热处理对P91钢管道窄间隙全位置TIG自动焊接头残余应力的影响
2021-07-20吴闯贺海波席晋辉刘奎林冯英超刘金平李金飞
吴闯,贺海波,席晋辉,刘奎林,冯英超,刘金平,李金飞
1.核工业工程研究设计有限公司 北京 102401
2.中国核工业二三建设有限公司 北京 102401
1 序言
P91钢具有良好的高温力学性能,在发电厂主蒸汽管道中应用十分广泛[1,2]。管道焊接接头内部存在残余应力,必然会对其在服役中的安全造成影响,因此焊后热处理的作用主要是改善接头组织和焊接残余应力情况[3,4]。残余应力是材料在加工过程中产生的平衡于自身内部的一种不稳定应力状态,当管道在焊接过程中,由于温度不均引起残余应力,因此在冷却过程中往往会发生形变,影响焊缝成形。残余应力严重影响了焊件的疲劳强度、静强度及抗腐蚀性能,使焊件在焊接后产生变形和裂纹等缺陷,进而影响焊件的使用寿命。P91钢作为一种新型马氏体耐热钢,由于合金含量高,因此在焊接时有强烈的淬硬倾向,冷裂纹敏感性强,再者用于大直径、中厚壁的管,导致整体结构刚性和拘束度增大,焊后冷却时接头处残余应力大也增加了冷裂纹倾向。后热处理是为了降低焊接残余应力,促进氢的逸出,提高组织稳定性,以及改善焊接接头综合力学性能。
本文通过对热处理态及原始焊态下的P91管道窄间隙全位置T I G自动焊焊接接头残余应力的研究,探究热处理对其残余应力的影响规律。
2 测试对象
待测试件为P91钢管道窄间隙全位置TIG自动焊环焊缝2个:一个为热处理态(编号为P1),另一个为原始焊态(编号为P2)。其中P1试件焊接完成后降温至92℃保温2h,而后升温至760℃进行热处理;P2试件焊接完成后降温至90℃保温2h,而后进行后热,未进行热处理。
测试位置如图1所示,分别对管道焊接过程中的12点钟、3点钟、6点钟和9点钟4个位置进行残余应力测试。每个位置的布点如图2所示,每隔10mm测试一次,共5个点。

图1 测试位置
图2 每个位置的点位分布
3 残余应力计算
按照式(1)、式(2)分别计算沿轴向残余应力和周向残余应力:


式中,C1=(A+B)/4A B;C2=(B-A)/(A+B)。A、B为应变释放系数,其数值与材料力学性能、盲孔几何尺寸以及残余应力水平有关,其数值根据标定试验获取[3]。
4 试验开展
4.1 残余应力试验
目前,测量残余应力的方法可分为机械释放测量法和无损测量法两种。机械释放测量法是将具有残余应力的部分从总体中分割出来使应力得到释放,通过测量其发生的应变得出残余应力值,其中钻孔法是应用最广泛的方法之一,该方法拥有以下优点:操作简便、对构件破坏性小、测量精度较高且设备较便宜。无损测量法即物理检测法,包括X射线法、X射线衍射法等,由于设备昂贵、成本较高,因此应用较少,故采用钻孔法测量。
使用抛光机打磨去除待测部位焊缝余高,然后用砂纸对待测部位进行打磨,使测试表面无明显划痕,并使用酒精对表面进行清洗(见图3)。而后使用划线针在表面刻画出待测点的位置,按照要求粘贴应变片,用接线端子连接应变片引线与数据线(见图4),测量原始数据并记录。

图3 打磨并酒精清洗待测表面

图4 应变片连接
4.2 标定试验
标定试验在单向拉伸板上进行(见图5),最高拉应力值不超过材料的1/3,所用钻孔设备与实测相同。标定试样取自试样母材处,所用三向应变片只有εa、εb在计算A、B中有用,45°方向上的应变εb可以用来检测εa、εc的准确性,同时便于确定加工应变值,即由钻孔刃具引起的在零应力情况所测出的附加应变值。在标定试验板的两侧布有监测片(单向片),用来检查试板的弯曲情况。

图5 钻孔后试板拉伸
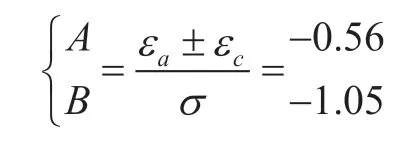
按A、B计算公式,其中为对应σ下a应变片钻孔后拉应变值减去钻孔前拉应变值。钻孔后的拉应变值为扣除加工应变(卸载状态下钻孔获得)后大小的计算方法与此类似。由不同σ算出的A、B应接近或相等,通常取较高应力水平下的A、B值,根据标定试验所得A和B值如下:
5 结果分析
根据计算公式及试验数据,计算得出两根管道各部位残余应力值,根据实际计算值对残余应力分布、热处理引起残余应力变化情况进行分析。
5.1 残余应力分布
对比2个试件在各个位置的残余应力分布,结果如图6~图9所示。
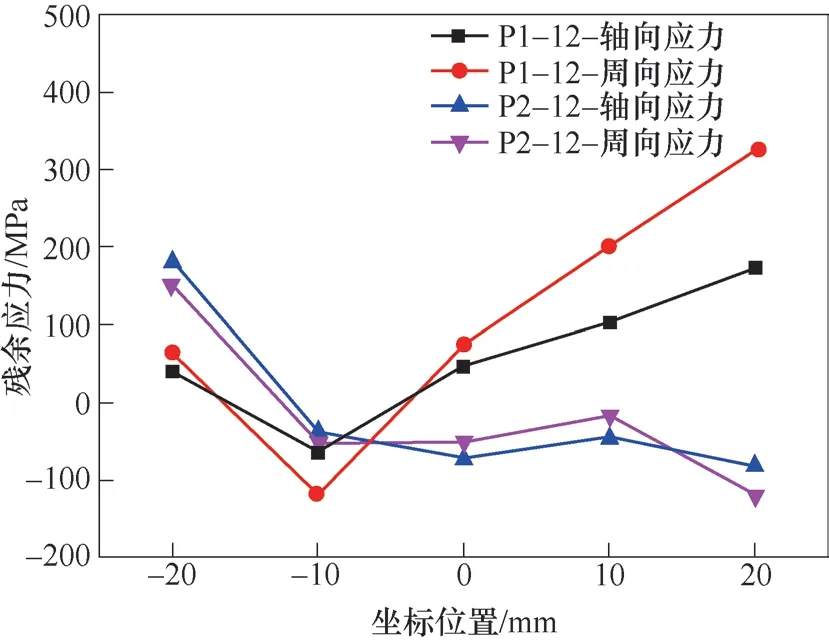
图6 12点钟位置残余应力分布

图7 3点钟位置残余应力分布
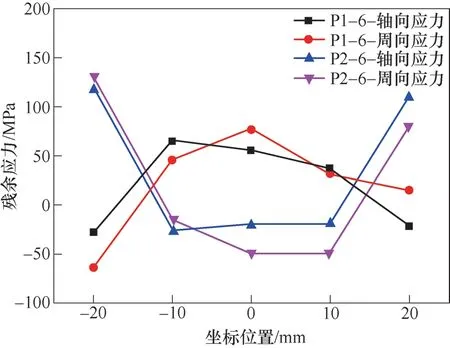
图8 6点钟位置残余应力分布
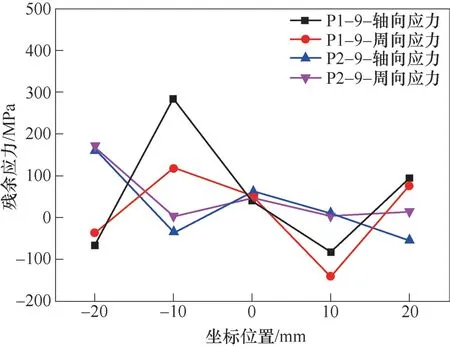
图9 9点钟位置残余应力分布
对于原始焊态P91钢管环焊缝,其轴向和周向的残余应力分布特点相似,焊缝中心处为残余压应力,逐渐增加与焊缝中心的间隔,开始出现残余拉应力。
对于热处理状态P91钢管环焊缝,其轴向和周向的残余应力分布特点也相似,但是其在焊缝中心附近区域为残余拉应力,离焊缝中心一定距离处为残余压应力。
5.2 热处理引起残余应力趋势
根据“(热处理残余应力-焊态残余应力)/屈服强度”可以计算得到测试各位置热处理前后残余应力变化,其变化趋势如图10所示。

图10 各位置热处理前后周向残余应力变化趋势
从图10中各个位置的周向残余应力的变化分布可以看出,除了12点位置由于起弧、收弧的原因,此处的应力变化处于递增状态,其余位置都呈现先增加后减小的变化趋势。
从图11可以明显地看出,除12点位置因热输入过量而导致轴向残余应力一直增加,其余位置整体上的应力变化是先增后减。
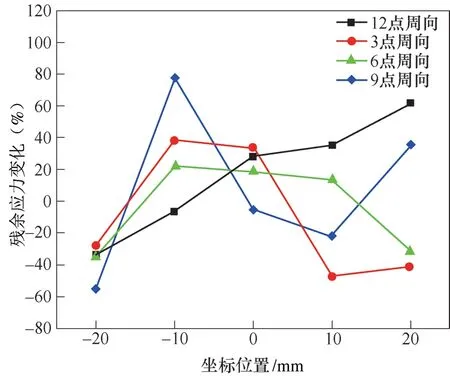
图11 各位置热处理前后轴向残余应力变化趋势
经分析,管道环焊缝轴向残余应力和周向残余应力经热处理后其残余应力变化趋势相似。
6 结束语
对于P91管道窄间隙全位置TIG自动焊接头而言,原始焊态与热处理状态下轴向和周向的残余应力分布特点相似,但热处理可以改善残余应力分布特点。
1)原始焊态环焊缝,焊缝中心处为残余压应力,随着与焊缝中心处的距离增加,开始出现残余拉应力;热处理状态环焊缝,在焊缝中心附近区域为残余拉应力,离焊缝中心一定距离处为残余压应力。
2)轴向残余应力和周向残余应力经热处理后,其残余应力变化趋势相似。
