3D打印建筑技术及其水泥基材料研究进展评述
2021-07-13朱艳梅蒋正武
张 翼,朱艳梅,任 强,蒋正武
(同济大学先进土木工程材料教育部重点实验室,材料科学与工程学院,上海 201804)
0 引 言
建筑业常被认为是一个高风险行业。当在恶劣环境下施工时,难度及风险增加,不仅生产效率及施工质量降低,还会威胁施工人员的人身安全。此外,建筑施工一般具有周期长、高能耗、高污染及高劳动成本等特点。为改善上述问题,建筑施工自动化技术成为建筑施工发展的必然趋势之一。近年来快速发展的3D打印技术(或称为增材制造技术、快速制造技术),不仅使产品设计、医疗、制造业等领域不断取得重大突破,同时也为建筑行业带来了新的机遇和挑战。3D打印建筑技术是基于3D打印技术的一类新型自动化建筑技术,具有数字化、自动化、快速高效、无模、节省材料、个性化等特点,其应用前景广阔,尤其是在个性化建筑、灾后重建、恶劣甚至极端环境下施工方面有较大优势[1-3]。
目前3D打印建筑技术研究已经步入快速发展阶段,国内外越来越多的科研工作者开始对3D打印建筑技术进行研究,其核心内容是工艺及材料。目前3D打印建筑材料主要可以分为四类:水泥基材料、石膏类材料、树脂类以及金属类材料。水泥基材料作为目前世界上用量最大的建筑材料,因其原材料易得、经济且具有可控可调的流变性、良好的包容性及耐久性等特点,依然是目前研究及应用最多的3D打印建筑材料。近年来,国内外建筑领域的相关研究人员基于不同成型原理已陆续开发出了多种基于水泥基材料的3D打印建筑技术。本文首先介绍了基于水泥基材料的3D打印建筑技术的起源及发展,并对比分析了不同3D打印建筑技术的优势与不足。其次从原材料及配比、可打印性能、力学性能及耐久性能研究等方面对3D打印水泥基材料的研究进展进行了讨论。最后探讨了3D打印建筑技术目前存在的问题及未来的发展趋势,以期为3D打印建筑技术研究及工程应用提供参考。
1 3D打印建筑技术
1.1 3D打印建筑技术的起源与发展
1997年,美国纽约伦斯勒理工学院Pegna[4]首次对3D打印建筑技术进行了探索,通过选择性地交替沉积砂与波特兰水泥薄层,采用蒸汽养护以获得砌体构件。该工艺充分利用了材料的性能特点,并且材料可以循环使用。虽然这项工作证明了3D打印技术应用于建筑领域的可行性及前景并引起强烈反响,但受限于当时的水泥混凝土技术及自动化控制技术水平等,相关应用研究近期才见报道[5-6]。
1998年,美国南加州大学Khoshnevis等[7-8]开发了轮廓工艺(contour crafting®, CC),该工艺通过两步实现打印对象的构建:首先采用挤压工艺将材料挤成打印对象的轮廓;然后采用浇注或注射的方式填充轮廓内部。该工艺模拟了传统浇筑步骤,即支模、浇筑、抹面,其特点在于采用计算机精确控制,自动化完成建筑过程,且通过控制连接到喷嘴的抹刀实现光滑的轮廓表面和复杂的特征,同时保证打印的精度。该工艺最早应用于陶瓷制品的打印,2003年有其应用于建筑领域的报道。
2007年,Dini在伦敦伯爵府举行的Civils展览上展示了其开发的D-shape®技术[9]。2012年,该技术获得授权[10-11]。D-shape®技术采用的打印设备的底部有数百个喷嘴,可喷射出镁质黏合物,通过喷涂黏合物将含氧化镁粉末的细砂层层粘合,最终形成石质建筑物。
2009年,英国拉夫堡大学Lim和Buswell等[9,12]开发了混凝土打印技术(concrete printing, Conprint 3D®)。混凝土打印技术无需模具,通过将打印材料层层堆积成目标构件、建筑。该技术对打印水泥基材料进行设计开发,实现了较小的沉积分辨率,这允许更好地控制内部和外部几何形状。与轮廓工艺相比混凝土打印技术所用设备更简单,计算机控制程序的编写也相对简单。
2012年,苏黎世联邦理工[13-14]启动了网状模具(mesh mould)项目,探索在没有传统模具的情况下以数字方式制造具有高几何复杂性的混凝土结构的可能性。该技术通过3D打印构建聚合物或钢筋网络状模具,然后根据网孔的大小选用适当粒径的骨料进行混凝土配合比设计,从而通过堵塞网孔实现混凝土的保留。此外,为了改善打印建筑物的外观和耐久性,其外表面还需再喷涂一层混凝土。
2015年,苏黎世联邦理工Lloret等[15]基于快速滑模工艺开发了智能动态浇筑技术(smart dynamic casting, SDC®)。智能动态浇筑技术通过实时监控材料的刚度发展,采用计算机精确控制外部模具的爬升,从而自动化完成滑模成型。连续滑模成型为解决层界面薄弱及表面质量问题提供了良好的思路。此外,相比其他3D打印建筑技术,其显著优势还在于能够围绕钢筋进行滑模成型,从而实现了打印结构的增强。
2016年,布劳恩施威格大学、克劳斯塔尔大学和汉诺威大学成立了数字建筑制造试验室(digital building fabrication laboratory, DBFL),并启动了“喷射混凝土增材制造学科研究项目”的国际合作[16-17]。该项目旨在研发一种基于喷射混凝土技术原理,有潜力生产具有高表面精度的大规模钢筋混凝土构件的喷射混凝土3D打印技术(shotcrete 3D-printing, SC3DP)。SC3DP技术在3D打印水泥基材料配筋、悬挑结构打印及减少冷接缝方面更具优势和潜力。
图1展示了基于水泥基材料的3D打印建筑技术的发展历史。从3D打印建筑概念的提出至今不过20多年,3D打印建筑技术的研究及应用呈指数形式发展,当前3D打印建筑技术已经步入高速发展时期。3D打印建筑技术发展呈现以下特点:(1)3D打印建筑行业规模不断壮大;(2)新材料、新技术不断出现;(3)新型工程应用不断出现。目前出现的基于水泥基材料的3D打印建筑技术有直接将3D打印原理应用于建筑成型的技术,也有结合3D打印原理实现传统施工工艺自动化的技术。总而言之,3D打印建筑技术优势在于施工周期短、可拓扑优化、高度机械化、无模化、满足个性定制、结构复杂建筑建造及外形独特建筑建造。虽然3D打印建筑技术起源于美国,但是目前相关的研究及应用报道在欧洲及亚洲较多,尤其是欧洲常有关于新型的3D打印建筑技术见诸报道。
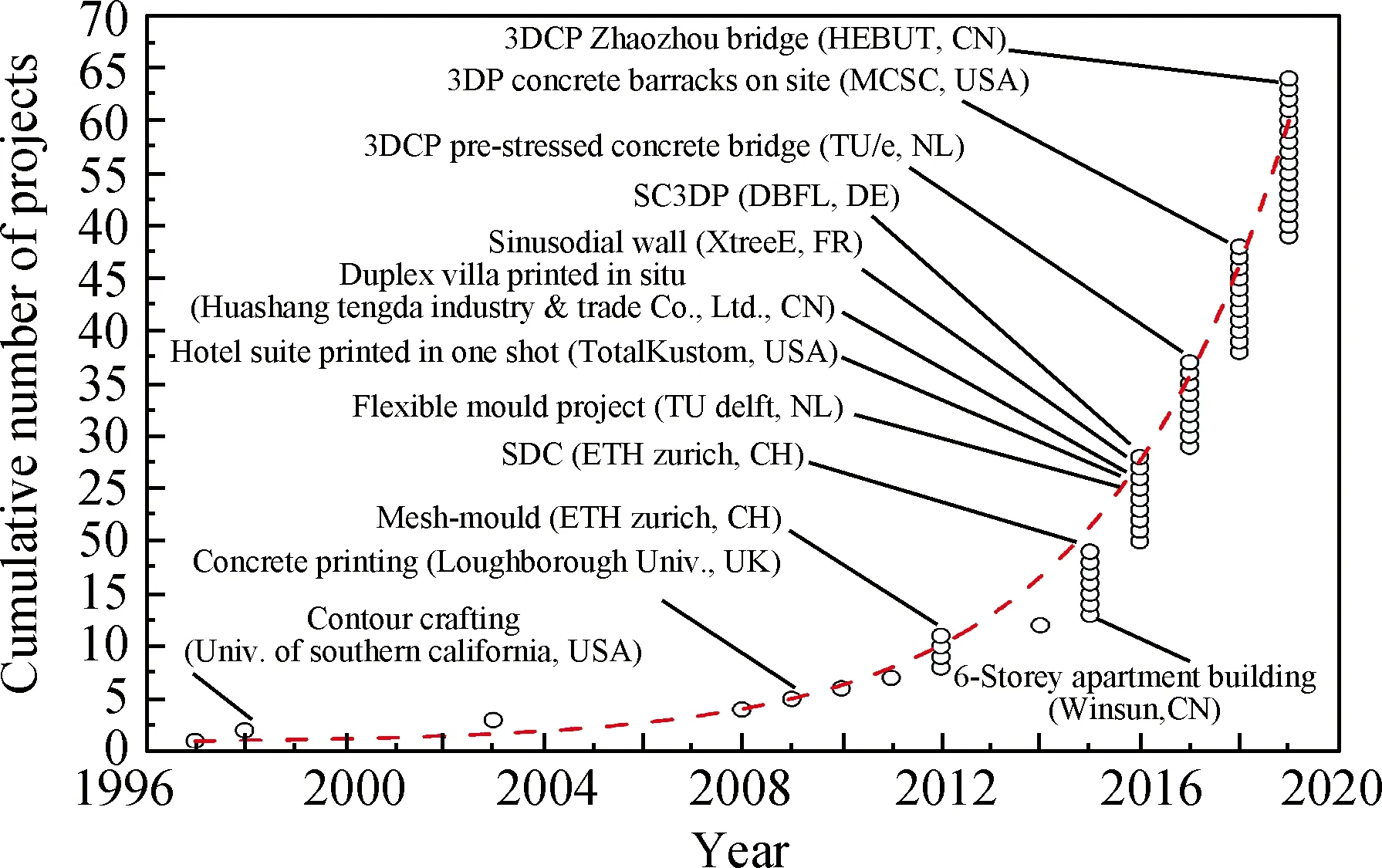
图1 3D打印建筑技术的发展历史,改自文献[18]Fig.1 Development history of 3D printing constructiontechnology, modified from Ref. [18]
1.2 3D打印建筑技术的分类及对比
目前基于水泥基材料的3D打印建筑技术种类繁多,按照成型工艺大致可以分为5类:(1)挤出成型,如轮廓工艺与混凝土打印技术;(2)选择沉积,如Pegna开发的工艺及D-shape®技术;(3)模具打印(模具打印的材料并不局限于水泥基材料,还包括塑料、金属)如轮廓工艺和网状模具技术;(4)滑模成型,如智能动态浇筑技术;(5)喷射成型,如喷射3D打印技术。不同种类的3D打印建筑技术的优势及不足如表1所示。

表1 3D打印建筑技术分类及特点Table 1 Classification and characteristics of 3D printing construction technology
不同的3D打印建筑技术具有各自的优势及不足。在应用场景方面,虽然选择沉积及模具打印这两种成型工艺在复杂异形结构打印方面的优势十分明显,但由于选择沉积及模具打印工艺的打印程序复杂,因此更适合工厂打印。喷射成型工艺成型的结构表面质量及精度较差,但施工快速,更加适合现场抢修、隧道支护等工程施工。此外,喷射成型工艺可直接现场打印悬挑结构。挤出成型及滑模成型工艺在现场施工及工厂施工均可。在配筋增强方面,滑模成型及喷射成型能围绕钢筋进行施工,但是滑模成型目前只能在垂直方向进行实体柱打印。模具打印工艺采用打印的模具骨架作为新型的增强方式。选择沉积工艺常将短切玻璃纤维与砂混合实现增强。挤出成型工艺的增强方式目前有纤维增强、被动布筋、外部配筋、连续钢缆增强等[19-22]。
由于打印设备及控制技术相对简单,目前基于挤出成型工艺的3D打印建筑技术的研究与应用受到更多关注。此类技术以水泥基材料作为主要的建筑材料,基于流变学原理及水泥水化原理实现水泥基材料3D打印[23-25]。其目前面临诸多挑战[12,18,26],包括:加工过程中水泥基材料的流变性控制、水泥基材料的收缩、水泥基材料增强增韧、打印材料的层间粘结、打印材料的耐久性及打印材料各性能评价方法等。
2 3D打印水泥基材料
2.1 原材料及配合比设计
3D打印水泥基材料与传统混凝土相比,其组分发生了较大的变化。由于集料尤其是粗集料不利于材料的触变性[27],且受限于打印喷嘴尺寸及打印分辨率,3D打印水泥基材料常为砂浆,或者为净浆。由于水泥净浆的收缩比较大,往往需要在水泥净浆中加入纤维以增加其体积稳定性[28-29]。此外,3D打印水泥基材料配比中胶凝材料用量增加,且除水泥以外都是一些如高岭土、硅灰和粉煤灰等对流变性影响较大的掺合料。同时3D打印水泥基材料的外加剂组分也更加复杂,通常包括粘度改性剂、纳米材料、促凝剂、缓凝剂等[30-34]。
3D打印水泥基材料根据所采用的水泥类别可大致分为5类:硅酸盐水泥体系、硫铝酸盐水泥体系、磷酸盐水泥体系、土聚水泥(地聚合物)体系及氯氧镁水泥体系。不同体系具有不同的特点,为实现3D打印也有不同的改性方法,如表2所示。
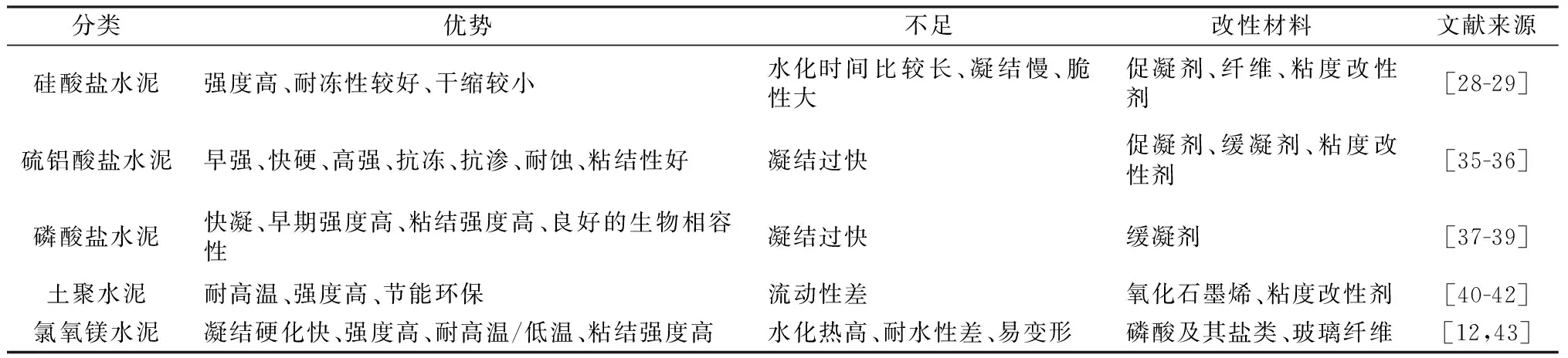
表2 3D打印水泥基材料分类及特点Table 2 Classifications and characteristics of 3D printing cement-based materials
由于硅酸盐水泥凝结时间较长,因此常常加入促凝剂缩短其凝结时间,另外为了增强其保水性和触变性常常还加入粘度改性剂。硫铝酸盐水泥具有快凝、早强的特点,因此往往需要添加适量缓凝剂,并且也采用粘度改性剂以调节其保水性和触变性。磷酸盐水泥凝结时间较短,通常采用缓凝剂改性。由于适合土聚水泥的化学外加剂较少,通常采用氧化石墨烯或者高岭土等无机粘度改性剂进行改性。氯氧镁水泥属于气硬性水泥基材料,优势和不足都比较明显,主要应用于D-shape®工艺。因为不同水泥体系各有特点,因此目前部分学者结合不同水泥体系的特点,开展了3D打印复合水泥体系[30,44]的研究。
在考虑3D打印水泥基材料配合比设计时,依然需要将低碳环保,良好工作性能、力学性能及耐久性能作为设计原则与目标。由于3D打印水泥基材料的特性(不同的工作性能要求、各向异性、环境敏感性等)及不同于传统水泥基材料的施工工艺,传统水泥基材料的配合比设计与制备理论不再适用于3D打印水泥基材料。Liu等[45]采用正交设计法基于3D打印水泥基材料流变特性的多目标(静态屈服应力和动态屈服应力)设计了含水泥、砂、粉煤灰、水和硅灰5组分的材料配合比,并从统计学角度探讨了胶凝材料的单独作用和相互作用对水泥基材料流变性能的影响。此外他们还采用优化后的配合比进行了大尺度打印,验证了该配合比设计方法的可行性,并建议在优化胶凝材料组成时,可考虑其他关键的特性,如凝结时间、开放时间、塑性粘度、触变性和施工速率等。Zhang等[46]基于水泥浆流动度与骨料含量之间关系对3D打印水泥基材料进行配合比设计,他们发现砂浆的屈服应力由水泥浆的总含量和流动度决定而与水泥浆组成无关。当保持砂浆屈服应力相同时,水泥浆流动度与骨料含量之间呈线性关系。在骨料含量相同条件下,骨料更细时,富余浆体量减少,砂浆具有较高的屈服应力。此外他们还发现砂浆静态屈服应力值在约2 460 Pa时,可获得良好的可挤出性和可建造性。由中国工程建设标准化协会于2020年12月31日发布的《混凝土3D打印技术规程》(T/CECS 786—2020)基于3D打印混凝土材料特性与前期试验结果总结出了3D打印混凝土配合比的经验设计方法,对于3D打印混凝土配合比设计具有一定指导意义。总体而言,目前的配合比设计方法都是经验性方法,尚需根据3D打印水泥基材料的应用研究不断完善,进一步提出理论性的配合比设计方法。
2.2 可打印性能研究
3D打印水泥基材料的施工工艺不同于传统水泥基材料,因此前者对施工性能要求不同于后者,现有的工作性测试方法并不适用于3D打印水泥基材料工作性能测试。目前国际上也尚未建立起完善、统一的新拌3D打印水泥基材料的工作性能(可打印性能)测试方法标准。文献中常根据打印过程,从泵送性、挤出性、建造性、打印时间等方面对3D打印水泥基材料的可打印性进行评价,如表3所示。考虑便于推广应用,可打印性能评价方法简便化是重要趋势。早期关于可打印性能的评价是直接采用打印机打印实体,进而进行定性及定量评价,而最近较多的评价方法则采用模拟打印或其他简易测试装置及方法对可打印性能进行定量评价。
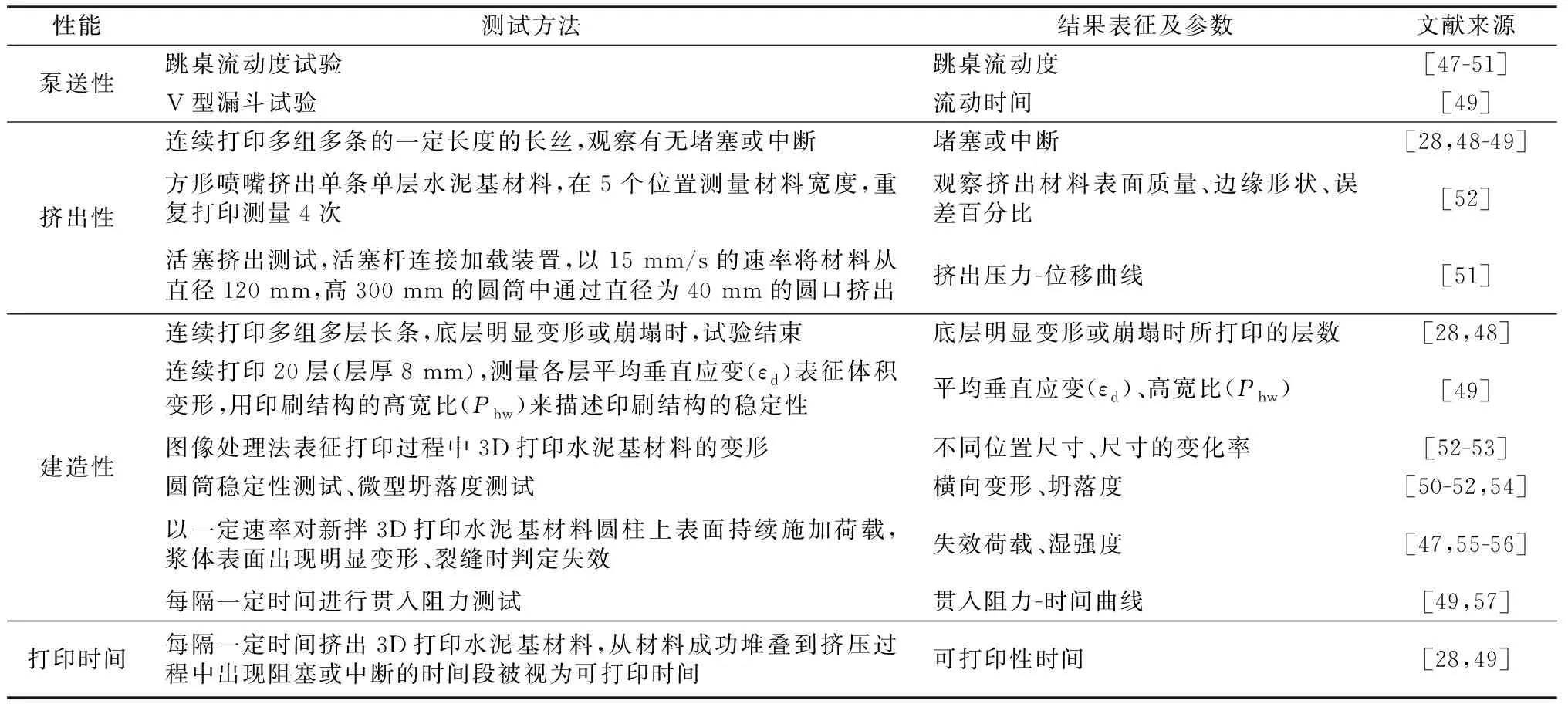
表3 可打印性能评价方法Table 3 Evaluation methods of printability
泵送性是指将材料从储存材料点泵送至喷嘴处的难易程度。挤出性指的是3D打印水泥基材料在挤出过程中的难易程度及挤出后的连续性及表面质量。建造性是指3D打印水泥基材料挤出以后在自重下及在后续打印层的挤压及重力下的变形程度及整体稳定性能。打印时间是指材料能够同时满足基本的泵送性、挤出性及建造性要求的时间段。通过将可打印时间与其他性能测试指标如剪切强度、流动度、贯入阻力等建立联系可以得到水泥基材料的可打印性指标范围。由于以上性能本质都是3D打印水泥基材料的流变性能,因此很多学者直接采用流变仪、粘度计等流变性参数测试仪器对3D打印水泥基材料的流变参数(粘度、屈服应力)、触变性能等进行测试表征[28,32,47,58-59]。通过采取适当的流变程序可以模拟测试3D打印水泥基材料从搅拌、泵送、挤出到堆积整个过程的流变性能发展演化,也可以单独模拟测试其中某一个过程的流变性能变化。但是不同学者采用的仪器及测试程序的不同也造成试验结果的差异。采用流变参数评价3D打印水泥基材料新拌性能虽具有一定指导意义,但是相关仪器价格高昂且操作比较繁琐复杂,不利于推广。对于工艺依赖性较为显著的3D打印水泥基材料,如何建立具有普适意义的3D打印水泥基材料的流变性能评价方法尤为重要。
2.3 力学性能研究
3D打印水泥基材料由于其特殊工艺(无模具、分层制造),其本身对于环境的敏感性更强,且打印实体中引入层间界面,导致材料内部结构不再相对均匀、连续。层间界面通常是整体结构的薄弱处,受力时容易最先发生破坏[60]。此外,由于层间界面的存在,3D打印水泥基材料往往表现出各向异性。虽然材料的各向异性可以在结构设计中加以利用,但是在使用与性能评价时也应该加以考虑。表4所列为文献中评价层间结合性能的方法。不同测试方法测得的粘结强度相差较大,且不同方法的测试结果离散性不同。Keita等[60]对比分析了三点弯曲测试、压缩测试、垫铁片的压缩测试及角钢垫片压缩测试,4种测试方法用于表征3D打印水泥基材料层间粘结强度的差异,以分层样品测得的平均强度与参考样品的平均强度的比值作为相对粘结强度。他们发现所有测试方法得到的相对粘结强度的方差与参考样品相比都增大,还发现三点弯曲与压缩测试测得的相对粘结强度较参考样品变化不大或增加,因此不能反映层间界面特征,而界面处垫铁片的压缩测试结果离散性较大,铁角压缩测试结果离散性最小。因此,他们认为铁角压缩测试方法是四种方法里最适合表征层间粘结强度的方法。
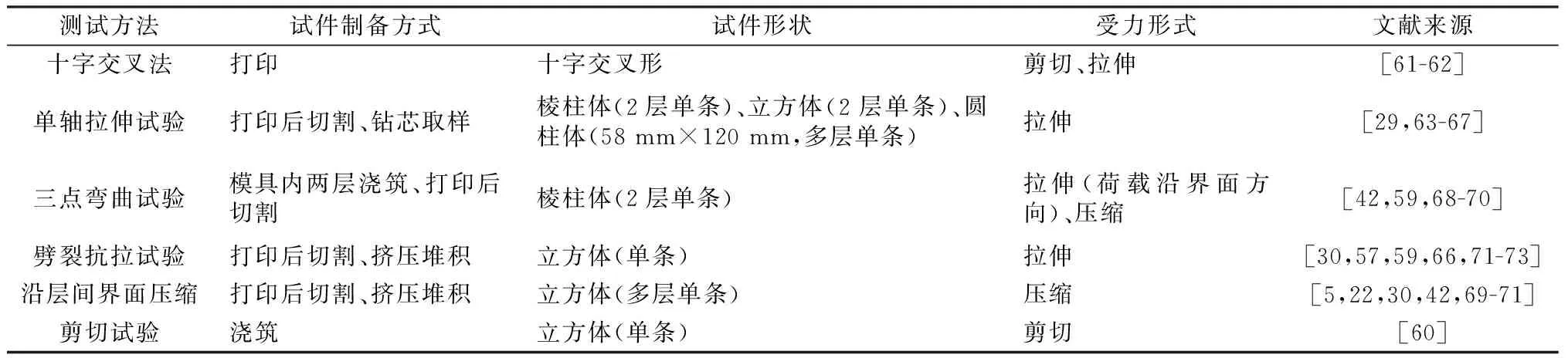
表4 层间结合性能测试方法Table 4 Test methods of interlayer adhesion performance
在传统的分层浇筑施工中采用振动来临时提高混凝土的流动性并实现混凝土层的物理混合。然而,在3D打印过程中无法进行振捣,层间仅存在有限的挤压和剪切作用,因此3D打印实体层间结构很可能不连续而存在薄弱区。原材料组成及性质(胶凝材料、骨料、外加剂、增强材料等)会影响3D打印水泥基材料性能(流变性、水化性能、孔隙率等),进而影响层间结合性能。Nerella等[68,74]采用压缩试验和三点弯曲试验测试3D打印水泥基材料层间粘结强度时,发现含有辅助胶凝材料时层间粘结强度提高。通过SEM对层间界面结构观察发现即使时间间隔为2 min,仅使用水泥作胶凝材料的参考组也存在明显缺陷,而胶凝材料中含有30%粉煤灰及15%微硅粉时,层间界面结构则有所改善。他们根据界面形貌及形成原因将层间界面微观结构分为4类:①弱结合(冷接缝太宽而无法随水化自愈合);②由于工艺和固化条件而产生的弱结合(例如沉积中引入空气);③暂时弱结合(随水化可自愈合);④强结合(无明显缺陷)。此外,界面性质(粗糙程度、含水量、空气等)、环境(温度、湿度等)及打印参数(层厚、移动速度、间隔时间等)等也会对层间界面产生影响[29,69,75]。
在混凝土修补学中关于新、旧混凝土的粘结性研究较多,且普遍认为表面处理,如喷砂、喷水是提升新、旧混凝土层间粘结的有效方法[75-77]。为提升3D打印层间粘结性能,Zareiyan等[30]通过在层间界面处构造互锁结构,压缩及劈拉试验结果表明互锁结构能够明显提升层间粘结性能。他们发现在互锁深度0.75英寸(1.905 cm)以下时,层间粘结强度随互锁深度增加而增加。Hosseini等[78]在打印的水泥基材料两层间添加一层由黑碳和硫组成的聚合物作为粘结剂以增强3D打印水泥基材料层间粘结强度。Marchment等[66]则通过在界面处添加薄层水泥浆的方法,来降低空隙从而增加粘结面积以提高层间粘结强度。他们发现,添加含有超塑化剂或缓凝剂的水泥浆层可以显著提高层间有效粘结面积,并提高层间粘结强度26%~59%。
混凝土本身是一种脆性材料,素混凝土主要应用于承压结构,而不用于拉、弯结构。布置钢筋是传统且应用广泛的提升混凝土结构拉伸性能的有效途径。3D打印水泥基材料的推广应用除需要进行增强以提升其抗拉性能,还需考虑增强措施与打印对象结构的匹配,若直接将传统的布筋方式应用于3D打印水泥基材料不仅施工困难、不能充分利用材料的性能特点,还对施工速度及成本有不利影响[26]。高强高韧性的3D打印纤维增强水泥基材料是目前的重要研究方向之一。纤维的种类、形状、尺寸、以及纤维在混凝土中的分布、取向等均会对混凝土的工作性能、力学性能及耐久性能产生重要影响[79-82]。纤维在挤出成型3D打印水泥基材料中的分布取决于喷嘴尺寸及纤维弹性模量,不同文献中采用打印设备及纤维的差异导致测试结果也有所差异。有文献中指出在挤出成型3D打印水泥基材料中纤维的分布更加有序,可根据打印路径的合理设计实现更优的纤维分布与取向,可是纤维的有序分布往往又导致更强的各向异性[42,80-81]。但Hambach等[22]发现玄武岩纤维能够提高层间粘结强度。表5为文献中3D打印纤维增强水泥基材料力学性能试验结果。

表5 3D打印纤维增强水泥基材料力学性能Table 5 Mechanical properties of 3D printing fiber-reinforced cement-based materials
2.4 耐久性能研究
目前关于3D打印水泥基材料耐久性能研究的报道较少。Weng等[86]采用剥落试验、四点弯曲试验、抗压强度试验对3D打印纤维增强水泥基复合材料(3DPFRCC)的防火性能及耐高温性能进行了研究,发现PVA纤维能有效防止水泥基材料在高温下的剥落、爆裂。不同温度下3DPFRCC的抗弯及抗压强度均高于3D打印素混凝土。Weger等[87]对采用粉末粘结工艺成型的3D打印水泥基材料的抗冻融及抗碳化性能进行了测试,测试结果表明,3D打印水泥基材料抗冻融性能满足标准要求,在自然及增加CO2浓度条件下,试件未发生碳化。刘致远[88]研究了低温养护对挤出成型3D打印水泥基材料流变性能、力学性能的影响,并对3D打印水泥基材料的抗冻性能进行了研究。结果表明,低温会使3D打印水泥基材料屈服应力上升,且0 ℃时还出现了剪切增稠的现象。5 ℃低温养护时的抗压、抗折及层间粘结强度明显低于标准养护。3D打印水泥基材料即使经过300次冻融循环(快冻法)后仍未达到冻融破坏的限值。Putten等[89]采用165 L/g的氯化钠溶液浸泡样品的方式对比了不同时间间隔打印样品(暴露面含层间界面)与浇筑样品的氯离子渗透性能,发现浸泡一周后,即使是连续打印样品的氯化物吸收量也达到浇筑样品的3倍左右,且间隔时间的增加会增大层间的孔隙率从而进一步增加氯化物的吸收量。Zhang等[90]研究发现,3D打印水泥基材料抗硫酸盐侵蚀性和抗碳化性优于浇筑的水泥基材料,但是3D打印水泥基材料的抗冻性与抗氯离子渗透性较差。
普通水泥基材料结构和耐久性设计规范将水泥基材料视为均质材料,显然直接将其应用于对环境更加敏感且具有分层结构的3D打印水泥基材料的耐久性评价不太适合。然而,当前文献中多是直接采用普通水泥基材料耐久性测试评价方法对3D打印水泥基材料耐久性能评价表征。因此,如何针对3D打印水泥基材料的特点,更加全面的对3D打印水泥基材料的耐久性能进行评价,也是其推广应用过程中亟须解决的问题。
3 3D打印建筑技术的思考与建议
3.1 3D打印设备及软件
目前国内挤出成型式3D打印建筑技术的相关应用研究占主导地位,3D打印设备主要为框架式或是机械臂式。框架式结构目前被广泛使用,虽然框架式结构更加稳定,但在运输、安装、正交沉积方面受到更多限制。此外,打印尺度受设备自身尺寸限制较大。机械臂式打印设备打印自由度更高,在建筑设计方面更具优势,在移动及打印方面相对框架式更加灵活,但编程控制相对复杂。3D打印设备是实现3D打印建筑的基础,随着打印建筑尺寸的增大及高度的增加,如何设计大型功能集成的建筑3D打印设备及如何解决高层建筑打印过程中打印设备的爬升问题,抑或是如何设计多设备协同工作的3D打印智能系统,是未来实现大型高层建筑打印的前提与基础。此外,如何结合智能化反馈系统,实现3D打印过程中实时监测——反馈调整,是进一步提升3D打印建筑技术自动化、数字化、智能化的重要研究方向。
与传统混凝土施工所不同的是,3D打印建筑结构需要先完成电脑上模型的构造,再通过自动化程序使之转换为实物。因此,设计软件成为了3D打印建筑技术准备阶段的重要组成部分,开发更加具有针对性、更加便捷、可控性更强的3D打印建筑专用的建模、切片及三维行程控制软件,实现打印路径最优化,协调挤出系统、行程控制系统及附加功能系统,使打印结构具有良好均质性,并结合材料性能特点实现建筑结构的高性能化,是促进3D打印建筑技术快速发展的重要动力。此外,将BIM(建筑信息模型建造)技术与3D打印建筑配套软件相结合,对进一步实现3D打印建筑技术自动化、数字化及智能化有重大意义。
3.2 3D打印水泥基材料配合比设计
性能需求(包括但不仅限于工作性能、力学性能及耐久性能)是水泥基材料配合比设计的目标与内容。在进行3D打印水泥基材料配合比设计时,材料性能设计需求应该结合3D打印水泥基材料施工工艺、打印材料特性及应用服役环境综合决定。而原材料选用原则及规律则应该基于3D打印水泥基材料的性能需求。目前关于3D打印水泥基材料的配合比设计方法,大多是基于少量的研究测试结果总结而出的经验方法,且仅考虑了工作性能及力学性能需求,工作性能主要考虑可打印性,力学性能则主要考虑材料的抗压强度,充分考虑3D打印水泥基材料特性及其使用场景的配合比设计方法缺乏。此外,鉴于3D打印建筑技术研究应用正快速发展且不断完善,其所用水泥基材料的性能需求也将随之发生变化,因此相应的配合比设计方法也应该不断完善。例如,由于无模施工、逐层叠加的施工工艺,3D打印水泥基材料配合比设计时,是否应该考虑将水泥基材料收缩、材料各向异性作为设计目标及内容等均是值得讨论的问题。
3.3 3D打印水泥基材料性能及评价
层高较低的3D打印建筑,通过材料与结构的设计,可保证无筋条件下的结构安全。但随着层高的增加,结构的配筋是建筑抗震性的必要保证,如何结合打印设备及施工工艺实现高韧性建筑结构是有待解决的重大难题。传统的水泥基材料的性能检测及评价方法显然已不能满足3D打印水泥基材料的评价与检测需求。虽然众多学者提出了评价指标用于评价3D打印水泥基材料所需要具备的某些性能,但主要是基于现阶段对3D打印建筑技术初步的认识,对于3D打印水泥基材料的性能评价方法缺乏较为系统、深入的研究。此外,目前的文献资料,多关注于材料的工作及力学性能而对于3D打印水泥基材料的耐久性能,尤其是恶劣甚至极端环境下的性能劣化机制及耐久性能研究少有涉及。
3.4 打印建筑标准问题
3D打印建造方式与传统的建造方式存在极大差异,现有的材料设计、结构设计、施工规范、建筑标准等已不再适用。关于挤出工艺的3D打印建筑技术及其水泥基材料,中国工程建设标准化协会已经发布了《混凝土3D打印技术规程》(T/CECS 786—2020),目前还有多部关于3D打印水泥基材料工作性能及力学性能的行业或协会标准正在编写。可见3D打印建筑技术相关标准体系正在逐渐建立,但这个过程中需注意充分考虑3D打印建造工艺及其发展,基于大量研究应用结果不断完善,从而规范3D打印建筑行业的健康发展。
4 总结与展望
目前,3D打印建筑技术相关的应用研究正高速、健康发展,相关的标准体系也正逐渐建立,开始有一些标准化的测试和质量控制方法来比较这些最近的进展。目前3D打印建筑技术,建造精度尚不能令人满意,工艺、设备及软件研发尚不充分,暂未进入大规模商业应用。尽管需要做很多工作才能充分认识到3D打印建筑技术作为建筑行业具有成本效益和可靠性的选择,但它所能提供的潜在效益值得进一步的研究和开发。可以预见未来3D打印建筑技术可能有如下发展趋势:
(1)加速数字化施工进程、促进自动化施工多元化发展。3D打印建筑技术将加速混凝土施工数字化、自动化进程,并成为一种重要的辅助施工手段,从而弥补传统施工方式的不足。
(2)多种材料协同施工。根据结构的特点在不同的部位采用不同的材料或是不同尺寸的材料进行多喷头同时施工。如结构强度要求较高时采用超高性能混凝土,结构强度要求较低时采用中低强度混凝土。
(3)3D打印建筑材料向功能材料方向发展。3D打印功能混凝土的配制与研发,包括轻集料混凝土、吸波混凝土、保温混凝土、ECC、地聚合物材料、耐高温混凝土、耐腐蚀混凝土等。
(4)向智能化施工、智能化结构发展。利用压电、光纤或声发射等智能方法对3D打印水泥基材料结构进行实时监测反馈,并自动调节。如沉积过程中即对3D打印水泥基材料强度、刚度等参数实时在线监测,进而调节沉积速率。3D打印智能混凝土的配制与研发,包括具备自感应、自调节、自供能、自修复等功能的智能混凝土材料与结构。
(5)向局部-整体结构一体化建造方向发展,实现从局部结构到整体结构的可控建造。在3D打印建筑时,将3D打印水泥基材料局部结构设计建造与外形结构设计建造同步完成,即实现局部到整体结构的同步建造。
