基于PLC和温控仪表的燃气热处理炉复合控温系统研究
2021-07-20王猛白晶
王猛 白晶
摘 要:热处理炉是钢铁企业进行热处理的重要设备,其温度控制的精确性直接影响产品质量。为了得到质量优异的产品,某企业设计了由西门子S7-300 PLC程序和欧陆2408温控仪表组成的燃气热处理炉复合控温系统,实现了工作过程的全自动化。该系统可以設置工艺参数,实时显示控制数据。其引入模糊控制算法,可以实现热处理炉生产过程的各种控制要求,使炉温按照设计的温控曲线精确调整,达到节能降耗和精确控温的目的。
关键词:燃气热处理炉;PLC;模糊控制
中图分类号:TP29文献标识码:A文章编号:1003-5168(2021)04-0038-03
Abstract: Heat treatment furnace is an important equipment for heat treatment in iron and steel enterprises, and the accuracy of its temperature control directly affects product quality. In order to obtain high-quality products, a company designed a gas-fired heat treatment furnace compound temperature control system composed of Siemens S7-300 PLC program and Eurotherm 2408 temperature control instrument to realize the fully automatic working process. The system can set process parameters and display control data in real time. The introduction of fuzzy control algorithm can realize the various control requirements of the heat treatment furnace production process, make the furnace temperature accurately adjust according to the designed temperature control curve, and achieve the purpose of energy saving and consumption reduction and precise temperature control.
Keywords: gas heat treatment furnace;PLC;fuzzy control
热处理是一种将材料及其制品加热到适宜的温度,保温一定时间后,以不同的冷却方式冷却,最终获得优异性能的热加工工艺[1-2]。热处理后的钢件可以实现细化晶粒、降低硬度、易切削等目的。稳定和精确的温度控制是保证热处理炉运行质量的根本[3-4]。近年来,人们对钢材制品的性能要求越来越严格,使得热处理炉的运行质量要求也越来越高。目前,燃气热处理炉常采用单回路手动和自动相结合的温度控制方式,但这种方式也有难以克服的弊端,需要克服控制对象的多变性、非线性和较大纯滞后等因素的影响。为了解决控温精度不高、控温过程平稳性及炉内温度均匀性差的问题,本文以燃气热处理炉为研究对象,结合某企业设备改造需求,设计了以西门子S7-300 PLC程序和欧陆2408温控仪表为核心的燃气热处理炉复合控温系统,旨在提高热处理炉的加热效率。实践表明,其在实际生产中取得了很好的应用效果,实现了节能降耗、高产优质的初衷,较大幅度提高了企业利润。
1 热处理工艺要求
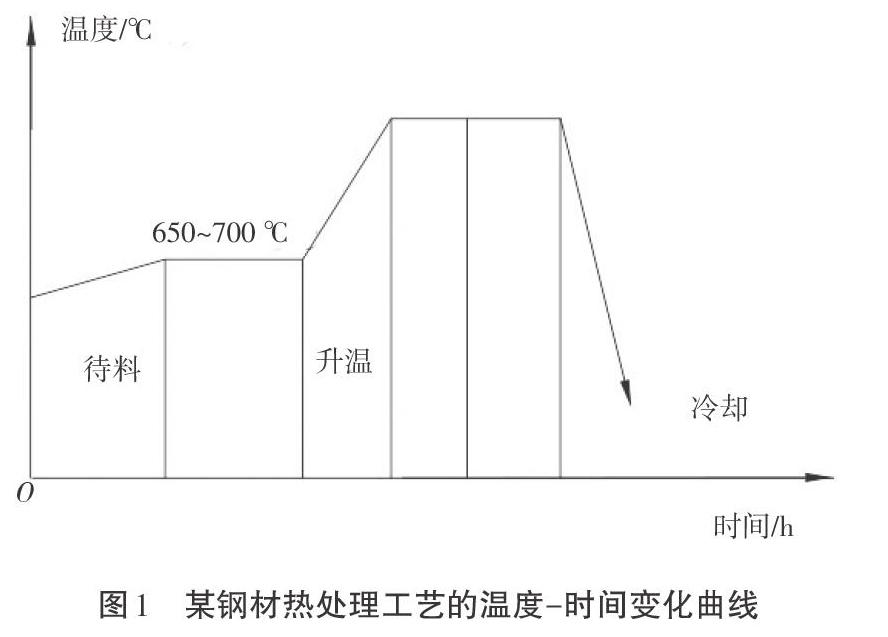
某企业钢材产品的主要热处理要求是细化晶粒、降低硬度、改善切削性能。根据相关要求,相关工作人员设计了其热处理工艺的温度-时间变化曲线,如图1所示。燃气热处理炉按控温工艺曲线设定的程序工作。一般工艺流程是在650~700 ℃的工作温度下保温一段时间后升温,通常,温度保持在800~1 000 ℃。升温时,尽量保证升温曲线贴近设定曲线,重点是保温阶段,为了保证工件处理过程的质量,必须尽量将温度波动控制在设定的范围内。
2 控制原理
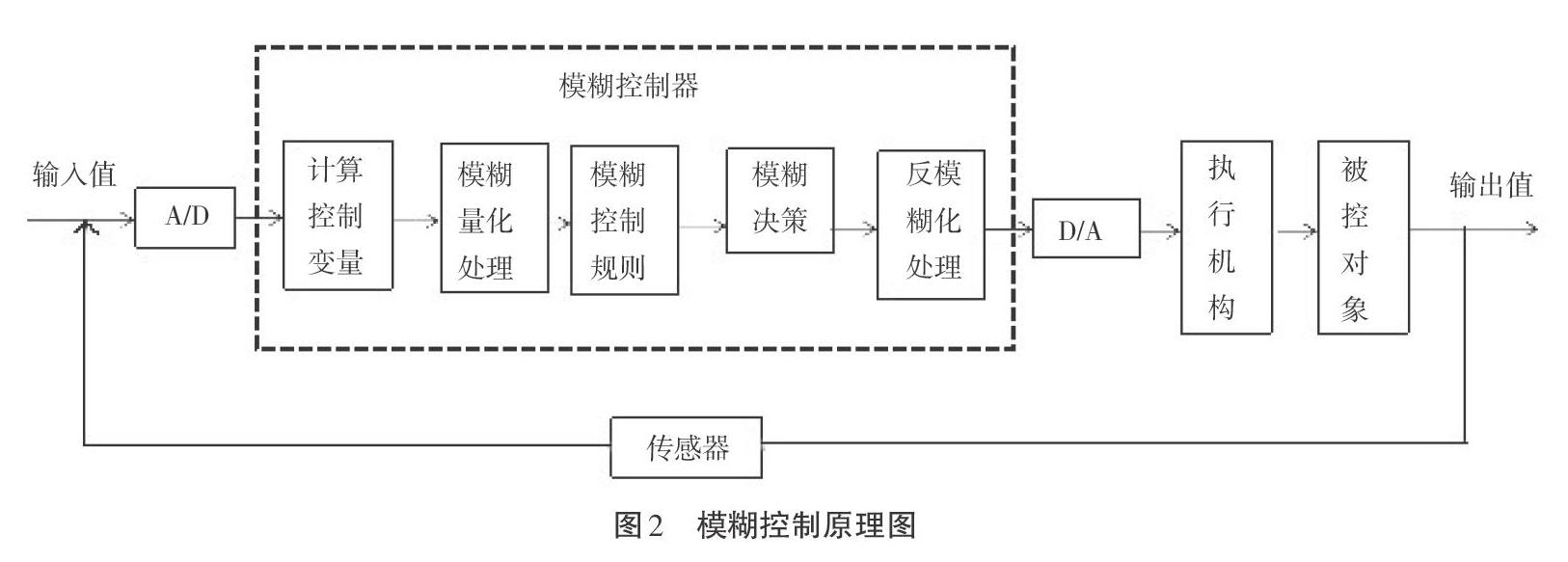
模糊控制系统是一种自动控制系统,它是以模糊集理论、模糊语言变量和模糊逻辑推理为基础的一种智能控制方法。它适用于复杂的非线性时变系统,广泛应用于工业控制。模糊控制器根据设定温度与实际温度的温差及温度变化率,利用模糊控制算法求出输出值。模糊控制原理如图2所示。本文选定的模糊控制系统应用对象是燃气热处理炉,通过对炉内温度加以设定,采用热电偶检测炉内的实际温度。
3 燃气热处理炉的温度控制
为了实现燃气热处理炉温度的精准控制,本研究采用由西门子S7-300 PLC程序和欧陆2408温控仪表组成的复合控温系统。
3.1 炉内各区温度控制
炉内各区温度由欧陆表控制。若采用连续PID控制方法,则动态性能差,很难达到控温精度,而且设备投入较大。燃气和空气总流量调节由PLC模块通过控制燃气调节阀和空气调节阀实现。因此,对于采用西门子S7-300 PLC程序和欧陆2408温控仪表的复合控温系统来说,当热电偶检测的温度与PLC程序设定的温度相比超过10 ℃时,欧陆表就按程序控制输出大火;当热电偶检测的温度与程序设定的温度相比为2 ℃时,各烧嘴箱就按脉冲控制输出小火来控制炉温。
3.2 烧嘴箱的脉冲控制
烧嘴箱是燃气热处理炉的重要部件,工作方式是脉冲控制,烧嘴采用大小火脉冲控制方式。烧嘴中心距台车面1 400 mm,温控系统根据工艺的温度变化,通过PLC控制单个烧嘴进行大小火切换,控温更加均匀。脉冲燃烧温度控制系统是燃气热处理炉控制系统的核心,有助于保证控制的精确性。传统控制理论对明确系统的控制能力较强,但对于过于复杂或难以精确描述的系统来说,其控制精度较低,难以达到较好的效果。因此,本文尝试利用模糊控制系统解决这些生产中常见的控制问题。下面分析其理论依据。
在实际生产中,设定温度和实际测定温度总是存在一定差异,因此将设定温度和实际测定温度的差值与正负两方向的误差范围相比较,分出若干等级:PS为正方向小的偏差(Positive Small);PM为正方向中的偏差(Positive Medium);PB为正方向大的偏差(Positive Big);NB为负方向大的偏差(Negative Big);NM为负方向中的偏差(Negative Medium);NS为负方向小的偏差(Negative Small);ZO为近于零的偏差(Zero)。
为了精确控制炉膛温度,人们需要在燃烧方式、燃烧时间等方面下功夫,并且需要按照误差等级进行分配。应用程序如下:
FUNCTION_BLOCK fb1007
VAR_INPUT
Temperature_infact: REAL;
Temperature_set:REAL;
END_VAR
VAR_OUTPUT
Fuzzy_ctrl_B,Fuzzy_ctrl_S: REAL;
END_VAR
VAR_TEMP
temperature_error : REAL;
END_VAR
BEGIN
IF temperature_set>temperature_infact
THEN temperature_error:= temperature_set-temperature_infact ;
ELSE temperature_error:=2.0;
END_IF;
IF temperature_error<2.1
THEN fuzzy_ctrl_S:=0.5;
END_IF;
IF temperature_error>=2.1 AND temperature_error<2.2
THEN fuzzy_ctrl_S:=0.6;
END_IF;
IF temperature_error>=2.2 AND temperature_error<2.3
THEN fuzzy_ctrl_S:=0.7;
END_IF;
IF temperature_error>=2.3 AND temperature_error<2.4
THEN fuzzy_ctrl_S:=0.8;
END_IF;
IF temperature_error>=2.5
THEN fuzzy_ctrl_S:=1.0;
END_IF;
IF temperature_error<2.5
THEN fuzzy_ctrl_B:=0;
END_IF;
IF temperature_error>=2.5 AND temperature_error<5.0
THEN fuzzy_ctrl_B:=0.65;
END_IF;
IF temperature_error>=5.0 AND temperature_error<8.0
THEN fuzzy_ctrl_B:=0.7;
END_IF;
IF temperature_error>=8.0 AND temperature_error<10.0
THEN fuzzy_ctrl_B:=0.8;
END_IF;
IF temperature_error>=10.0 AND temperature_error<12.0
THEN fuzzy_ctrl_B:=0.9;
END_IF;
IF temperature_error>=12.0
THEN fuzzy_ctrl_B:=1.0;
END_IF;
END_FUNCTION_BLOCK
4 结论
某企业积极进行设备改造,设计出燃气热处理炉复合控温系统,其结构简单,操作方便,投入少,控温精度高。工控机作为上位机,可以提供良好的人机界面,方便进行全系统的监控和管理;PLC作为下位机,执行有效、可靠的分散控制。人们通过优化控制软件,达到了项目预定的技术要求。这种新型复合控温系统不仅满足热处理工艺的精度要求,而且节约能源,取得显著的经济效益和环保效益,最终为燃气热处理炉的生产过程提供更为有效的控制方法。
参考文献:
[1]方红,葛一楠.基于Fuzzy推理的自调整PID控制器设计[J].四川大学学报(自然科学版),2004(1):443-445.
[2]纪宗南.FUZZY-PID控制器的自动调节设计[J].电气自動化,1996(1):13-15.
[3]李丙旺,张友照,陈文建.基于PID分段式温度控制系统的设计与实现[J].自动化应用,2011(4):21-22.
[4]刘金琨.先进PID控制及其MATLAB仿真[M].北京:机械工业出版社,2004:67-82.
