针织三层凉感夏凉被织物的研制
2021-07-14仝晓婷陈红霞
仝晓婷 陈红霞
(江苏金太阳纺织科技股份有限公司,江苏南通,226000)
夏凉被作为夏季使用频率最高的床上用品,消费者非常关注被子的接触凉爽度和睡眠舒适度,目前通常由整张化纤絮片与上下层织物绗缝起来形成。整张化纤絮片为聚酯短纤维经梳理形成连续纤维网片层结构,因此该类夏凉被不仅透气性差且生产工艺流程长。目前也有机织三层夏凉被织物,通过机织三层组织工艺,将涤纶长丝织入上下层织物中,形成具有一定厚度的三层织物,再将其裁剪成被子尺寸大小,对布面锁边处理即可作为夏凉被使用。机织三层夏凉被织物缩短了夏凉被生产工艺流程,织物透气性能好,但机织物的弹性较差,不够柔软亲肤。针织物是通过线圈相互串套而形成的织物,因此其具有较好的延伸性且手感柔软。利用针织三层组织开发夏凉被织物,具有生产工艺流程短、织物柔软舒适的优点,但柔软和富有延展性的线圈结构可能会造成织物结构不稳定、抗起毛起球性能差和缩水率不达标等问题,因此利用针织物特点开发夏凉被织物值得探究。
凉感功能纤维的问世,为夏凉被开发提供了更多可选择的材料。具有高结晶性、高取向性的聚合物在取向方向有高导热性[1],超高分子量聚乙烯纤维取向度高,分量子大,可将热量迅速传导出去,产生接触凉感,同样由于其大分子链的高度取向性,纱线不易弯曲,织物手感硬挺[2]。高密度聚乙烯具有和超高分子量聚乙烯一样的线性结构,采用高密度聚乙烯亦可提供凉感,高密度聚乙烯聚酰胺复合长丝以高密度聚乙烯作为皮层,纤维表面光滑、凉爽,化学稳定性好,耐酸碱和各种盐类的腐蚀,能很好地保护聚酰胺芯层[3]。高密度聚乙烯聚酰胺复合长丝与高密度聚乙烯相比,柔软度更好,从而使高密度聚乙烯聚酰胺复合长丝更适用于服装和家纺产品。
1 关键技术指标和检测方法
本研究结合FZ/T 62031—2015《针织被套》及模拟家庭使用和洗涤情况,对三层凉感夏凉被的关键质量指标要求如下:水洗尺寸变化率-7.0%~+2.0%,顶破强力不小于250 N,正面和反面(即贴身面)抗起毛起球性能不小于3级,反面接触凉感Qmax不小于0.2 J/(cm2·s),织物透气率不小于500 mm/s,正面和反面耐日晒不小于3级,正面和反面酚黄变不小于3级。
依据GB/T 8629—2017《纺织品 试验用家庭洗涤和干燥程序》测试织物水洗尺寸变化率,A型标准洗衣机洗涤程序4N,干燥程序C。依据GB/T 19976—2005《纺织品 顶破强力的测定 钢球法》测试织物顶破强力。依据GB/T 4802.1—2008《纺织品 织物起毛起球性能的测定 第1部分:圆轨迹法》测试织物起球性能,起毛0次,起球600次。依据GB/T 8427—2008《纺织品 色牢度试验 耐人造光色牢度:氙弧》测试织物耐日晒色牢度。依据GB/T 29778—2013《纺织品 色牢度试验潜在酚黄变的评估》测试织物酚黄变。依据GB/T 3526—2017《纺织品 接触瞬间凉感性能的检测和评价》测试织物接触凉感,ΔT=15℃。依据GB/T 5453—1997《纺织品 织物透气性的测定》测试织物透气率,压降100 Pa。
2 产品设计
2.1 原料选择及理化性能
三层凉感夏凉被反面纱线为高密度聚乙烯聚酰胺复合长丝。通过扫描电镜测试复合长丝的横截面和表面形态,见图1和图2。
从图1和图2可以看出,高密度聚乙烯聚酰胺复合长丝的横截面具有明显的皮芯结构,呈同心圆形,皮层与皮芯间存在明显的分界线;高密度聚乙烯聚酰胺复合长丝的纵向平直,表面较为光滑。

图1 复合长丝横截面形态
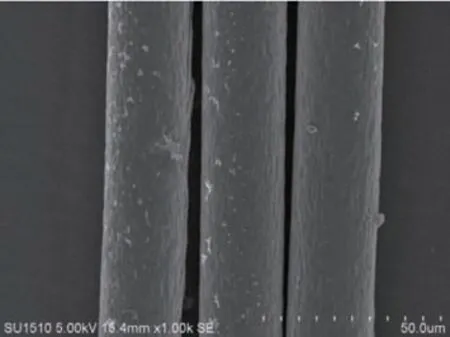
图2 复合长丝纵向形态
通过差示扫描量热仪测试复合长丝的热学性能,见图3。采用DSC Q200型差示扫描量热仪,温度范围-80℃~300℃,氮气50.0 mL/min,温度(20±2)℃,相对湿度(65±2)%。

图3 复合长丝的差示扫描量热曲线图
从图3可以看出,高密度聚乙烯聚酰胺复合长丝存在两个软化点,其中高密度聚乙烯软化点在130℃,聚酰胺软化点在210℃,印染加工需注意定形温度,定形温度达到高密度聚乙烯软化点时,高密度聚乙烯聚酰胺复合长丝的皮层发生熔融,当温度超过110℃时,高密度聚乙烯聚酰胺复合长丝的特性发生变化,因此定形温度不宜超过110℃,保证织物具有柔软的手感。
三层凉感夏凉被正面纱线为精梳棉色纺集聚纱,色纺纱线具有色彩丰富饱满的装饰效果,采用Z捻和S捻两种捻向1∶1排列织造,能有效平衡布面张力,避免布面出现纬斜问题。
2.2 设备选择与纱线设计
双面提花针织物是在具有两个针床的针织机上编织而成,其花纹可在织物的一面形成,也可以同时在织物的两面形成[4]。采用双面提花纬编设备生产三层凉感夏凉被,设备参数为96.5 cm(38英寸)针筒直径,机号E24,4路变化纱线。夏凉被的常规尺寸是1.5 m×2.0 m和2.0 m×2.3 m,采用96.5 cm针筒直径织造夏凉被,成品门幅可以达到2.1 m,同时满足夏凉被的两种尺寸生产加工要求。
夏凉被的反面为高密度聚乙烯聚酰胺复合长丝,正面由全棉精梳色纺集聚纱构成,两层织物之间填充平行排列的膨体涤纶长丝,由于相邻平行排列的膨体涤纶长丝之间存在孔隙,可使三层凉感夏凉被具有优良的透气性能。
全棉色纺纱为短纤维纺纱,容易出现起毛起球质量问题,通过改变纱线线密度,可改善织物的抗起毛起球性能,织物抗起毛起球性能与纱线线密度之间的关系见表1。

表1 纱线线密度与抗起毛起球性能间的关系
由表1可以看出,棉纱线密度影响织物的抗起毛起球性能。棉纱较粗时,纱线捻度小、配棉较差,因此织物抗起毛起球性能差;棉纱较细时,布面稀薄不紧致,也降低了织物的抗起毛起球性能。综合上述情况,凉感夏凉被织物的纱线设计:正面纱线为22.4 tex全棉色纺纱,S捻和Z捻的比例为1∶1;反面纱线为23.3 tex高密度聚乙烯聚酰胺复合长丝;填芯纱线为666.6 tex涤纶膨体纱;织物单位面积质量310 g/m2,单位面积质量偏差±5%。
2.3 花形与组织设计
三层凉感夏凉被采用衬纬组织,由正面全棉色纺纱织物层、反面高密度聚乙烯聚酰胺复合长丝凉感织物层和中间涤纶膨体纱填芯层组成,织机的上针和下针分别编织形成表层,表层组织为平针组织,中间的涤纶膨体纱不参与编织,部分全棉色纺纱与反面凉感纱线交织,将上下两层连接起来。
织造衬纬组织的三层针织提花织物,重点需要解决的是织物结构稳固性和手感之间的矛盾。在花形设计上,提花花形部分为空心组织,无上下层连接,起花花形面积不能过大,花形过大布面容易出现凹凸不平的外观,手感柔软但织物稳固性较差;而提花花形过小,织物结构稳固,但手感板结、硬挺。在未起花部分的接结点设计上,当接结点多时,织物结构稳固但柔软蓬松度差,接结点少时,接结点受到较大外力时,容易出现抽丝问题。通过生产实践,提花面积为10 cm2左右、接结点之间距离为1 cm左右时,织物具有良好的稳定性能和手感柔软度。
3 染整工艺
织物正面采用全棉色纺纱织造,不需要染色和印花,织物染整加工流程较为简单。染整工艺流程:水洗(酶抛光)→脱水→一次定形→二次定形(增加抗酚黄变剂)。
3.1 水洗
高密度聚乙烯聚酰胺复合长丝表面存在油剂,需要对织物进行去油处理,提升织物的亲肤性能。采用溢流机对织物进行水洗,水洗温度30℃~40℃,除油剂4 g/L~5 g/L,水洗时间30 min~40 min。
3.2 酶抛光
针织纱线的捻度较低,织物的抗起毛起球性能不容易达标,全棉色纺纱采用散纤维先染色后纺纱工艺,散纤维在染色过程中,经反复洗涤,高温上色,纤维表面的蜡质大部分被去除,随着染料分子的渗透,纤维发涩、弹性差,易扭结成棉结,且强力变低,长度变短,短绒率增加,这就进一步加剧了起毛起球的可能性[5]。通常采用烧毛工艺去除布面毛羽,提升织物的抗起毛起球性能,但烧毛工艺的火口温度远远超过高密度聚乙烯的软化点温度,会使织物发硬变脆。通过对织物进行纤维素酶抛光整理可提升织物的抗起毛起球性能,织物酶抛光工艺为中性纤维素酶5 g/L~8 g/L,温度45℃~55℃,时间40 min~60 min,pH值6~7。经纤维素酶抛光后,织物正面抗起毛起球等级由2-3级升为4级;织物反面抗起毛起球等级由3-4级升为4级。
3.3 定形
3.3.1 定形工艺
针织三层织物单位面积质量较大,高密度聚乙烯聚酰胺复合长丝为热塑性纤维,软化点温度低,定形温度不能高,采用低温一次定形,织物无法烘干,容易造成成品缩水率不达标;增加一次定形工序,可以解决织物缩水率不达标问题。定形工艺:第一次定形温度100℃~110℃,定形车速15 m/min~20 m/min;第二次定形温度100℃~110℃,定形车速为10 m/min~15 m/min。成品门幅预留5 cm,让织物自然回缩至所需的门幅,织物弹性好、手感柔软。
3.3.2 织物酚黄变与抗黄变工艺
纺丝加工过程中温度高,而高密度聚乙烯聚酰胺聚合物对热氧化分解非常敏感,氧化分解会降低复合长丝的各项性能,因此在纺丝中通常增加热稳定剂和酚类抗氧化剂,酚类抗氧化剂与空气中的氮氧化物发生反应,造成织物出现黄变现象。为了防止织物在存储过程中发生黄变,织物印染加工后,成品织物pH值应略带酸性,可以在后处理时增加一定量的有机酸[6]。织物在定形工序增加抗酚黄变剂5 g/L~8 g/L,并加入柠檬酸将p H值调节至4~5,从而保证布面p H值呈酸性,可有效解决成品贮藏中出现的黄变问题。
4 检测结果
通过上述设计和工艺整理,针织三层夏凉被织物满足了开发目标,其各项检测结果如下。纵向水洗尺寸变化率-5.4%,横向水洗尺寸变化率-2.9%,顶破强力1 332 N,正面抗起毛起球等级3-4级,反面抗起毛起球等级4级,p H值4.52,耐日晒等级3级,正、反面酚黄变等级3级,接触凉感0.38 J/(cm²·s),透气率2 036 mm/s。
5 结论
(1)采用纬编三层织造工艺,将高密度聚乙烯聚酰胺复合长丝作为夏凉被的贴身面,将全棉色纺纱作为夏凉被的正面,能够兼具夏凉被织物的凉感体验和美观度。
(2)通过提花花形和组织工艺设计,使平行排列的衬纬纱线稳固性较好,织物具有良好的柔软度和透气性能。
(3)通过改变全棉色纺纱线密度,并对织物进行纤维素酶抛光工艺整理,解决了全棉针织色纺纱容易起毛起球的问题。
(4)高密度聚乙烯聚酰胺复合长丝的耐热性能差,通过两次低温定形,解决了高密度聚乙烯聚酰胺复合长丝遇到高温容易发硬的问题,确保了夏凉被织物的水洗尺寸稳定性。
(5)织物在实际生产中发生酚黄变现象,通过增加抗酚黄变剂,并控制织物p H值呈酸性,可有效解决织物出现的酚黄变问题。
(6)织物在长期使用后,部分组织出现填芯长丝外露现象,如何解决这一问题,还需进一步研究。
