工艺。相同厚度06Ni9DR钢板在3种热处理方式下的板形、成本和工序比较见表2。

表2 相同厚度06Ni9DR钢板在不同热处理方式下的板形、成本和工序比较
06Ni9DR钢板的热处理温度是针对所有厚度钢板给定的范围,实际操作时需要根据热处理炉状态、测温点位置、热处理时间和钢板厚度等情况进行适当调整。
冷却水温度和冷却时的环境温度对06Ni9DR钢板热处理性能影响也很大,不同制造厂家应结合各自条件确定最佳参数。
2.5 力学性能和工艺性能检验
2.5.1 拉伸试验
对公称厚度t为5~37 mm的06Ni9DR钢板进行拉伸试验,取样方法执行BS EN10028-1—2017《Flat Products Made of Steels for Pressure Purposes—Part 1:General Requirements》[8],试验方法则执行 BS EN10002-1—2001《Metallic Materials—Tensile Testing—Part 1:Method of Test at Ambient Temperature》[9]。 交货状态下的钢板室温拉伸性能应当符合上屈服强度ReH≥585 MPa、抗拉强度 Rm在 690~820 MPa、延伸率A≥20%的相关要求。
检验过程中,任意选取不同厂家生产的熔炼成分相同或相近、厚度相同或相近的06Ni9DR钢板,在NNT、QT和QLT这3种热处理方式下进行拉伸试验,发现钢板拉伸性能从好(稳定)到差对应的热处理方式依次为QLT、QT、NNT。
2.5.2 冲击试验
-196℃下06Ni9DR钢板横向冲击功要求见表3。冲击试验取样方法执行BS EN10028-1—2017,试验方法则执行 BS EN10045-1—1990《Charpy Impact Test on Metallic Materials—Part 1:Test Method (V-and U-Motches)》[10]。除此之外,每个试样断口的侧膨胀量要求最小为0.64 mm,纤维断面率要求最小75%。冲击试样尺寸根据钢板厚度确定。
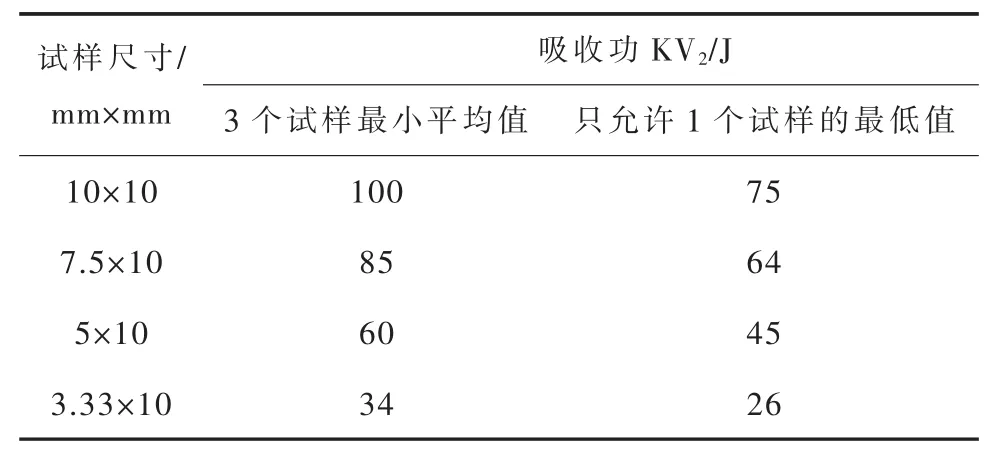
表3 -196℃下06Ni9DR钢板横向冲击功要求
在冲击试验检查过程中经常出现以下问题,应当引起重视,①冲击试样较多,尺寸又较小,加工时易混料。②V型槽开口方位加工容易出错。③尺寸为7.5 mm×10 mm的试样容易加工成5 mm×10 mm试样。
检验过程中,任意选取不同厂家生产的熔炼成分相同或相近、厚度相同或相近的06Ni9DR钢板,在NNT、QT和QLT这3种热处理方式下进行冲击试验,发现横向低温冲击性能从好(稳定)到差对应的热处理方式依次为QLT、QT、NNT。如果低温冲击性能不合格,侧膨胀量和纤维断面率也基本不合格。
除了拉伸性能、冲击韧性、侧膨胀量和纤维断面率外,在不考虑钢板轧制方向和化学成分差异等因素下,大量数据显示,钢板的成材率与热处理方式也有一定的关系,成材率从高到低对应的热处理方式依次为 QLT、QT、NNT。
2.5.3 冷弯试验
冷弯试验取样执行GB/T 2975—2018《钢及钢产品力学性能试验取样位置及试样制备》[11],试验方法执行GB/T 232—2010《金属材料 弯曲试验方法》[12]。横向冷弯试验要求是,试样宽度b=2a(a为试样厚度),但不小于20 mm,弯心直径d=3a。钢板表面应不加工,室温下180°冷弯试验应无裂纹。
在冷弯试验尺寸检查过程中,发现有宽度加工错误问题,试样宽度虽满足b=2a,但不满足不小于20 mm的要求,主要出现于厚度小于10 mm的钢板。
2.5.4 落锤试验
对应储罐罐壁最厚的钢板,选取2组试样在-196℃下进行落锤试验,取样和试验方法执行GB/T 6803—2008《铁素体钢的无塑性转变温度落锤试验方法》[13],双试样未断裂为合格。试验时,建议从2块不同炉号的钢板上取样,这样实际是扩大了检测范围。
2.6 外观质量检查
06Ni9DR钢板热处理后,需要去除钢板表面的氧化皮。国内刚开始生产06Ni9DR钢板时是按照 ISO 8501-1—2007 《Preparation of Steel Substrates before Application of Paints and Related Products—Visual Assessment of Surface Cleanliness—Part 1:Rust Grades and Preparation Grades of Uncoated Steel Substrates and of Steel Substrates after Overall Removal of Previous Coatings》[14]中的SSPC-SP10/SA2.5级要求执行的,现在则逐步采用了GB/T 8923.1—2011《涂覆涂料前钢材表面处理 表面清洁度的目视评定 第1部分:未涂覆过的钢材表面和全面清除原有涂层后的钢材表面的锈蚀等级和处理等级》[15]中规定的Sa2.5级要求。
钢板表面质量是检验的重点,对钢板生产中因摩擦、擦划等造成的划痕、凹坑,钢板喷丸后氧化皮脱落留下的麻坑等缺陷,其检查、发现和界定有一定难度,主要有以下原因,①在轧制、转序过程中,多是钢板下表面接触辊道,因此钢板下表面质量比上表面差,而且厚板下表面质量往往差于薄板下表面。正常情况下应该对钢板进行双面检查,但部分制造厂的检查线(包装线)不具备自动翻板条件,上表面容易检查、打磨,而对下表面,只能翻板或者放到架子上,由操作人员仰头检查并打磨下表面缺陷部位,操作困难且易遗漏缺陷。②外观检查多采用手电筒照射,而缺陷的形状各异且不规则,有些缺陷顺光无法发现,需要转换不同角度和光照方向才可。③钢板尺寸不允许有负偏差,允许上公差数值也不大,打磨深度和同板厚度差不易控制。④薄板和厚板的厚度公差不同,同样大小的缺陷,在厚板上打磨后合格,但在薄板上打磨后就不一定合格。⑤喷丸处理氧化皮脱落之后表面形成的麻坑深浅不一,给判定带来一定的难度。
在钢板表面质量检查中,首先要分析、确定缺陷产生的原因及环节,采取不同措施加以改进并重点控制。如,生产厂家准备翻板工装或检验平台,发现有影响表面质量和性能的缺陷时多采用打磨处理,但有时打磨部位较多,很难目测出打磨部位深度是否超标,也不可能对每个打磨部位都进行厚度检查。因此检验时一般都是对目测相对较深的打磨部位进行测厚,若其深度不超标,其它打磨部位基本不用检查;若其深度超标,再对相对较深的打磨位置进行测厚。
2.7 尺寸和板形检查
2.7.1 厚度和不平度
06Ni9DR钢板厚度偏差允许范围及板内最大厚度差见表4,不平度偏差允许范围见表5。表4中W为公称宽度。

表4 06Ni9DR钢板厚度偏差允许范围及板内最大厚度差 mm
从表5看出,不同公称厚度钢板的不平度允许范围较宽。实际生产中,因不平度问题判废、返工矫平钢板的情况偶有发生。不平度超标带来的不利影响有,①不利于后期钢板的预制成型,如坡口加工、弧度预制。②不利于现场组对、焊接,不利于储罐垂直度和椭圆度的控制。③不平度超标有时会导致钢板报废,影响钢板成材率。

表5 06Ni9DR钢板不平度偏差允许范围 mm
考虑钢板组焊及安装后壁板垂直度等要求,需严格控制钢板的不平度。而钢板大部分经调质处理,变形难免,10 mm以下厚度钢板的变形尤为明显,最终只能选择矫平处理。而06Ni9DR钢属于高强度钢,不易矫平,且矫平后容易反弹,在检验时应注意,①钢板淬火处理时,要针对不同厚度控制不同部位的喷水量和压力。②钢板变形较大,矫平后应在自由状态下放置约7 d再进行检查,必要时可以制造检验平台检查钢板不平度。③严格检查钢板边部的小波浪。④制造厂应采取保护措施,避免钢板在转序、运输等过程中产生变形。
2.7.2 长度和宽度
待钢板性能等合格后再确定其尺寸,多采用等离子切割、剪切等方式在制造厂切割钢板四边,达到订货尺寸的最小矩形。如果钢板需要预制成型,制造厂和预制厂可以协商确定发往预制厂的钢板尺寸偏差,留一定的加工余量,以满足后期预制厂的加工和预制。06Ni9DR钢板宽度和长度偏差允许范围见表6。

表6 06Ni9DR钢板宽度和长度偏差允许范围 mm
考虑能源、成本、制造工期和生产流程等因素,建议制造厂与预制厂合作,将性能合格钢板的所有工序,如切边、喷丸、表面处理及检查等均安排在预制厂完成,这样可减少制造厂的人员、设备等投入,缩短工期。同时钢板切割余料尺寸变大,可以作为小部件用料,也可以为施工现场提供连接板,材料利用率得到提高。
2.8 标识检查
对每张钢板,都应该按照订货技术要求和GB/T 247—2008《钢板和钢带包装、标志及质量证明书的一般规定》[16]进行标识,例如制造厂名称或者标志、炉号、批号、规格、热处理状态和无损检测等。
为了现场安装时快速区分钢板的上边缘和下边缘,建议在标识处用箭头标识加以区别。按照有关规定,低温钢板上不允许打钢印标识,标识用墨水需采用非水溶性、不包含损害钢板成分的涂料。
2.9 剩磁检测
带有一定量磁性的钢板会影响焊接及焊缝质量,因此,06Ni9DR钢板出厂前应对每张钢板进行磁性检查,一旦超标就需进行消磁处理。
根据06Ni9DR钢板剩磁检查方法、检查位置、检测时机及检测设备,结合06Ni9DR钢板剩磁分布规律,检验时应注意以下几点。
(1)制造厂、预制厂和现场应采用同一型号的高斯计,最好一起校验后使用。
(2)应选用电子式检测设备,机械设备的灵敏度相对低,不能正确反应钢板的磁场强度。
(3)剩磁的分布规律是,越靠近板边剩磁量越高,尖锐部位相对板边剩磁量较高,因此只需沿钢板四周和拐角部位检测剩磁即可。
(4)建议剩磁检测位置在钢板四周距边缘5 mm范围内,以便于后续焊接。
(5)同一张钢板、同一个部位,放平和不放平条件下检测的剩磁值不同,剩磁值随着板形的变化而变化。同一张钢板、同一个部位,单独摆放和与其它钢板堆放在一起检测的剩磁值也不同,通常堆放在一起的剩磁检测值偏低。因此,钢板出厂前剩磁检测的最佳时机是在喷涂后、包装前。
(6)在制造厂检测的钢板剩磁值大多在30 GS以下(检测为0 GS也正常),超过此值应对钢板进行消磁处理。
(7)多次检验发现,采用消磁设备进行钢板消磁效果较差,应在钢板生产、转序、加工以及运输等过程中远离高压电、高压电器设备或者影响剩磁水平的环境和磁性物体。
(8)转序、运输等过程可能会对钢板剩磁产生影响,在制造厂检查剩磁合格,但运至安装现场剩磁有可能会超标。
(9)如果剩磁值超出标准不多,在不影响焊接和焊缝质量的前提下,建议制造厂与现场沟通,在钢板剩磁超标部位加以标记,以便现场复查。
2.10 包装及运输检查
钢板出厂前,需要按照技术要求制定详细的包装、运输方案,采用专用托架。
运输容易使钢板变形,运输装车时钢板是叠放在一起的,每张钢板下都要垫厚度相同、间距约1 m(根据钢板厚度而定)的木条,以方便卸货。考虑到钢板叠放在一起时的受力,钢板之间的木条必须上下垂直对齐,防止错位造成钢板变形。运输时钢板必须固定在托架上,以防晃动木条产生错位。
3 结语
在06Ni9DR钢板检验过程中,经常会碰到一些满足订货技术条件要求,而实际生产无法操作的问题,如,对边部有小波浪的钢板,其不平度满足订货技术条件,但却影响钢板的坡口加工、弧度预制等,这就需要检验人员熟悉验收标准,结合工作经验去判断、协调和沟通。
随着我国钢铁制造厂家生产能力、技术水平的不断提高以及工艺的不断改进,早期生产06Ni9DR钢板出现的一些问题已逐渐减少或消除,成材率逐步提高。国产06Ni9DR钢板质量良好,完全能够满足大型LNG储罐建造的各项要求,在积极促进国内LNG储配站快速发展的同时,也会加快06Ni9DR钢板的出口。
