局部修形电解加工仿真与试验研究
2021-07-16宗亚伟
宗亚伟,刘 嘉,高 丰
(南京航空航天大学机电学院,江苏南京210016)
电解加工具有应用范围广、效率高、表面质量好、工具无损耗、无机械切削力等工艺特点,在航空发动机叶片、机匣、整体叶盘等难加工材料复杂构件制造中得到广泛应用[1-2]。在电解加工中,由于存在遗传误差特性,工件在加工时经常会出现余量分布不均的问题[3],例如,在整体叶盘的叶栅通道电解加工完成时,可能存在余量不均匀问题,余量差往往达到2~3 mm,而最小余量通常不足1 mm。在如此小的最小余量状态下,加工未进入平衡状态最小余量就几乎过切了[4],在电解加工过度状态下进行加工,加工精度难以控制[5],因此对于工件存在大余量差、最小余量较小的问题,开展局部修形从而实现加工余量均匀化的研究很有必要。
针对电解加工中出现毛坯余量分布不均的问题,特别是余量差大、最小余量很小的情况,提出了一种局部修形电解加工方法,采用局部绝缘结构形式的工具电极,对工件毛坯大余量区域进行局部修形,并尽可能保留小余量区域的加工余量。在本研究中,针对有无局部绝缘结构的工具阴极,开展了阳极轮廓演变的动态仿真分析,基于仿真结果对阴极结构形式进行了优化,并开展相应的试验研究。
1 遗传误差效应对余量整平的影响
电解加工中的遗传误差是指加工结束时尚未完全纠正的毛坯形面的初始误差,这是由电解加工工艺特点决定的[6]。图1是电解加工的遗传误差效应示意,在工具阴极进给过程中整个加工区域的阳极均在蚀除,工件余量大的区域加工间隙小,电流密度高,材料去除速度快;余量小的区域加工间隙较大,电流密度较低,材料去除速度较慢。通过借助小间隙处与大间隙处蚀除速度的差值来逐渐实现余量整平[7],当最小余量区域的余量过小时,毛坯形面的初始误差在加工过程中来不及完全消除,就会将初始误差遗传给成形的工件。
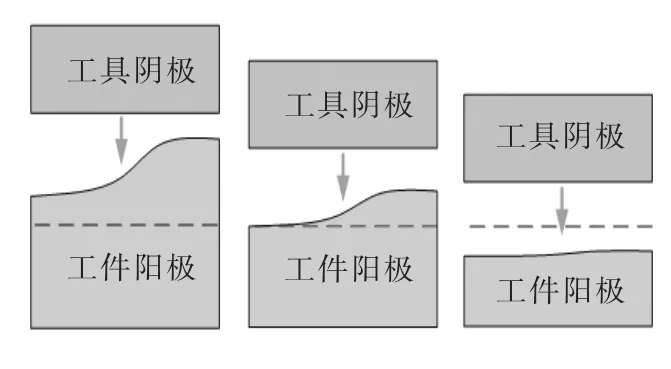
图1 遗传误差对余量整平的影响
由于遗传误差的存在,会影响工件毛坯加工余量的分布,该余量分布对后续电解精加工工艺具有非常重大的影响,当出现余量差较大、最小加工余量很小时,后续电解加工会出现过切的情况[8]。如图1所示,由于遗传误差的存在,当工件阳极余量小的部分加工到指定位置时,余量大的部位还有较大空间;当大余量区域加工到尺寸要求时,余量小的部位已出现严重的过切;当工件阳极的余量差被电解加工整平至满足公差要求时,整个工件都发生了严重过切。实际生产中如出现上述余量差大且最小余量小的情况,只能依据毛坯余量情况设计工具阴极,使工件的终成形安排在电解加工过渡过程中。在电解加工过渡过程中,随机因素会对成形精度带来较大影响,若毛坯余量存在波动,则加工精度更难控制。在整体叶盘等高精度复杂零件加工中,一片叶片加工失败则引起整个零件报废,因此研究电解加工局部修形技术,在精加工前均匀毛坯余量显得尤为重要,在实际生产加工有着重要的意义。
为了解决上述问题,针对毛坯余量差大且最小余量小的问题,采用部分绝缘的特殊工具阴极,用工具阴极绝缘的部分对工件大余量区域材料实现集中去除,并用阴极绝缘区域大幅减少小余量区域的电解加工电场,实现工件余量小的区域少量去除甚至不去除,从而实现工件阳极的局部修形,该加工方法如图2所示。
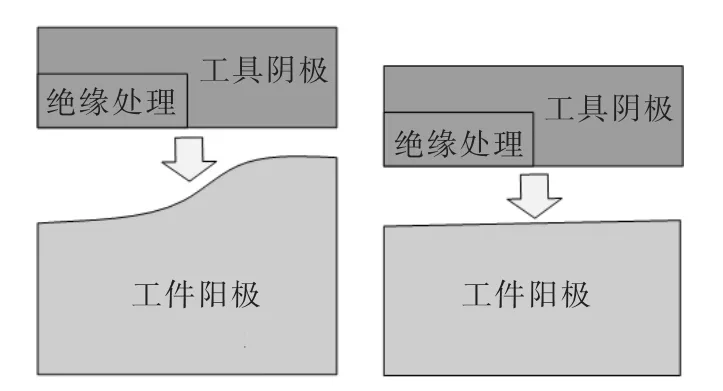
图2 局部整平示意图
为了验证提出方法的可行性,对有无局部绝缘结构的工具阴极开展了阳极轮廓演变的动态仿真分析。
2 整平电解加工电场仿真研究
2.1 仿真模型建立
为了研究整平电解加工中有无局部绝缘阴极结构的整平效果,首先对应用常规阴极和局部绝缘阴极的电解加工开展仿真研究。仿真中工件阳极长度设置为15 mm,并在距边7.5 mm的长度上设置了2 mm余量差,常规工具阴极同样设置为15 mm,局部绝缘阴极在与工件余量小的部分所对应区域设置了绝缘处理,通过这两种不同结构形式的阴极仿真研究,分析采用局部绝缘阴极实现局部整平的效果。
图3是设计的仿真模型,模型建立在3个假设的基础上[9]:第一,工具阴极和工件阳极被视为等势体,这是由于二者的电导率远远大于电解液;第二,假设加工区域为一种稳定的加工状态,电解液的电导率等参数视为恒定;第三,工件阳极的电解加工速率符合法拉第定律[10-11]。
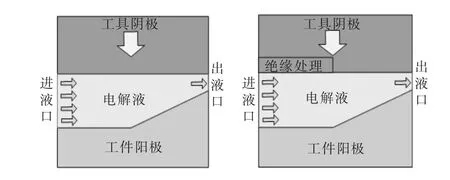
图3 仿真模型
在仿真时,添加的边界条件遵循拉普拉斯方程:

电解加工速度方程满足法拉第定律:

式中:η为电流效率;ω为体积电化学当量;i为电流密度。
端面平衡间隙遵循以下公式:

式中:κ为电解液电导率;UR为加工间隙两端电压。
针对高温合金GH4169材料进行研究,该材料在质量分数为20%的NaNO3电解液中进行直流电解加工,其效率曲线ηω-i随电流密度的变化较小,因此仿真时取为常数,大小为1.42 mm3/(A·min)[12],电场仿真参数设置见表1。
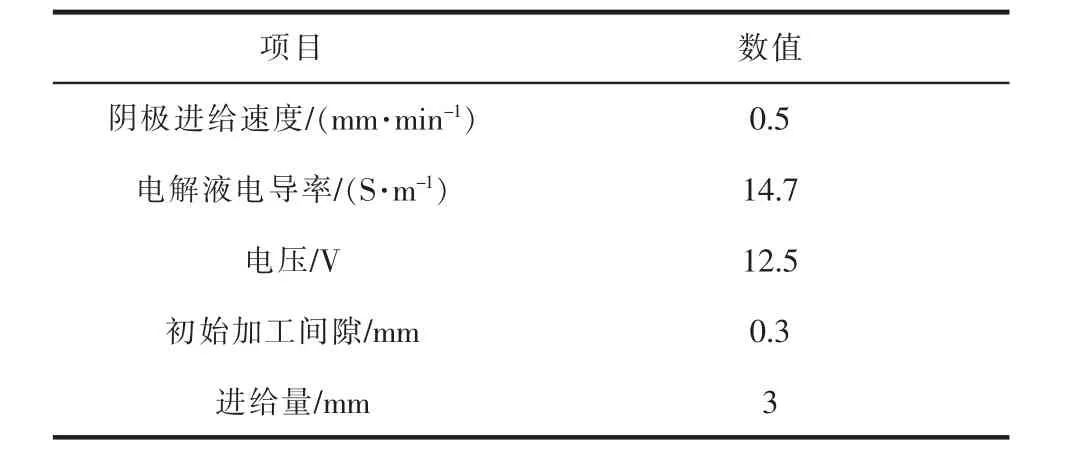
表1 电场仿真参数
2.2 有无局部绝缘工具阴极加工仿真结果分析
图4是采用常规全阴极进行的电场仿真结果,随着电解加工的进行,当工件最大余量区域加工至3 mm厚度的预定位置时,小余量区域的腐蚀量已达到0.469 mm,该情况下余量差则还有0.469 mm。在仿真结束时工件最大余量区域加工至2.598 mm,小余量区的腐蚀量达到了0.506 mm,该情况下余量差还有0.506 mm-(3 mm-2.598 mm)=0.104 mm,结合整体叶盘电解加工余量差公差带0.08 mm分析,该余量差未进入叶片或整体叶盘的公差带,因此这种加工方式难以保证精度。
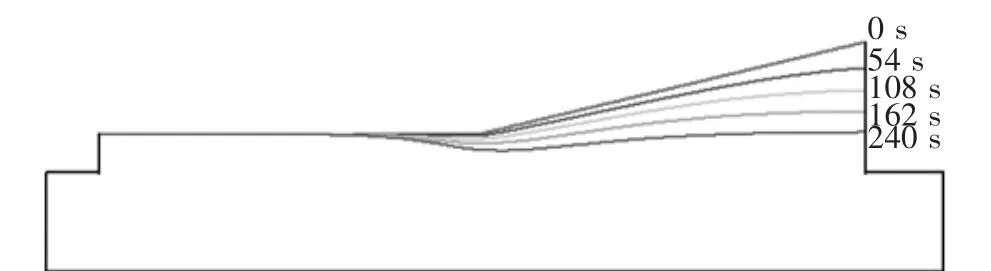
图4 用常规全阴极电场仿真结果
图5是采用一半绝缘阴极进行的电场仿真结果,随着加工的进行,工件余量区域被集中去除,工件余量少的区域的电解加工腐蚀量显著减小,当工件最大余量区域加工至3 mm厚度的预定位置时,小余量区域大部分未被加工,但在余量不均匀交界处、即工件中间位置出现了凹坑,该凹坑的深度为0.37 mm。
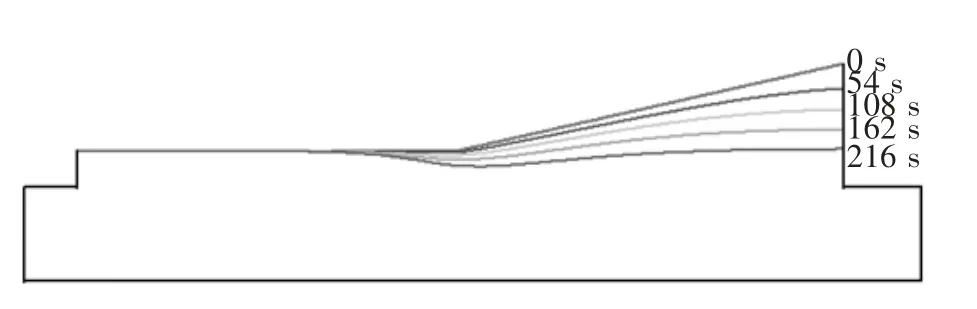
图5 用一半绝缘阴极电场仿真结果
由以上两种情况可以得出,在进行局部整平时,工件在余量不均匀的交界处所形成的凹坑深度与阴极局部绝缘的边界到交界处的距离有密切联系。为了获得二者之间的关系,开展了进一步电场仿真,获得了不同距离下工件阳极在交界处形成的状态,其结果见图6。可见,当阴极局部绝缘的边界到交界处的距离小于1.5 mm时,会在交界处形成凹坑;当这段距离大于1.5 mm,会在交界处形成凸起。因此,距离1.5 mm处是最佳位置。
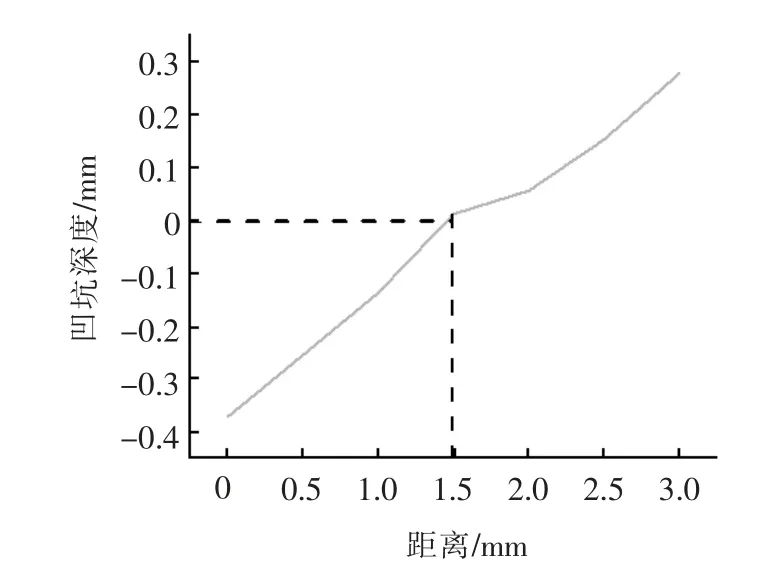
图6 阴极局部绝缘位置与整平效果的关系
针对前述获得的最佳阴极局部绝缘的边界,开展了电场仿真,其建模及结果见图7。当工件最大余量区域加工至3 mm厚度的预定位置时,小余量区域几乎没有腐蚀加工,仅在中间的不均匀交界处形成了0.017 mm的深浅凹坑。
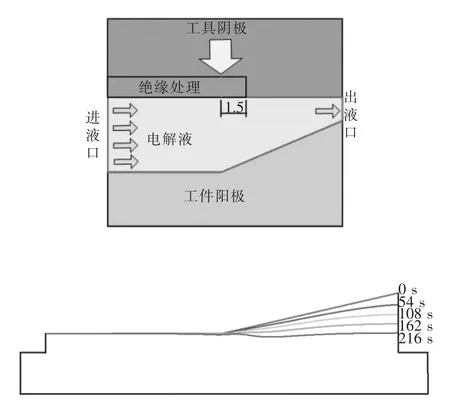
图7 阴极局部绝缘边界距离为1.5 mm时仿真结果
3 局部修形电解加工试验研究
3.1 试验系统
图8是整平电解加工试验系统,试验工件作为阳极与电源正极连接,加工工具作为阴极与电源负极连接,工具阴极沿轴向进给,电解液在工件与工具间高速流过,带走电解产物及热量,电解液由过滤系统进行充分过滤,保证加工区域的电解液及时更新。
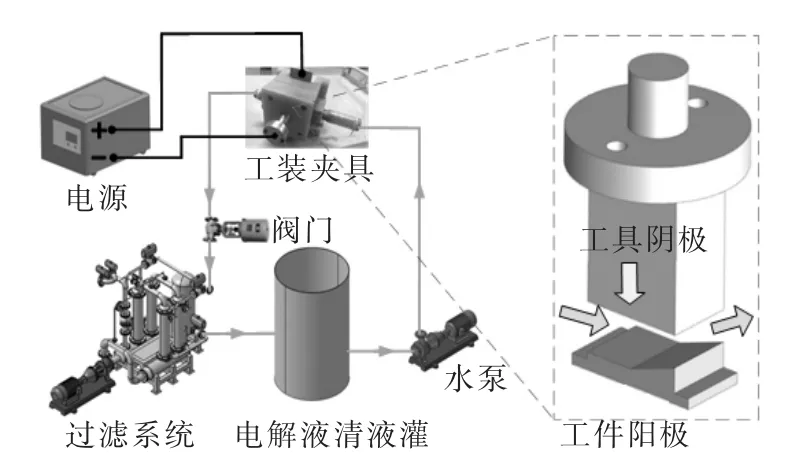
图8 局部修形电解加工试验系统
3.2 试验参数
研究选用自行设计的具有典型倾斜面结构的阳极工件,其长度15 mm、宽度10 mm、倾斜面长度7.5 mm、高度差2 mm,工件实物见图9。
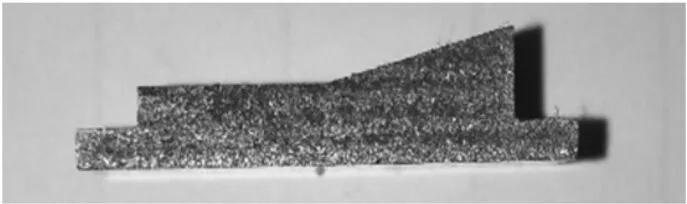
图9 工件实物图
试验参数与仿真参数一致,具体见表2。
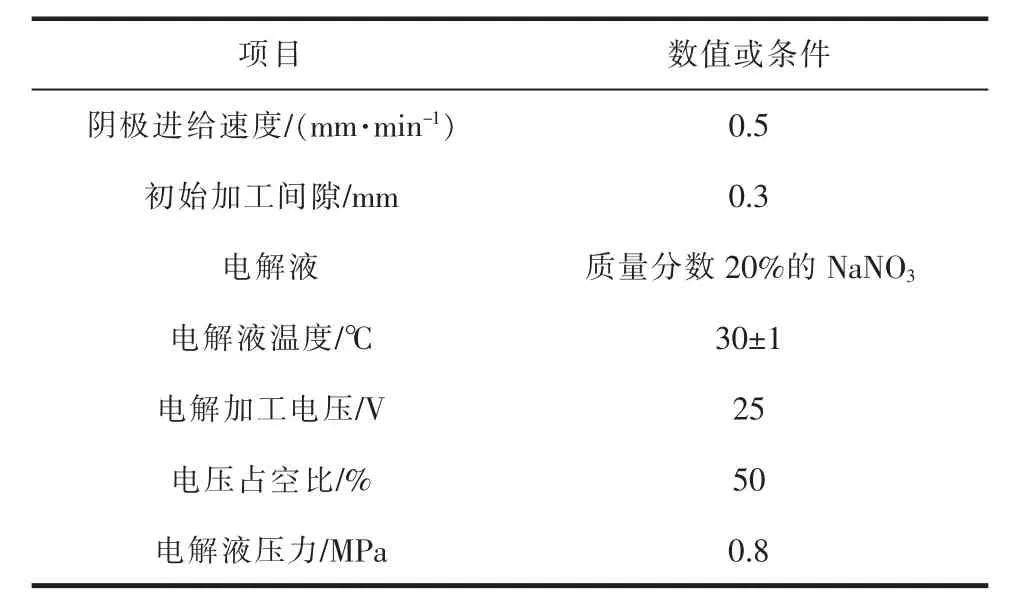
表2 试验参数
3.3 结果分析
利用上述试验系统与设备进行局部整平电解加工试验,整个加工过程稳定,无打火、短路等现象。图10是采用常规完整电极加工试验后得到的工件,当工件最大余量区域加工至3 mm厚的预定位置时,小余量区域的腐蚀量已达到0.705 mm,该情况下余量差即为0.705 mm。很显然该余量差未进入叶片或整体叶盘的公差带,因此应用这种加工方式进行整体叶盘或其他航空复杂构件的加工难以保证精度。
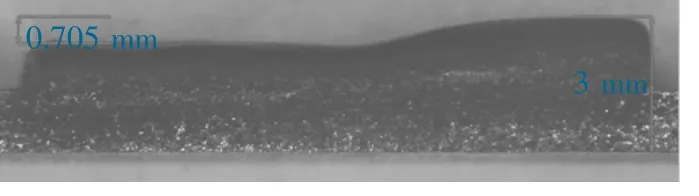
图10 采用常规全阴极加工结果
图11是采用一半阴极绝缘的电极加工试验后得到的工件,当工件最大余量区域加工至3 mm厚的预定位置时,小余量区域大部分没有被加工,但在余量不均匀交界处,即工件中间位置出现了凹坑,该凹坑深度为0.371 mm。采用一半阴极绝缘的电极加工可有效提高局部整平能力,但仍不能满足叶片、整体叶盘等航空复杂构件的实际生产需求。
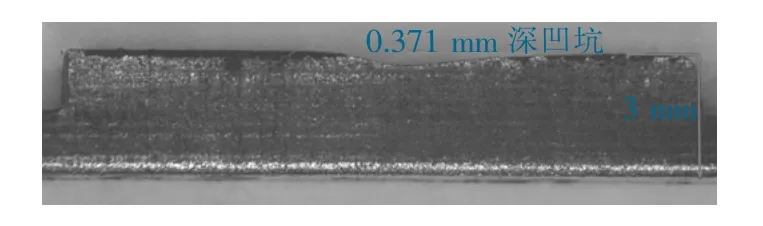
图11 采用一半绝缘阴极加工结果
图12是采用绝缘边界距离交界处1.5 mm的局部绝缘阴极进行电解加工试验后得到的工件,当工件最大余量区域加工至3 mm厚的预定位置时,小余量区域几乎没有腐蚀加工,仅在中间的不均匀交界处形成了0.013 mm深的浅凹坑。由此可见,采用绝缘边界距离交界处1.5 mm的局部绝缘阴极进行电解加工,取得了较好的局部整平效果,完全满足叶片、整体叶盘等航空复杂结构件的加工要求。
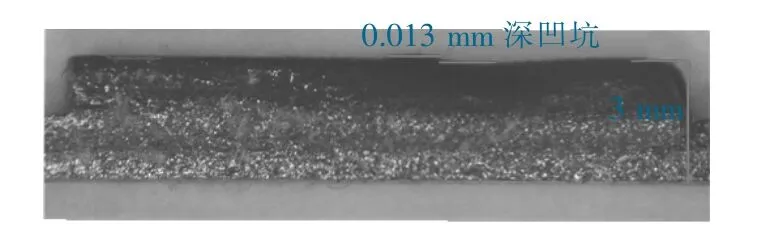
图12 采用距交界处1.5 mm的局部绝缘阴极加工结果
4 结论
针对电解加工中出现毛坯余量分布不均的问题,采用不同形式的阴极进行局部整平电解加工电场仿真及试验研究,得到以下结论:
(1)针对工件余量不均匀,特别是余量差大且最小余量很小的情况,利用阴极部分绝缘的结构形式进行加工试验,可实现工件的局部整平,工件整体余量差由原来的2 mm降低至0.371 mm。
(2)通过仿真分析,进一步对阴极部分绝缘的结构形式进行了优化,确定了阴极局部绝缘的最佳位置为绝缘边界到交界处1.5 mm,工件整体余量差进一步降低至0.013 mm。
