基于机器视觉的高精度小尺寸测量方法
2021-07-14杜兵
杜 兵
(中国船舶重工集团公司第七二三研究所,江苏扬州 225101)
0 引言
随着加工技术的进步及产品高度集成化的设计要求,对精密器件尺寸大小、精度的要求越来越高。传统的测量检验方法如游标卡尺、三坐标测量机等测量检验设备在高精度、小尺寸测量时,由于测量测头有尺寸大小,测量空间不够,限制了传统测量工具的使用[1-2]。传统的测量方法为接触式测量,测量速度比较慢,对大批量生产的高精度零件测量效率较低[3-4]。基于机器视觉的测量方法,测量空间不受零件尺寸大小限制,能避免人为误差,具有测量精度高、测量速度快、测量范围大小可调,易于实现测量自动化等优点[5]。
1 机器视觉系统
1.1 系统组成
机器视觉测量系统由结构光源平台、驱动部分、图像采集处理部分[6]、尺寸显示部分等4部分组成[7-8]。
机器视觉测量系统构成如图1所示。光源分为反射光与投射光,便于图像采集零件边缘。测量前,调节镜头位置,处在镜头焦点处,使采集到的图像处于最佳状态,采集到的图像经计算机选用一定的处理图像方法,提取需要的边界特性,根据提取的边沿轮廓特征,进行边缘测量。

图1 机器视觉测量系统组成
1.2 关键部件选择
机器视觉测量的精度由感光器件的像素大小决定,处理图像分辨率在硬件基础上能够达到亚像素级,即测量精度误差控制在1个像素内,所有测量精度受感光器件像素进度限制。在机器视觉检测系统中,分辨率以像素为单位。根据成像原理与测量原理,得到公式如下:

式中:J为测量系统的测量精度;S为测量系统可测量的视野范围大小(长度×宽度);P为物体投影在感光器件上区域像素个数(长度×宽度,P=x×y)。
相机像素的大小可以根据测量系统的精度与测量系统的测量范围确定。如测量系统视野为40 mm×40 mm,精度要求为0.01 mm×0.01 mm,那么相机的像素量P=40×40/0.01×0.01=400万个。像素越高,镜头广度越大,处理速度越慢。被测物成像在像素点示意图如图2所示。
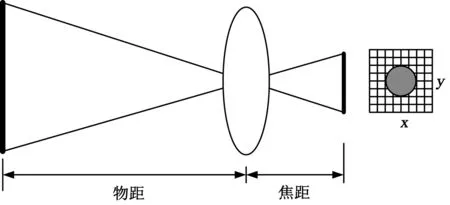
图2 透镜成像
2 系统标定
机器视觉技术是从二维图像获取被测件的三维参数值,由于镜头高度不同,在成像过程中,照到感光器件的边界大小并不一样。根据边界大小差异提取图像三维参数,在三维参数提取时,景深及数值标定对精度影响较大,是标定必不可少的两个标定项。标定是把相机坐标转换为三维空间坐标,在转换过程中,采用解算方法建立成像系统的数学模型,确定测试系统的相关固定参数。标定的精度及使用稳定性对后续测量系统的测量准确度及测量精度有重要影响。
系统标定过程主要涉及4个坐标系,包括相机坐标系、图像物理坐标系、图像像素(感光器件像素)坐标系、世界坐标系。标定相机的过程为成像点相机坐标系、像素坐标系投影过程,此两坐标系在世界坐标系中的位置标定。相机投影透视模型如图3所示。标定相机中,数学几何模型要能准确表达像素点与物点之间的数学转换关系。通过像素点坐标系与物点坐标系之间的坐标转换,可以实现像素点与物点间的对应转换。
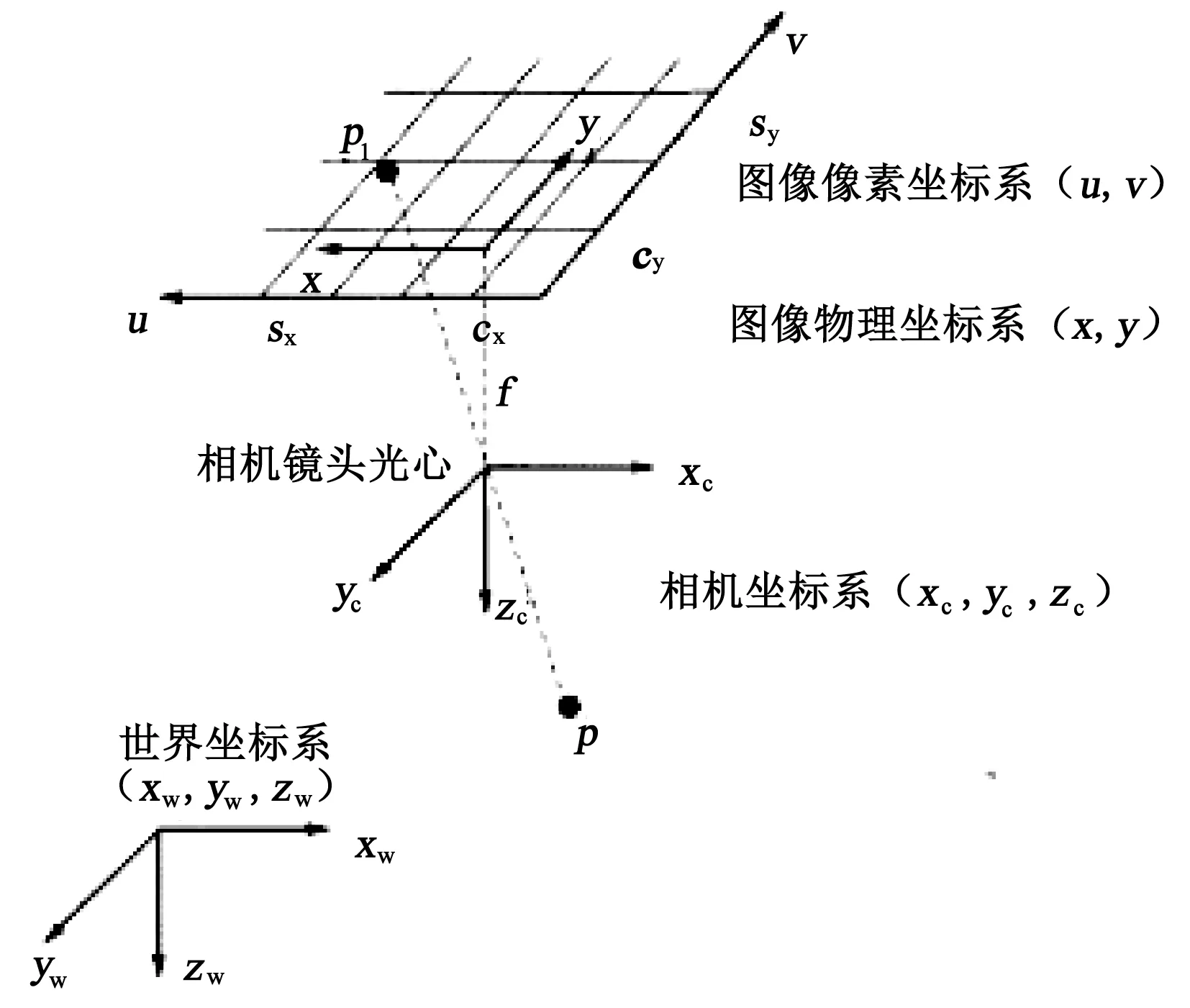
图3 相机投影透视模型
设定平面标定板,将平面标定板放在XY内,假设空间中有一点B,B在世界坐标系下空间中位置坐标为(xw,yw,zw),假设B成像的像素坐标为b(u,v),旋转矩阵R可以用3个31的列向量来表示,矩阵转换可以表示为:
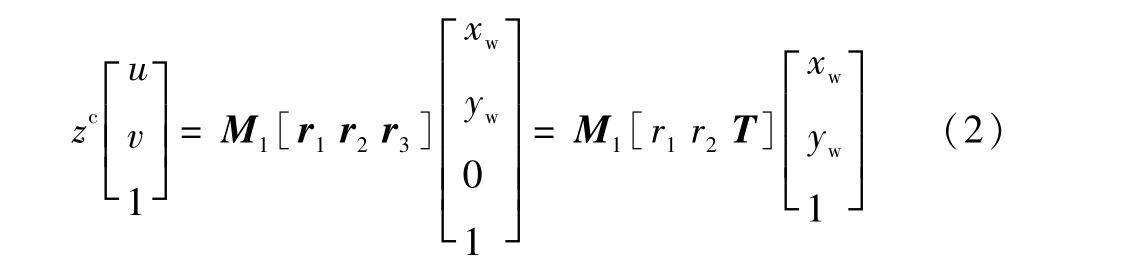
式中:[r1r2r3]为旋转矩阵;T为对应的平移向量;M1为相机的固有参数矩阵。

其中H=[h1h2h3]=M1[r1r2t],矩阵H次数是3阶,通过对一个标定板多次采集图像数据计算相机的固有参数。

相机固有参数要标定4个数据,至少需要采集3张图片进行标定。对于外参数标定,参数有6个,旋转参数与平移参数各3个,矩阵H的求解需要4个点。在实际标定中,需要采集多数图片,方程数量多于理论数量,求解方程得出相机内参数与外参数。
3 图像处理
图像处理流程如图4所示。处理图像的过程就是让图像的外轮廓更加突出显示,便于对边缘进行拟合与测量。实验主要针对由圆弧与直线为边缘的规则零件进行测量,也是测量系统的主要关注点。

图4 图像处理流程
利用Matlab进行图像处理,主要过程如下。
(1)对采集的图像进行滤波。为了过滤掉图像中的噪声,采用中值滤波法,不影响边缘信息。
(2)采用二值化处理。通过确定阈值,将图像边缘和背景区分开。
(3)提取图像轮廓边缘。边缘提取采用Canny算子,能有效提取边缘信息。
(4)消除边缘噪声。采用区域聚合算法,根据噪声边缘与实际边缘像素量的区别,进行判断并消除噪声。
(5)对处理后的边缘进行拟合,利用映射与分段方法,通过合理找寻边缘点与拐点,实现边缘拟合与连续。采集照片如图5所示,处理后的图片如图6~8所示。
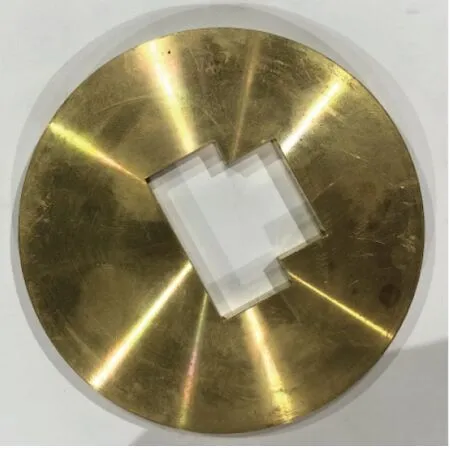
图5 工件图像

图6 二值化图形

图7 边缘提取后图像
图8 去噪及边缘拟合图
4 测试结果分析
本文中,机器视觉测量的零件为某精密器件,所涉及到的边主要是直线和圆弧,通过对采集到的图像进行图像处理,对直线和圆分别采用直线拟合与圆弧拟合对各边进行拟合。通过图像算法直线与圆弧长度,测得长度数据。实验结果如表1~2所示。根据表中数据得出结论,基于机器视觉的小型工件测量系统能够实现高精度测量,误差在允许范围内。

表1 直线测量实验结果

表2 圆弧测量实验结果
5 结束语
传统的测量检验方法如游标卡尺、三坐标测量机等测量检验设备在测量高精度、小尺寸测量时,由于测量测头有尺寸大小,测量空间不够,限制了传统测量工具的使用。为了适应大批量产品的快速测量,本文提出了基于机器视觉的高精度尺寸测量检验方法,给出了测量系统组成、图片处理方法及测试分析。通过测试结果分析,测量方法能够满足精度要求。
