煤矿短壁开采自动化连续运输系统设计与实现
2021-07-06郝建生
郝 建 生
(中国煤炭科工集团太原研究院有限公司,山西 太原 030006)
0 引 言
采用连续采煤机短壁机械化开采技术提高资源采出率,解决我国煤矿井下煤柱及不规则块段开采、“三下”压煤开采、露天边帮压煤回收、延长矿井服务年限等方面,具有重要意义。目前短壁成套装备主要由美国、加拿大和俄罗斯等国生产,其中以JOY公司生产的连续采煤机和梭车为主,我国主要短壁连续装备依赖进口。目前中煤科工集团开发的连续采煤机陆续替代进口取得了较好的应用效果,但配套连运系统缺失一直制约矿井产量提升,亟待开发。
连续采煤机机在房柱式开采工艺中的应用大幅提高了开采效率,然其后配套通常采用梭车进行运输,由于运输距离长,2台机器之间存在一段时间间隔,限制了连续采煤机开机率,采硐越深影响越显著。实现采矿工作面与主运输送带受料点间连续运输,无疑可大幅提高生产效率,甚至产量翻番。传统的连运系统是一系列由具有履带底盘的多个移动单元组成的刮板输送系统,每个运输单元由人工独立控制,必须通过多名作业人员相互协同操作实现车辆协同前进和转弯,同时由于各单元长度和铰接方式也很大程度上限制了在井下巷道中行驶和转弯性能,在实际使用中由于人员协同造成的事故常见,系统复杂,占用人工多等问题制约了该设备在短壁采煤的广泛应用[1-3]。
带式输送机具有长距离连续运输、大运量、可靠性高、性价比高的特点,且易于实现自动化集中控制。带式连续运输系统(以下简称带式连运系统)的开发结合传统经验,采用汽车列车方式,由一定数量和功能的运输车辆单元组成长距离运输系统,行驶和转弯通过程序协同控制,操作人员2名,大幅提高连续运输系统作业效率,消除人为操作不当造成设备的损坏。实现连续运输系统自动行驶,跟随连续采煤机轨迹进行精准循迹控制,各行驶单元转向铰接方式能否适应矿井路面条件,进行灵活精准转向控制等问题是实现长距离动态行驶运输的技术关键。如何提高设备自动化程度,减少作业人员,提升行驶灵活性和环境适应能力,开发设计带式连运行驶控制算法,使其能够在井下巷道中完全自主行驶是项目开发研究重点和难点。
1 房柱式采煤工艺
目前房式开采工艺进行原煤生产,一般采硐布置深度达120 m,采用连续采煤机配套梭车的方式进行,经由给料破碎机将原矿运至主输送带系统,生产能力通常达到7万~8万t/月以上。随着采硐深度的延伸,梭车运输往返距离不断增加延伸,限制了连续采煤机开机率和产量提升,采硐越深这种影响越显著。经实际调研,连续采煤机配套梭车的工艺系统,每个作业循环约5 min,每次运输量约20 m3,单个采硐生产循环间因运输距离造成等待约占总时间30%以上,采、运能力不匹配是生产组织中急需解决的问题。
2 汽车列车运输系统可行性
带式输送机具有长距离连续运输、大运量、性价比高的特点,且易于实现自动化集中控制,在采矿过程中应用广泛。在巷道纵横交错的运输环境通常安装多部带式输送机,搭接成连续运输系统来提高产量。如在煤矿井下巷道掘进的过程中通常采用悬臂式掘进机配套桥式转载机、固定带式输送机,在巷道转弯处设置多部搭接带式输送机实现连续运输。然而在采煤过程中,连续采煤机工作效能远高于巷道掘进机[4-5],推进速度快,如果采用同样布置工艺方式,无疑将需要大量人工用于巷道带式输送机延伸和安装布置,会极大限制连续采煤机效率提升,因此矿常配套梭车进行运输,随着采硐深度延伸来增加梭车数量缩短作业循环时间[6-8]。
汽车列车是由牵引车和多辆挂车组成的车组,地面交通运输常见型式有客车列车、货车列车、铰接列车及平板列车,应用广泛技术成熟[9-11]。如采用汽车列车方式,将一定数量、相互搭接在一起的输送带运输车辆单元组成长距离运输系统,行驶过程由程序协同控制,牵引车跟随连续采煤机同时受料,列车尾部与主运输送带平行布置,由尾车卸料带式输送机随时卸料至主运输送带,可形成1套与连续采煤机随动的连续运输系统,大幅提高采矿生产能力,结构简单灵活方便,相对梭车往复行驶可节约成本提高安全性。
经实地调研和探讨,汽车列车型式连运系统方案应用于房柱式开采工艺主要有5个方面设计要求。
1)带式连运系统运输能力和矿料存储能力可替代梭车,其瞬时运输能力应与连续采煤机、主运输送带相匹配,针对连续采煤机瞬时运量大的特点,带式连运受料车料斗容量和运量应同时满足。
2)根据矿房柱式开采工艺要求,包括巷道设备布置和工艺尺寸、采硐深度置等,结合带式连运模块化单元数量对控制系统开发难易程度,合理设计车辆单元长度和数量,以及允许的配套单元数量,以确定输送带连运系统最大适应长度。
3)按照煤矿底板和坡道性质,合理设计轮式底盘驱动型式及布置方式,以适应堆积密度低的尾矿回填路面的附着系数和允许接地比压,确保行驶和驻车安全可靠。
4)带式连运系统可在多弯道自动行驶,控制算法易于实现且安全可靠,包括操控维护简单、列车运行轨迹跑偏量稳定可控等,不能与巷道和其他设备发生碰撞。
5)带式连运各部件和系统应具备在煤矿腐蚀环境下可靠工作能力和寿命。
结合上述问题,对工艺和现场环境进行分析研究,确定了带式连运工作状态和功能要求,设计了LYD800型带式连续运输系统(简称为带式连运)及配套工艺方案,主要满足2种工况应用:①采矿运输,即带式连运跟随连续采煤机进入采洞,由系统受料车接受连续采煤机采出的矿料,依次转运至卸料车,并转运到主输送带。②充填作业,即受料车接受充填物料后,系统将料转运至采空区,通过卸料车的卸料端将充填物料抛洒至指定区域。经过模拟仿真和现场测试,带式连运系统结构和控制逻辑不断迭代优化,基本实现带式连运行驶自主控制。
3 带式连运系统
带式连运系统由20辆固定长度具有车辆底盘的移动带式输送机,通过机械铰接的方式连接在一起,形成汽车列车的运输系统(图1)。1号车为受料车,20号车为卸料车,2—19号车为中间车,每个车辆单元均配置有行驶、转向、制动功能,布置有角度倾斜的带式输送机,每部相邻带式输送机受料车、卸料车分别搭接,实现逐级连续运输;车与车之间通过机械铰接的方式连接在一起,能够绕垂向、横向和纵向相对转动,以适应拐弯、爬坡和路面起伏工况;设备具有遥控操作和本地操作2种操控方式,由2名司机分别遥控操作受料车和卸料车。一台机器满足了房柱式开发运输和采硐回填工艺,可实现矿房巷道与主巷转弯工况下前进与倒车行驶,满足开采工作面采硐连续运输配套要求,有利于产量翻番,并为用户节省设备管理和采购经费。

图1 带式连运系统示意Fig.1 Schematic of belt type continuous transportation system
带式连运机械系统简单,模块化、标准化程度高。主要包括耐腐蚀车架、轮式驱动底盘、带式输送机、受卸料斗搭接机构、车辆铰接机构等关键零部件,其中铰接机构制造精度和工艺,车架整体铆焊和表面防腐处理等是其关键技术和要求,但真正技术难点在于行驶控制算法开发。
3.1 车架及铰接机构
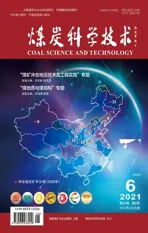
带式连运系统各单元车辆通过机械铰接的方式连接在一起,每辆车都具有行驶驱动,这就要求单元车间可自由回转,即限制两车之间的3个方向的平移,以3个正交方向为轴自由转动,满足车辆间横摆、俯仰、侧倾以适应不同底板运行工况。铰接机构(图2)采用圆周滚动轨道方式通过销轴实现车辆间连接,引导轮组在一定转向角范围内以较高精度沿圆周轨道往复转动,灵活适应车辆行驶过程中车身姿态转角的自适应工作,并将车辆间转向角实时反馈控制系统参与循迹过程控制。引导轮和导轨同时承受各个方向的负荷,并要求配合面具有良好的防腐性能,因此精度和材料处理是该零部件设计的关键,实际运用中圆周铰接机构具有灵活且低噪声的运动特性。
图2 圆周轨道铰接机构Fig.2 Circular rail articulated mechanism
3.2 行驶系统
行驶系统的设计首先需要讨论集中或分散牵引的利弊。若将动力集中设置在受料头车和卸料尾车上,每部车上设置转向系统,理论驱动功率300 kW,配备专用行驶变频器,将存在成本高、体积大、结构布置困难、质量大、对比压大,在浮矿很厚的底板行驶,可能会出现附着力不足,行驶打滑、转向阻力大,操控困难的情况。如采用分散驱动,每部车自带行驶和转向动力,将质量分布每部车,针对其浮矿多的底板,合理匹配行驶动力与轮系对地比压,易于实现灵活行驶。
行驶系统由一系列独立配置于单个车辆,采用桥+电机+减速机的系统来实现,具有行驶速度控制、差速控制、转向控制、制动控制功能,随连续采煤机自动行驶,确保受料连续可靠。受料车可实现任意方向转动和移动,后续车辆行驶轮系转向通过系统程序控制,遵循前一单元车辆轮系行驶轨迹,确保系统所有车辆沿着同一条轨迹实现精准前进、后退、转弯,满足在规定巷道内安全、有序地运行,随配套连续采煤机一同工作。
为确保系统每一辆车能够避免碰撞、倾翻等运行问题,相邻两车连接机构能够满足车辆左右横摆、前后俯仰、侧倾工况与轮系行驶相适应,前后车辆桥中心轴线与车辆铰接中心轴线重合。根据采场系统巷道宽度、采洞宽度及运输系统配套位置,确定车辆预计宽度范围内转弯内径和外径,并对车辆单节长度进行优化确定。根据车辆载荷预估行驶系统驱动电机和减速机工作参数,进行部件选型。本次设计的行走驱动系统采用电机、减速器、转向驱动桥的形式。
3.3 输送带运输系统
每部车辆的带式输送机是标准模块,启停实行联锁控制策略,起车时由后往前依次启动,停机时由前往后依次停止。初步确定带式输送机带宽1 000 mm,槽角20°,运量800 t/h,带速1.66 m/s,单节输送带长度根据机长设计确定7 m。输送带运输系统具有跑偏控制、输送带张紧控制、过载、过热保护等功能。每辆车输送带的受、卸料端有专门设计的搭接结构,适应车辆行驶过程中转角变化以防止漏撒料。
3.4 操作、控制及安全系统
带式连运自动循迹行驶,需要感知工作环境,实现列车自动导引运行的决策和自主执行,消除作业者人为干扰产生的错误,高度精确控制引导列车自动行驶到所需的工作位置。自动控制系统开发旨在实现自主行驶,开发一套控制硬件和软件,测试这些系统并达到一定实用性和可靠性。带式连运行驶过程中由司机进行位置引导,跟随连续采煤机或是沿着主输送带倒车专场,各单元车辆通过安装的传感器获取数据,这些数据通过传感器接口输入到算法中,在计算之后,算法的输出通过控制接口发送回系统。重复此循环,直到系统达到其计划目的地。除定位和循迹行驶等主要功能外,还需要传感器用于安全和预警功能。
该系统采用遥控操作,由牵引车司机操作受料车与连续采煤机卸料端随动,卸料车转载带式输送机段,由尾车司机操控,确保矿料准确转运到主输送带上。每辆车均配置控制箱,受料车和卸料车设置主控制器,在牵引过程中通过切换实现主从控制,中部车辆设置从控制器。控制箱具有全功能按键操作,急停功能,运行监测和人机交互界面系统,车辆两侧分别设置拉绳急停。卸料车配置主配电柜,其余车辆配置分配电柜。主配电柜具有过载、过流保护等过电保护。头车、卸料车配置遥控系统接收机,其余车辆预留接收机安装位置,接收机的供电由控制柜预留接口。具有运行和故障声光报警功能,包括监测行驶电机过载、过热等故障,输送带驱动过载、输送带跑偏等故障,系统运行防碰撞功能。声光系统采用LED信号灯,分运行、驻车、转场行驶等多个工作状态人机交互设计。系统所有元件的防护等级为IP65。
4 带式连运控制算法
在采硐巷道形成的采区里自动行驶是带式连运与连续采煤机实现采、运随动的关键功能,而基于传感器数据的循迹控制策略是实现自动行驶的关键[10],包括精准定位、列车姿态、循迹3个方面技术难点,重点实现“在哪”“应该在哪”“怎么去那里”的控制逻辑。由于带式连运自动化的复杂性,在开发控制算法之前必须彻底了解系统运动关系和动态特性。带式连运系统在数学模型和轨迹图形方面进行了建模,通过模拟构建“驱动规则”,重点是进行循迹跟随速度控制仿真、轨迹验证和动态规划。
连续运输系统类似蛇形机器人,但其特点是由司机领航,后续车辆程序控制自动行驶,因此决定了控制算法设计和开发有自身特点[11]。带式连运行驶分向前行车和向后退车2种状态,有2名司机分别操控头车(受料车)和尾车(卸料车)进行主、从协同操控。向前行车,头车司机发出行车指令,得到尾车司机响应后,操作头车向前或转弯行驶,其他车辆由程序控制进行循迹行驶;向后退车,尾车司机发出行车指令,得到头车司机响应后,控制尾车退车或转向行驶,其他车辆由程序控制进行循迹行驶。
对于由20个单元组成的复杂运动系统,如果各单元车轮的定位误差具有正态分布,知道其位置随机偏差与理想位置关系,那么就能实时进行纠正控制,以确定各个车辆单元转角和行驶位置误差时的精度范围,这是项目基本的控制思路。因为连运系统自身结构和工作环境的复杂性,项目研究的主要重点是基于传感器构架,实现带式连运弯道进退循迹精度达到实用程度,没有强调图形与环境的控制技术结合,通过车身转角、转向行程、变频调速和声波探测器等传感器数据进行位置参数估算,开发了一种基于传感器的动态自主循迹导航架构和数学模型,将巷道两帮及顶底板近似成直线多边形以模拟环境,来构建简单环境模型[12-13]。
带式连运行驶控制策略基本原则如下:
1)控制过程必须准确且易于实现,以便由司机引导操作后,带式连运各单元能够识别自身状态,估算其当前行驶位置和方向。
2)能识别并决定其下一个过程或估算轨迹目标位置和方向。
3)具有精确的控制和高可靠性,能够实现循迹行驶过程。
4)能满足操作人员高度人机交互。
带式连运控制算法开发遵循上述原则,首先将传感器数据转换为行驶状态数据, 其次使用数据判定要行驶的轨迹路径,最后接受控制指令数据驱动各单元顺序沿着这条轨迹行驶。按照该顺序,将整个循环控制过程分解为如下4个阶段:①初始化软件和硬件系统;②数据采集和状态识别;③轨迹路径规划、验证和调整;④发出控制指令进行行驶驱动。轨迹路径规划所涉及的一些参量包括:主巷宽度、采硐宽度、主巷与采硐角度、巷道坡度、底板性质和附着系数、允许的转弯半径、预期转场效率、带式输送机搭接受卸料极限角度、通行和防碰撞安全距离等等一些参数。
带式连运行驶速度控制是基于时间的,在地面测试中,通过手动调节控制速度来了解系统转弯轨迹曲线和轨迹跟踪能力,研究行驶速度和转向角以及车辆铰接转角等参数匹配关系规律,这些测试结果决定了带式连运在固定巷道宽度的最大和最小工作行驶速度,以及带式连运能够实现的循迹精度。结合仿真结果反复进行参数匹配优化和调整,来最终实现循迹控制。需要说明的是仿真过程是沿着由直线和转向圆弧组成的简单理想轨迹来进行计算,而实际中由司机跟随连续采煤机形成的复杂轨迹并不涉及,也没有考虑地面条件,这些复杂问题如何影响循迹并确保行驶安全,课题组在控制程序上嵌入人工干预功能,设计了行驶状态、姿态与巷道两帮距离参数控制调整人机交互界面,通过实际工作环境的试验进行优化和完善。
4.1 直线行驶控制算法
该算法用于带式连运在延巷道直线前进和倒车行驶,且巷道宽度基本不变的道路。该算法首先初始化系统,然后由司机操控行驶,除由司机进行操作的主控车辆单元外其他车辆程序控制进行循迹行驶。在理想状态后续车辆将按照导引车行驶速度和方向顺序动作,后续车辆单元重复前车历史位置时,具有相同的运动特征,包括速度和转角,系统响应司机操控速度为系统行驶驱动速度,对循迹规划的计算结果进行迭代,
计算该时刻位置行驶速度。由于带式连运行驶并非理想状态,每个单元的车辆行驶中位置和铰接角都会因车辆机械装配间隙和摩擦、元件灵敏程度、路面状态等因素影响而发生改变。在整个直线轨迹路径行驶过程中,算法使用的位置数据与车辆单元铰接转角参数结合来计算偏移量,偏移量可以是正值、负值或零值,根据偏移量和转角值,相对于巷道两帮距离,又分成若干不同情况进行调整以保证行驶直线精度。该算法在20个单元的样机系统进行了测试,取得了满意的结果。
4.2 弯道循迹算法
从直线行驶控制策略可以看出,在巷道各项参数不变的情况下,具有相对理想的性能。在弯道行驶运动关系与链条驱动规律类似会有多边形效应,从而引起行驶过程运动不均匀性,都必须要进行转角和速度的实时调整才能完成实际行驶。如果行驶在S形路段,一旦引入更多变量,该算法将无法导引带式连运正常行驶。针对S形路段行驶,需要开发相对应的算法。由于带式连运采用司机进行导引,其转弯操作将直接影响车辆弯道行驶和转向后列车直线特性,列车行驶如何响应人工导引,实现转弯前后列车行驶良好状态将是要解决的难题。针对相对固定巷道转弯角度和巷道宽度的前提下,通过模拟仿真弯道行驶多车匹配规律,分析转向角度和控制范围(转弯可行分析)来规范司机操作。同时在模拟结果优化基础上,依据实时工况的自身位置和目标位置2个参量之间的关系来估算调整转向角,来控制相应的车辆行驶速度来修正这个角度,当转向到所需的角度开始直线行驶则相应单元车辆遵循直线行驶的算法逻辑,并用该计算速度进行循迹行驶,算法在循迹整个过程中迭代运行直到停止。
5 系统改进和优化
实现轨迹规划并不能确保在行驶过程中某一时刻各车辆单元在定位方面不会出错,需要对连运系统定性和定量地测试其对算法响应所产生的轨迹偏移量,否则控制程序将存在可行性问题。在行驶中的任何时刻,连运系统定位和执行都会相对控制指令对应的理想轨迹存在误差。那么“偏离理想轨迹多少”“因什么造成”“怎么调整”,这些问题需要不断优化算法和提高系统制造精度。
为解决上述问题,需要模拟和分析机械系统精度及其他环境因素所产生的轨迹偏差。例如由车辆回转铰接机构强度和加工精度造成循迹偏差大,由于该零件加工精度和制造工艺造成的运动约束和定位误差,车辆间姿态转角并不总是标定的那样准确,因此铰接机构定位误差会影响到车辆行驶,从而在循迹精度上出现明显位置误差。认识到零件设计的边界和要求后,通过优化和更改制造工艺后,重点提升了铰接精度,提高了结构强度和刚性。
6 结 论
1)设计完成了用于房柱式开采,基于长距离动态运输、跟随连续采煤机轨迹自动行驶的连续运输系统,项目研究采用的技术路线和控制方法可为矿山其他智能输送装备控制系统开发提供借鉴和参考。
2)提出了汽车列车连运系统循迹行驶控制策略,开发了不同工况循迹控制算法,设计了高精度车辆单元圆周轨道铰接机构,实现了带式连运行驶自动控制轨迹稳定、跑偏量可控、人工干预操控简单。
3)地面测试结果表明应用汽车列车型式的带式连运系统,通过采用自动循迹行驶控制在房柱式开采工艺中能跟随连续采煤机转弯进入采硐实现长距离连续运输。
4)下一步可在提高转向机械结构精度,探索更稳健运动控制算法,将仿真模型与物理系统融合等方面继续研究。