基于iFIX的生产线上位机数字化监控系统开发研究
2021-07-20刘井义


摘 要:介绍了iFIX软件在金切行业柔性自动化生产线集成中的应用,详细分析了采用iFIX软件开发某柔性自动化生产线上位机监控系统的过程。利用OPC技术,基于iFIX软件和SQL Server数据库管理软件,实现了对柔性自动化生产线的运行可视化监控、生产过程的信息化管理、质量追溯等功能。
关键词:iFIX软件;柔性自动化生产线;上位机监控系统
0 引言
近年来,以机床配备辊道、机械手、机器人等物流系统构成生产线单元的形式进行加工已成为金切行业发展的重要方向,并逐步向无人化、省人化的自动生产模式迈进。伴随着这种应用发展的趋势,提升生产线自身的管理水平也成为企业加工应用的新需求。因此,对生产线加工单元配套实施数字化、信息化管理系统将成为提升企业车间生产管理水平的基础,也能为企业将来实现“工业4.0”探索一条可行之路。
本文所述某柔性自动化生产线单元的上位机数字化监控系统,可实现对生产线单元信息的采集、可视化监控、生产信息保存及查询等多种需求应用。具体而言,可使用GE公司的iFIX组态软件、IGSOPC数据采集软件以及SQL Server关系数据库管理软件等实现本系统的开发。
iFIX是全球最领先的HMI/SCADA自动化监控组态软件,已有超过300 000套软件在全球运行。世界上许多成功的制造商都依靠GE Fanuc的iFIX软件来全面监控和分布管理全厂范围的生产数据。在包括冶金、电力、石油化工、制药、生物技术、包装、食品饮料、石油天然气等各种工业应用中,iFIX集强大功能、安全性、通用性和易用性于一身,从而成为适应任意生产环境的、全面的HMI/SCADA解决方案。
1 项目背景
柔性自动化生产线单元由上料机构(人工上料)、两台正倒立车机床、一个打码单元(打码机)和下料输送辊道构成。生产线示意图如图1所示,其中1~8部分属于物流辊道控制的部分。正倒立车1(MA_01)用于加工负重轮,正倒立车2(MA_02)用于加工主动轮。
根据生产实践,生产线要满足两种产品多种不同规格型号的自动加工需求,并实现自动打码和质量追溯等重要功能,机床自带有工件检测功能。
设备的硬件构成如表1所示。两台正倒立车采用西门子高端的840D SL数控系统,打码机和物流辊道采用S7-300 PLC通过以太网搭建通信线路,实现系统所需信息的采集(本系统中,打码单元作为附属设备未作为监控对象,对其系统状态信号不予采集)。
2 功能与实现
本系统将重点实现对底层设备管理的功能,结合生产线上位机可视化监控设备的实时运行信息,通过计划订单编号跟踪生产订单、监控生产换型等举措来提高生产线管理和利用的水平。本系统主要功能包括:
(1)监控生产线实时运行状况。可视化显示生产线工件流转状况。
(2)设备监控。监控生产线设备运行的状态、上下料需求、机床轴的运行状况。
(3)换型确认。通过换型操作的措施有效监控生产线,确保生产线的正确运行。
(4)刀具管理。刀具的管理和监控是机床加工的重要方面,通过对刀具寿命的监控,提示操作者及时更换加工刀具,提高机床加工运行的效率。
(5)生产管理。通过订单管理跟踪生产,采集工件加工的质量信息、加工信息,形成工件的质量追溯表;跟踪在线订单的加工,查询完工记录等。
(6)辅助功能。完成生产班组的管理、打码内容设定、生产时间同步等。
2.1 通信网络
系统硬件通信网络如图2所示。
2.2 系统开发框架
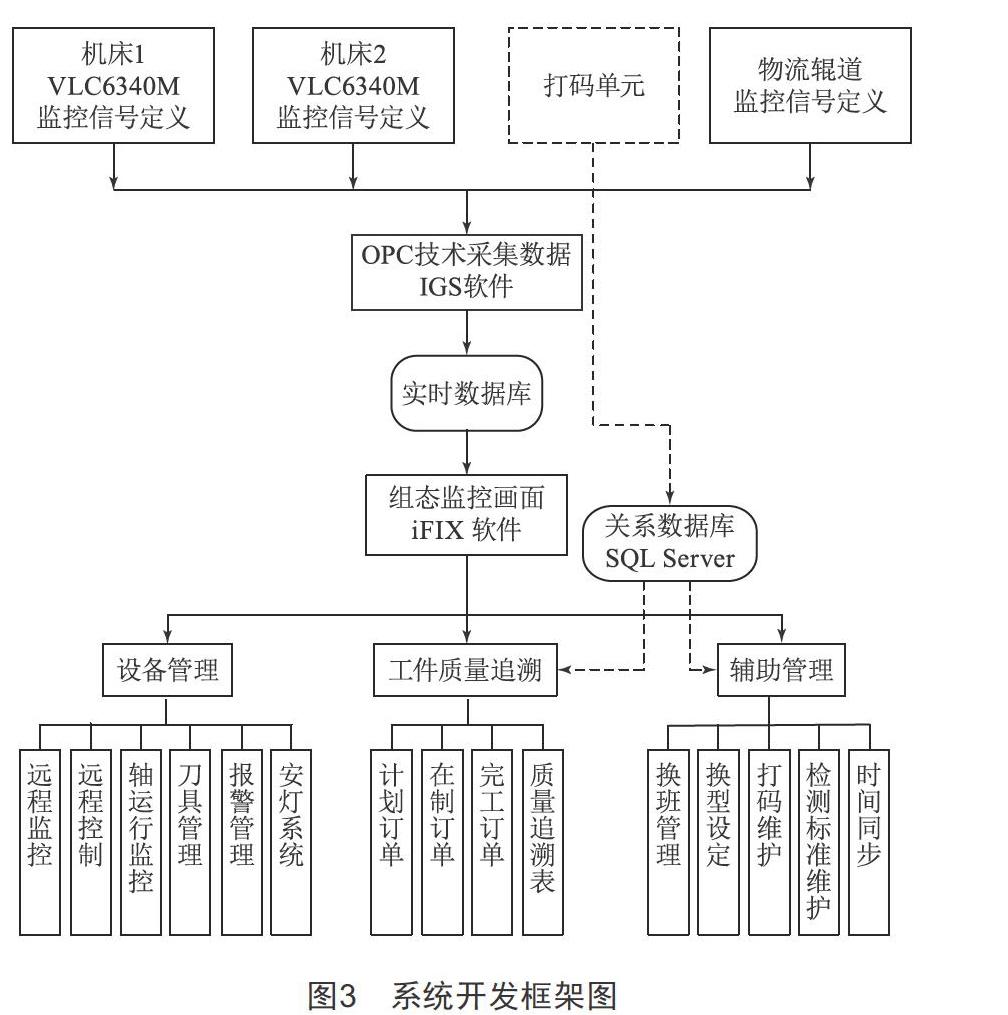
本文基于OPC技术,采用IGS软件建立设备OPC服务器,通过iFIX软件中集成的OPC客户端采集设备的PLC信号进行组态监控,结合iFIX软件的VBA脚本实现对数据库表的操作,实现信息的显示与存储。实际开发框架如图3所示。
2.3 系统开发要点
PLC系统和数据库表单是本系统开发的重要构件,通过采集生产线各部分的PLC信号,结合iFIX中VBA脚本对数据库表单的相应操作,利用iFIX软件的组态功能即可实现所需的系统功能。
2.3.1 PLC信号采集
PLC信号是该可视化监控系统运行的基础,通过采集PLC信号直接组态或计算得到其他组态信号进行监控。根据系统的需求,可将所采集的信号分为以下几部分:
(1)设备状态监控及远程控制信号:设备运行状态信号,如设备手动模式、自动模式、故障信号、维修信号、换型启动以及缺料堵料状态信号等;设备远程控制信号,如模式切换、远程启动、远程停止等。
(2)设备加工时运行信号:轴数据、刀具数据。
(3)生产信息:设备的生产型号、质量测量数据。
(4)輔助管理信号:系统时间同步。
2.3.2 工作流
本系统实现的生产线工作流可简要表示如图4所示。通过图4所示的一系列PLC信号触发,完成工件信息的插入、更新等。辅助管理的功能和对工件记录的查询、报表生成、打印等可在建立和操作数据库表的基础上完成。
2.3.3 开发要点
本系统开发的主界面如图5所示。本生产线的两台机床加工的是不同种类的工件,因此其实际相当于两条生产线。综合考虑柔性生产线的实际应用情况,需要考虑诸多生产因素,如生产换型、不合格品返修、工件的实时跟踪、两种工件的打码、不同型号产品质量判定标准不同等情形。
(1)生产型号管理。为了实现产品追溯,结合柔性自动化生产线的换型特点,机床需要能够在换型后设置加工型号等信息。为此,针对每种产品分别设置8种工件型号,1~8表示主动轮,101~108表示负重轮。
(2)不合格品返修。不合格件的加工,属于二次加工,一般不再进行数据采集,为此系统需要设置信息采集关闭的功能。
(3)工件ID。为了实现对工件的跟踪追溯,通过生成不可重复的工件ID对应每个工件,再根据工件的流动在物流辊道PLC中进行传递,实现实时跟踪的功能。
(4)工件打码。生产线需要打码两种不同的工件,为此需要在物流控制系统中跟踪传递正确的工件ID号,通过工件ID号读取对应工件的打码内容,实现正确打码。
(5)质量判定。在本生产线中,同种工件不同型号产品的检测内容可能不同,不易在机床侧设置,为此在监控系统中设置检测维护基准,根据不同的型号,设置启用不同的检测标准值,用于判定工件质量。
3 结语
本文以柔性自动化生产线为对象,结合生产线自身控制特点,基于iFIX软件和SQL Server数据库,组态实现了对柔性自动化生产线设备状态实时监控、生产计划下发、生产信息采集存储、加工工件实时跟踪、质量合格判定、报表打印以及对班组管理、时钟同步等辅助管理的功能,得到了良好的应用,为企业的实际生产加工信息化管理创造了便利,具有一定的实用价值。但基于OPC通信技术,其在系统信号延迟方面还有待改善。
[参考文献]
[1] 关静月,金鑫.IFIX组态软件在工程项目上的设计与实现[J].电子世界,2014(8):164.
[2] 曾嵘,胡长硕,董大富.IFIX组态软件在阿克洽水电站的应用[J].小水电,2009(6):49-50.
[3] 徐謖.Visual Basic应用与开发案例教程[M].北京:清华大学出版社,2005.
[4] 唐红亮.SQL Server数据库设计与系统开发教程[M].北京:清华大学出版社,2007.
[5] 马军,李玉林.SQL语言与数据库操作技术大全[M].北京:电子工业出版社,2008.
[6] 杨永刚,邢建春,王嵩.基于iFIX的监控系统数据分析库的建立[J].工业控制计算机,2005,18(11):32-33.
收稿日期:2021-03-23
作者简介:刘井义(1982—),男,黑龙江绥化人,电气工程师,主要从事机床电气设计与调试工作。
