大型游乐设施金属构件无损探伤案例分析
2021-07-08江西省特种设备检验检测研究院黄荔生
江西省特种设备检验检测研究院 黄荔生 陈 颖 胡 诚
■引言
随着科学技术的发展以及新技术在游乐设施的应用,大型游乐设施向体验感更刺激、运动更复杂方向发展。然而一些翻滚、俯冲等惊险动作在给游客带来欢乐的同时也带来了安全隐患。截至2019年底,全国注册登记的大型游乐设施数量达到2.49万台(不含客运索道),因此如何保障游乐设施安全运营是制造单位、使用单位、监管和检验单位等部门关注的重点。
根据GB 8408-2018《大型游乐设施安全规范》和ZBFGH 39-2002《游乐设施监督检验规程》要求,在大型游乐设施制造、安装、使用过程中须对重要部件和重要焊缝进行无损探伤,以此对设备质量进行控制。本文通过介绍磁粉探伤技术在摇头飞椅金属构件裂纹检测上的应用,分析了大型游乐设施金属构件检测的重要性以及裂纹的形成原因和检测方法。
■大型游乐设施金属构件检测的重要性
大型游乐设施属于机电类设备,如果将电气元器件等控制系统比作游乐设施的大脑,金属结构件就是设备的骨骼躯体。而金属构件一般以轧制件、焊接件、锻件和铸件做坯件,经机械加工而成,其主要连接方式为焊接和螺栓连接。在游乐设施的安装过程中,严格的焊接规范和熟练的操作技能可以减少缺陷率,但焊缝内仍可能存在一些缺陷(气孔、夹渣、裂纹)。缺陷的存在使得焊接后的金属在抗压和抗拉强度方面都大大降低,同时使金属的致密性降低,容易遭到腐蚀。这些将直接影响结构的承载能力和抗疲劳性能。由于缺陷的存在导致焊缝局部范围的应力达到较大级别,从而当结构在承受交变载荷时,这些部位首先出现疲劳裂纹并扩展致使结构破坏。一旦这些关键零部件和重要焊缝发生结构性、功能性破坏将引发事故,并造成重大人员伤亡,社会影响极其恶劣。
2006年6月重庆某游乐园内一台观光类摩天环车游乐设施,在运行中平衡臂发生断裂,造成一名乘客当场死亡,两名乘客受伤。事故现场发现,设备的主臂在接近旋转轴100多mm的母材上发生断裂,一个副支撑臂在接近旋转轴3m左右的母材发生断裂,这两个断口均有旧的穿透性裂纹。2016年2月河南省某庙会上一台名叫“高空揽月”的游乐设施,在运行过程中安全压杠根部焊缝发生断裂,致使乘客从高处坠落死亡。
因此,在开展游乐设施定期检验过程中,加强对大型游乐设施金属构件的检测,尤其是对重要焊缝和重要销轴的检测,是提升游乐设施安全运行水平的有效手段之一。
■缺陷的形成原因和检测方法
根据对现场检验情况统计分析,裂纹和气孔类缺陷属于常见缺陷。因此,本文着重介绍裂纹和气孔的形成原因及其检测方法。
1.缺陷形成原因
(1)裂纹
焊接裂纹是焊接缺陷中危害性最大的一种,裂纹会减少材料的承载面积,造成受力构件中该部位应力集中。在焊接应力及其他致脆因素作用下,焊缝中金属原子的结合遭到破坏,形成新的界面而产生的缝隙。
金属结构材料在交变反复载荷的作用下,局部高应力区域内的应力超过材料的屈服强度,导致金属结构件内部产生微裂纹并逐步扩展成疲劳裂纹,最终造成工件断裂。
(2)气孔
气孔缺陷减少了焊缝的有效受力面积,降低了焊接接头强度。同时,气孔也容易造成受力构件局部应力集中,进而发展成裂纹。
焊缝中产生气孔的主要原因是由于母材或填充金属表面有锈、油污等液体,导致这些液体在高温焊接下分解为气体,增加了母材和焊接材料中气体的含量。由于熔池冷却速度大,不利于气体的逸出,最终在焊缝中形成气孔。
摇头飞椅中的吊环多为铸件,铸件中气孔产生的主要原因是熔化的金属在凝固时,熔融状态下的金属中气体不能及时逸出,进而在金属表面或内部产生气孔。
2.缺陷检测方法
在游乐设施金属机构件检测中常用的检测方法有超声检测、渗透检测和磁粉检测。在铁磁性构件的表面质量探伤方法中,磁粉检测相对于渗透检测、超声检测方法对表面裂纹的检测灵敏度最高。
根据GB8408-2018《大型游乐设施安全规范》要求铁磁性材料部件的焊接接头表面应当优先采用磁粉检测,而且应当按照GB/T34370.3的规定要求,合格级别为I级。
■案例分析
2020年在对一台名叫“摇头飞椅”的飞行塔类设备进行定期检验,如图1(a)所示。它是一款集旋转、升降、变倾角等多种运动为一体的游乐设施,当设备通电后,塔身在液压缸顶升作用下慢慢升起,同时在电机的驱动下伞形转盘摇动,悬挂在转盘桁架上的座椅呈波浪状运动,坐在座椅上的乘客随之运转,设备主要结构如图1(b)所示。设备正常运转主要分为两部分完成:底座支架、电机和液压系统等构成设备驱动部分,其安全性能直接影响设备的升降、旋转运行的质量;座椅、悬挂装置以及桁架构成悬挂系统,其安全可靠性直接影响乘客的安全。因此,大多数“摇头飞椅”生产厂家要求使用单位每年须对设备的底座焊缝、电机底座与塔身连接处焊缝、桁架根部焊缝、悬挂座椅的吊耳板焊缝和销轴、座椅焊缝等主要受力部件进行无损探伤。
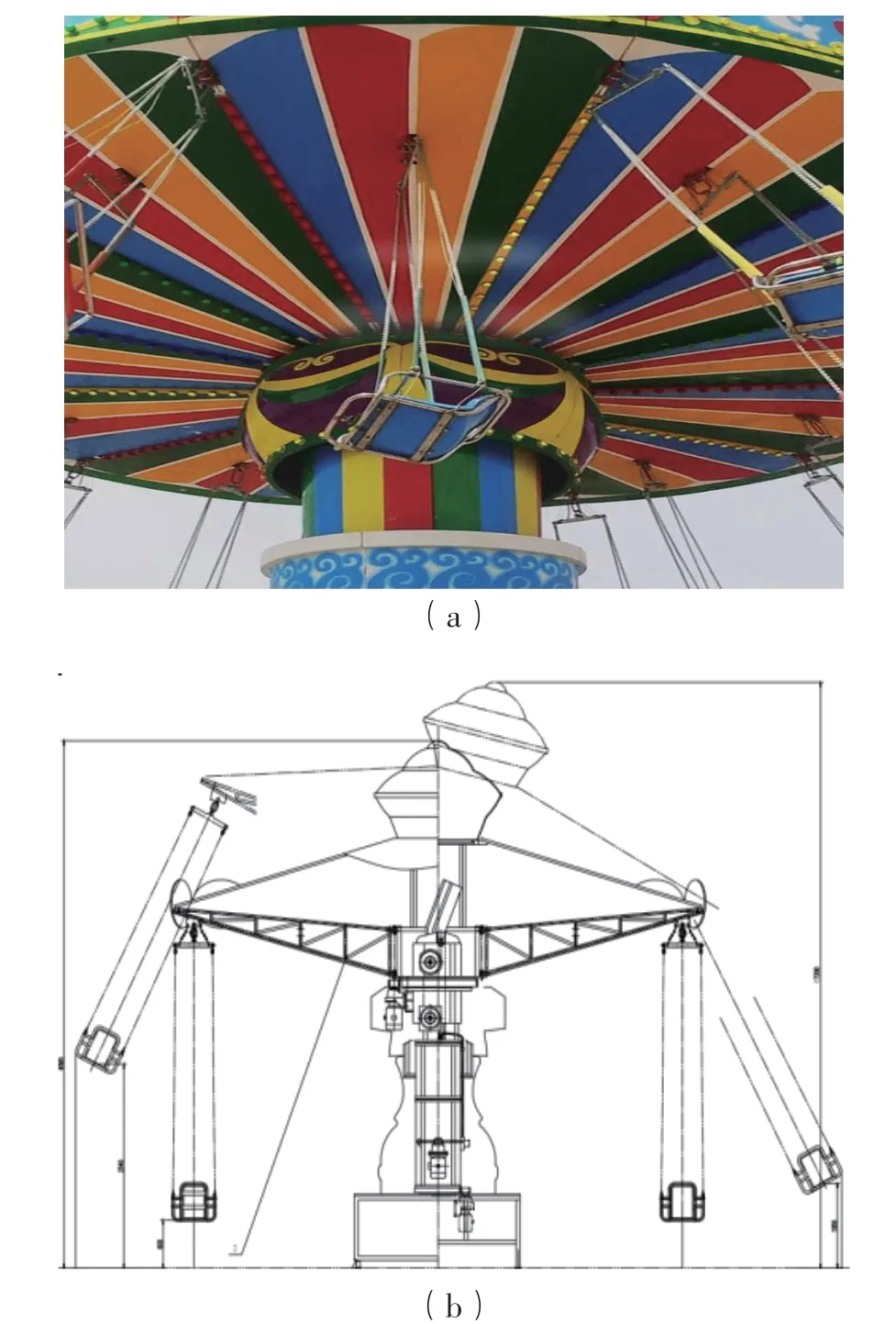
图1 设备情况
现场检验人员根据设备运行特点以及厂家探伤目录表对设备圆形吊环、桁架根部焊缝、卸扣、座椅骨架焊缝、吊挂板焊缝等主要受力部件(部位)进行无损探伤。由于该设备中的圆形吊环、桁架以及卸扣制造材料均为铁磁性材料,现场检验人员对检测件须进行磁粉探伤。探伤结果表明该台设备的主要受力部件中焊缝和结构件等处存在裂纹等缺陷,如图2所示。根据GB/T34370.3-2017中磁粉检测质量评分级要求,磁粉检测不可接受的缺陷包括裂纹、紧固件和轴类部件的横向缺陷显示。同时,在对焊接接头进行磁粉探伤时,线性缺陷磁痕长度不大于1.5mm,机加工部件不允许存在线性缺陷磁痕。案例中的吊环、卸扣和桁架等重要部件质量评定为不合格。
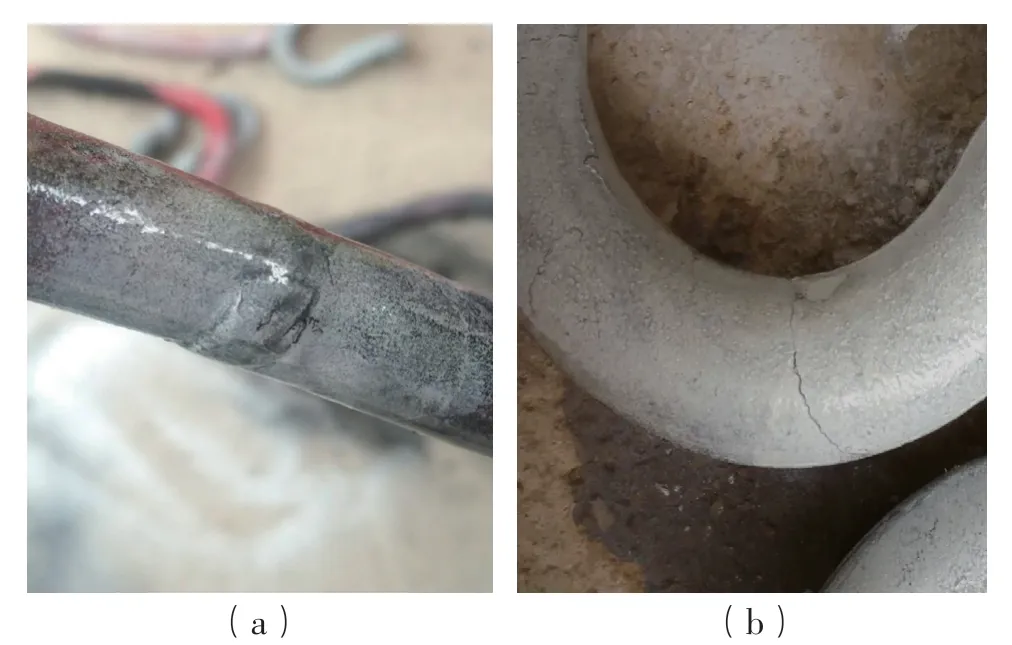
图2 磁粉探伤结果图
图2(a)所示缺陷为圆形吊环焊缝处裂纹,造成裂纹的原因可能是焊接工艺水平的问题。该圆形吊环属于乘客座舱悬挂系统与转盘桁架的连接件。图2(b)所示缺陷为卸扣表面裂纹,该卸扣属于吊挂板与圆形吊环的连接件。卸扣属于批量铸件产品,现场8件卸扣检验件均在表面发现多处裂纹。因此,卸扣表面裂纹产生的原因很有可能是铸造工艺不规范导致。
上述圆形吊环和卸扣均属于受力部件,在受到交变载荷和外部环境的作用下裂纹延伸率将快速增长,导致乘客座舱悬挂系统失效的隐患加大。同时根据大型游乐设施监督检验规程和GB 8408-2018《大型游乐设施安全规范》,对该台设备判定为不合格。
■结束语
大型游乐设施既是一种用于经营的娱乐设备,又是一种潜在风险大的特种设备。根据以往的事故案例以及现场检验结果,游乐设施中金属结构件因制造水平和后期使用管理问题易产生裂纹缺陷。因此,作为检验机构在对游乐设施进行定期检验时,须加强对金属结构件中的重要焊缝以及其他重要受力部位的质量检验,更应加大无损探伤技术在游乐设施检验中的应用。