内衬层挤出机输出轴安全销折断的原因分析及改进方法
2021-07-15符式贵
符式贵
摘 要:根据内衬层压延线橡胶挤出机主减速箱输出轴与齿套之间的结构,本文对输出端中间盘安全销频繁折断的原因进行分析,明确其折断的原因,然后通过多次试验,确定采取在输出轴与齿套之间增加双平键、重配安全销孔等措施进行改造,并通过计算有效地论证该改造的可靠性。经过多年的使用跟踪,电气过载有效保护,扭矩传递正常,较好地解决了输出轴安全销频繁折断的设备故障,为企业创造一定的经济效益,此工艺可为类似设备设计和改造提供有效的技术参数。
关键词:减速箱;输出轴;安全销;平键
中图分类号:TH132.46;TD40文献标识码:A文章编号:1003-5168(2021)06-0056-04
Cause Analysis and Improvement Method of the Breaking of
the Safety Pin of the Output Shaft of the Inner Liner Extruder
FU Shigui
(Guofang Science and Technology Technician Institute of Guangdong Province,Guangzhou Guangdong 510515)
Abstract: According to the structure between the output shaft and the gear sleeve of the main reduction box of the lined laminated rubber extruder, this paper analyzed the reason for the frequent breaking of the safety pin of the intermediate disc at the output end, and clarified the reason for the breaking, then determined to take measures such as adding a double flat key between the output shaft and the gear sleeve and reconfiguring the safety pin hole for transformation through many experiments, and effectively demonstrated the reliability of the transformation through calculations. After years of tracking, the electrical overload is effectively protected, and the torque transmission is normal, which solves the problem of frequent breakage of the output shaft safety pin, and creates certain economic benefits for the enterprise. This process can provide effective technical parameters for the design and transformation of similar equipment.
Keywords: gearbox;output shaft;safety pin;flat key
橡胶挤出机广泛应用于橡胶工业中,功能是采用加热、加压和剪切等方式,将带状的胶片转变成均匀一致的胶料,然后将胶料送到下一个工序[1-2]。内衬层压延线橡胶挤出机(下称内衬层挤出机)主减速箱的输出轴与齿套之间有一个中间盘,中间盘由16根[Ф]25 mm安全销传递扭矩,进行防过载保护。其中,每个安全销均由一颗M14内六角螺钉固定,安全销及中间盘被固定在输出轴上。在实际生产中,安全销频繁折断,给生产和维修带来很多的不便,抢修难度大。据统计,断销大多发生在中夜班,造成抢修人员连续、疲劳作战,生产计划也受到一定的影响[3-4]。随着设备的不断更新换代和安全保护措施的完善,一些复杂且故障率高的机构逐步得到改进[5]。内衬层挤出机的主減速箱输出轴将存在诸多不稳定因素的安全销作为动力传递途径,严重影响正常生产,因此本文通过双平键改造及重配销孔来解决频繁断销问题。
1 内衬层挤出机主减速箱概述
1.1 结构特点
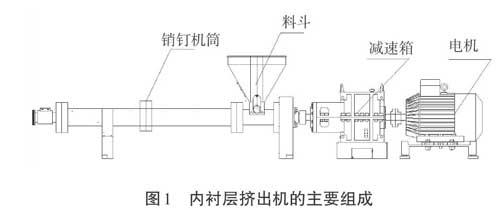
内衬层挤出机主减速箱主要由电机、减速箱、喂料段、料斗、螺杆及温度控制装置等部分组成。其采用带状双片供胶,单片胶规格为700 mm×10 mm,内衬层挤出机的主要组成部分如图1所示。
1.2 主要性能及技术参数
内衬层挤出机的喂料形式为冷喂料,其呈带状。内衬层挤出机的主要性能及技术参数如表1所示。
1.3 工作原理
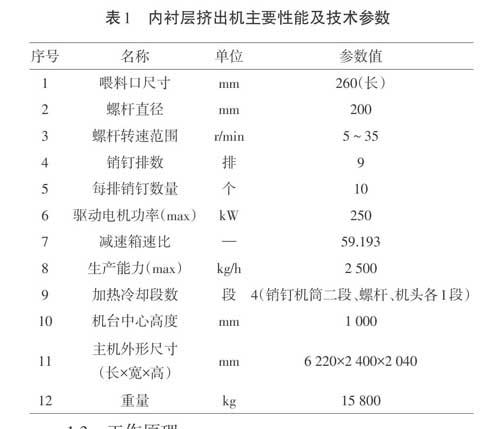
在直流电机驱动下,内衬层挤出机主减速箱利用联轴器将电机轴与减速箱输入轴连接,经三级减速,由输出轴通过16根[Ф]25 mm安全销与中间盘连接,驱动螺杆,齿套与中间盘由若干定位销及螺钉连接后驱动旁压辊。内衬层挤出机主减速箱结构如图2所示。
通过分析内衬层挤出机主减速箱结构及动力传递途径可知,中间盘上的安全销在动力传递时承受全部负载。主减速箱输出轴与中间盘的连接形式如图3所示。
2 内衬层挤出机主减速箱输出轴安全销频繁折断的原因
2.1 输出轴安全销频繁折断的处理难度
输出轴安全销出现折断,内衬层挤出机输出扭矩失效,更换时需要将机筒、螺杆与主减速箱分离,拆出齿套,松开中间盘。由于断销的突发性,断销后,机筒内挤满胶料,同时现场作业空间受限,叉车不能直接进入,人们需要焊接、搭建龙门架,给吊装和抢修带来一定的难度。每次抢修人员安排11人,其中起重人员有4人。随着折断次数的增加,处理时间也由第一次的16 h逐渐递增至36 h,原因是安全销经多次折断后处理难度增加。断销后固定在轴上的销套部分断裂在轴孔内,而且深浅不一,若其轴上固定的M14 mm×1.5 mm加强螺钉断裂,销套取出困难,特别是固定螺孔深度达40 mm,断裂螺丝取出更是困难。另外,断销存在时间差,造成销孔磨损不规则,如果配合间隙相差较大,还要进行单个适配[6-7]。个别销孔磨损后呈椭圆状,适配后,其受力的均匀性却不能得到有效保障,随着折断次数的增加,使用寿命逐渐下降[8]。
2.2 安全销频繁折断的原因分析
由于供胶量大,内衬层挤出机断销现象突出。为深入探讨、分析断销的根本原因,本研究根据现场设备负载对安全销的强度进行校验,验证其是否满足实际使用需求。减速箱输出扭矩的计算公式为:
[Tmax=9 550×P×I×ηn] (1)
式中,[P]为电机功率,kW;[I]为速比;[η]为使用效率,%;[n]为电机输入转数,r/min。
电机功率为250 kW,速比为59.193,使用效率为71.99%,电机输入转数1 500 r/min。经计算,减速箱输出扭矩为:
[Tmax=9 550×250×59.193×0.719 91 500=67 825.756 Ν·m] (2)
安全销材料为45#钢,许用应力[σ=σ0.2/s],屈服强度[σ0.2]=355 MPa,安全系数[s]选3.5,[σ]=355/3.5=101.4 MPa。许用剪切应力[τ]=[0.8σ]=0.8×101.4=81.12 MPa。安全销最大剪切应力的计算公式为:
[τmax=8TmaxZD0πd2] (3)
式中,[Tmax]为最大扭矩,N·m;[Z]为销的数量,个;[D0]为销的中心圆直径,mm;[d]为销的直径,mm。
减速箱最大输出扭矩为67 825.756 N·m,销的数量为16个,销的中心圆直径为[Ф]250 mm,销的直径为[Ф]25 mm。安全销最大剪切应力为:
[τmax=8×67 825.756×10316×250×3.14×252=69.12 MPa<τ] (4)
以上数据表明,安全销的剪切应力设计勉强可以达到使用需求。使用期间对电机电流进行实时监控,即使在起动或突然加速时,减速机的实际输出扭矩均不超过额定输出扭矩的80%,但安全销出现异常的频繁折断现象。经分析,其主要原因如下:安全销的强度设计欠佳;安全销安装后,其与销孔配合存在一定的间隙;部分安全销折断后,传递扭矩能力削弱;安全销折断过程中,销孔磨损不规则,造成修复后同时传递扭矩的安全销个数减少,导致安全销受力不均匀甚至个别没有受力,在起动或突然加速情况下出现依次断裂的可能性增大,最终造成减速箱动力输出失效[9-10]。
3 故障排除与改进措施
在抢修过程中,维修人员曾尝试将12.9级的高强度螺栓加工成实心销棒代替部分销套,但使用寿命没能得到明显的提高。通过借鉴其他橡胶挤出机减速箱的输出轴结构,起初方案重新加工输出轴,将中间盘与输出轴加工成一个整体,但由于内花键承受负载大,很多加工制造厂家不能满足要求,改造成本大[11]。经过反复深入的方案比对和成本综合分析,维修人员最终采取以下措施对其进行改造。
3.1 改造方案及实施
首先解决原销孔的磨损及孔的不规则问题,输出轴及其中间盘上的16个销孔扩大至[Ф]40 mm,采用12.9级的高强度螺栓加工,与销孔紧配,并预留10×45°坡口,焊接牢固后对配合端面再进行加工,确保其端面平整且垂直于外圆。
两端面加工完毕且精度得到保证后,在输出轴及其中间盘上呈180°位置对称加工两条宽70 mm、长100 mm的B型键槽,键槽与平键配合采用一般键连接公差,依照《平键 键槽的剖面尺寸》(GB/T 1095—2003)、《普通型 平鍵》(GB/T 1096—1979)。平键安装后,确保输出轴与中间盘外圆同心是关键,由于输出轴与中间盘原止口位配合较紧,两端面按精度要求加工好键槽后,输出轴端面键槽上各加工两个M10螺孔对平键进行固定。安装时,键槽加工及止口定中精度高,装配后输出轴与中间盘端面完全紧贴,同轴度得到保证[12]。
平键加装完成后配钻14个[Ф]25 mm销孔及M14 mm×1.5 mm的固定螺孔,配钻的销孔经铰孔后达到标准尺寸,配合公差为H6/m5,安全销材质为45#钢,热处理硬度为34~38 HRC。
本次改造借鉴重载减速箱轴颈轻度磨损修复经验,使用可赛新1680圆柱零件固持剂,消除键、销孔的配合间隙[13]。可赛新1680圆柱零件固持剂的特点是中黏度/高强度,最大径向填充间隙为0.2 mm,在厌氧条件下能够快速固化。使用前,先用1755高效清洗剂将配合面清洗干净,在键及销套配合面均匀涂抹一层可赛新1680圆柱零件固持剂,逐一进行装配,输出轴双平键改造,重配销孔,如图4所示。
3.2 双平键的强度校核
为检验输出轴双平键改造、重配销孔的效果,下面进行强度校核。如图5所示,当平键连接用于传递扭矩时,键的侧面受挤压,可能的失效形式是较弱零件工作面的压溃或磨损和键的剪断[14]。对于实际采用的材料和按标准选用的键连接尺寸来说,工作表面的压溃或磨损是主要的失效形式。因此,为了确保改造所选用的平键有足够的强度,避免压溃、剪断,有必要对连接键的强度进行校核计算。
假定载荷在键的工作面上均匀分布,平键连接的强度条件为:
[σP=2Tmax×103kld≤σp] (5)
式中,[σP]为平键连接工作表面的挤压应力,MPa;[Tmax]为扭矩,N·mm;[d]为轴的直径,mm;[l]为平键的接触长度,mm;[k]为键与轮毂的接触高度,一般[k]≈0.5[h],[h]为平键的高度,mm。
对于B型平键来说,[l]=[L]=100 mm,扭矩为67 825.756 N·m,轴的直径为[Ф]400 mm。[k]=0.5[h]=0.5×36 mm=18 mm。平键连接的强度为:
[σp=2×67 825.756×10318×100×400=188.4 MPa] (6)
键处于轻微冲击荷载的环境时,材料许用应力为[σP]=150 MPa。由于双键按180°布置,考虑荷载分布的不均匀性,双键连接的强度按1.5个键计算,则双平键连接工作表面的许用挤压应力为:
[σ2=σp1.5=188.41.5=125.6 MPa<σp] (7)
因此,键连接强度能满足内衬层挤出机的负载要求。键进行改造装配后再对销孔进行配钻及精加工,可赛新1680圆柱零件固持剂的作用消除了键和销的加工精度造成的装配间隙,因此其能够共同承受减速箱的输出扭矩,所以输出轴双平键改造及重配安全销后强度完全可以满足使用需求。
4 输出轴改造后校验及安装过程中的注意事项
改造后,检验输出轴与中间盘端面跳动及径向圆跳动均应满足使用要求,跳动量要小于0.1 mm。人们要检验键与键槽的配合精度,键安装后,使输出轴与中间盘配合端面贴紧,自由状态下无虚位存在,确认键的装配精度后,再对安全销进行安装。输出轴连接装配完成后,要校验齿套配合段的径向圆跳动及端面跳动,二者均应小于0.15 mm。
5 输出轴改造后的效果
内衬层挤出机输出轴成功进行改造后,使用正常,无断销故障发生,改造工艺简便,成本低,效率高,经济效益可观。
6 结论
内衬层挤出机输出轴改造后,设备已正常投入使用,安全销频繁断裂的原因得到查明,根源得到解决。通过完善电气过载保护、双平键改造及重配安全销,动力得到有效、正常传递,较好地杜绝了此类故障,降低了设备故障停机率,保障了企业的正常生产。
参考文献:
[1]成大先.机械设计手册[M].北京:化学工业出版社,1999:56.
[2]周建波.工程力学[M].重庆:重庆大学出版社,2011:28-29.
[3]任成高.机械设计基础[M].北京:机械工业出版社,2001:49.
[4]郭仁生.机械设计基础[M].北京:清华大学出版社,2001:37-39.
[5]机械加工工艺装备设计手册编委会.机械加工工艺装备设计手册[M].北京:机械工业出版社,1998:66.
[6]魏霞,董立亮,李文涛,等.煤矿井下有轨电机车行走减速机输出轴失效分析及优化[J].煤矿机械,2021(4):178-180.
[7]余金科,牛恩来,赵俊平,等.变速箱副箱输出轴工艺优化[J].金属加工(热加工),2021(3):83-86.
[8]黄聿琛,阮江军,邱志斌,等.隔离开关操动机构电机输出轴扭矩和电流关系的研究[J].高压电器,2015(6):139-144.
[9]雒晓兵,许可芳,王均刚.基于ANSYS分析的减速器输出轴设计[J].机械研究与应用,2013(6):34-36.
[10]秦建華,王兴隆.增压内衬的几何参数对单螺杆挤出机挤出效果的影响[J].轻工科技,2013(5):82-83.
[11]李杨,李根义.基于SolidWorks的一种新型减速器输出轴有限元分析[J].现代机械,2009(3):8-9.
[12]唐伟家.挤出机机筒专用耐磨耐腐蚀双金属内衬[J].现代塑料加工应用,2008(5):11.
[13]高强.一种新型内衬层挤出机头[J].橡塑技术与装备,2007(5):34-36.
[14]盛凯.辊筒机头内衬层挤出法生产设备研制的技术关键[J].橡塑技术与装备,2001(7):7-9.
