某型飞机起落架舱门装配工艺性设计优化
2021-07-17柳世华杨贵强刘朝妮
柳世华 杨贵强 刘朝妮
【关键词】起落架;舱门;装配;工艺性
飞机设计是综合多个方面后选取最优组合的结果。进行飞机零部件设计时未必能够兼顾所有设计目标,但是最终的设计结果应该是综合考量后最易接受的。
飞机零部件的设计,直接影响飞机零部件的制造成本、装配成本、维护成本以及飞机运营成本。好的设计可以降低飞机零件的制造难度、飞机部件的装配难度、飞机零部件的维护难度以及零部件的重量以降低飞机的运营成本。
本文将以某型飞机起落架舱门为例,对其进行设计优化。
飞机起落架舱门大概可分为三种结构形式,分别是钣金结构形式、复合材料结构形式和金属整体机加形式。结构形式的确定受重量指标、生产技术水平、布置空间、强度要求以及生产维护成本等因素限制[1]。
本文以金属整体机加结构形式的起落架舱门设计为例,给出设计优化方案,以提高装配工艺性、降低装配成本。
一、舱门结构简介
某型飞机的主起落架舱门由三部分组成。分别是上舱门、中舱门和下舱门。
主起落架中舱门固定在主起落架外筒上。下舱门带有两根短摇臂和一根长摇臂,通过摇臂上的球轴承与中舱门连接。同时,长摇臂的端部通过连杆与主起落架侧撑杆连接,以实现与主起落架的联动。当起落架收起时,舱门随起落架联动一起收起,并覆盖主起落架舱[2]。
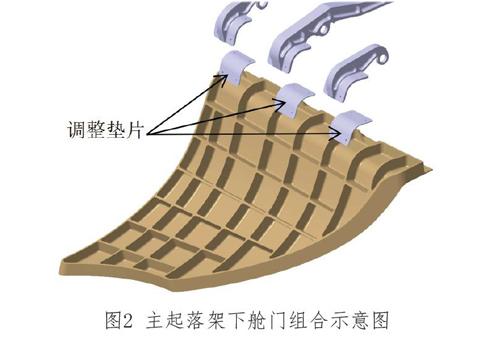
主起落架下舱门主要由三部分组成(见图1)。分别是舱门本体、摇臂以及调整垫片。装配后3个摇臂的转轴孔同轴。
为实现3个摇臂的转轴孔同轴,可以调整打磨3个调整垫片。
主起落架下舱门的分解图如图2所示:

二、原设计方案
(一)装配难点
主起落架下舱门零件完成生产制造后,被运至部装车间,由部装车间完成零件组装。
为保证在舱门本体上3个摇臂轴的承安装孔同轴,需要反复调整打磨3个摇臂的調整垫片。
由于装配后3个调整垫片完全被夹持在摇臂和舱门本体之间,调整垫片需要打磨的区域和打磨量难以确定,需要施工人员反复尝试,耗费大量工时。并且待连接螺栓的螺母拧紧之后,由于调整垫片打磨不是均匀的,在应力的作用下可以轻易破坏已经调整好的安装孔位置,难以保证3个摇臂的轴承安装孔同轴。
按照这个设计方案,完成一扇下舱门的装配需要2至3天的时间,平均耗费约20个工时。
因此,主起落架下舱门的装配方式有优化的需要。
三、装配工艺性设计优化方案
(一)优化装配接口
装配接口的优化包含两个部位:
1、将调整垫片位置由封闭区改为开放区。目前摇臂与舱门本体的对接接口处于半封闭区域,测量工具难以到达调整垫片的位置;也难以直接观察调整垫片的贴合情况。
如果将调整垫片位置由封闭区域改为放置在开放区,则便于观察和测量调整垫片的调整需求,能准确控制垫片的修锉量,从而降低了装配难度。
2、将装配接口由曲面改为平面。
目前调整垫片为曲面,对调整垫片进行调整厚度时,需要兼顾零件的外形,难以操作。
如果将装配接口由曲面接口改为平面接口,调整垫片相应由曲面调整垫片改为平面调整垫片,则对平面调整垫片的调整修锉比曲面调整垫片简单易行,从而降低了装配难度。
优化方案可以很好地解决原方案装配时的困难,同时可以降低零件制造难度,对重量、强度等基本无影响,方案可行[3]。
更改方案示意如图3所示:

(二)优化为整体机加
在进行机械设计时,组装式的方案常常是妥协后的产物,是受制造能力、装配空间、原材料尺寸等限制的结果。采用组装式的方案会带来更大的重量、更多的零件及连接件数量,以及需要更多的安装空间,但这些会增加更多的产品成本。
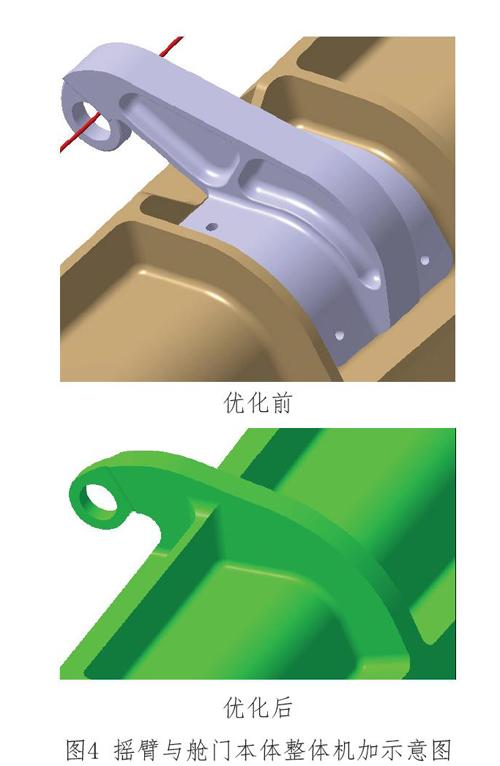
如果将原来主起落架下舱门的组合式方案优化为整体机加的方案,可以解决其在装配过程中的绝大部分问题,整体机加方案如图4所示。
该方案可以很好地解决原方案装配难度大的问题,同时减少了零件数量,节约了装配工时,并且有显著的减重效果[4]。
(三)方案对比评估
现对上述两种优化方案进行评估。
主起落架下舱门共有3个摇臂。两侧摇臂较短,对原材料尺寸要求增加不大,并且目前生产能力可以实现整体机械加工,可以选取整体机加方案,即选取4.2的方案。
中间驱动摇臂尺寸较大,如果采用整体架机方案,零件原材料尺寸需要增加约30%,材料利用率降低约30%,增加了材料成本。因此从成本考虑不适合选取整体机加方案,可选取4.1方案[5]。
综上,某型飞机主起落架下舱门优化前后方案如图5所示:

四、结束语
某型飞机下舱门的装配工艺性设计优化,能极大降低该部件的装配难度、提高了装配工艺性,降低了生产成本。经评估和试制,优化后完成舱门装配耗时约4小时,是原方案所用工时的20%。因此,该设计优化是成功的。
在进行机械部件的装配设计优化时,前期的调研是必不可少的。了解到实际的生产能力和施工困难,就可以实现针对性的设计优化,直接解决原方案的装配痛点。
