钢轨气压焊接端面微观特征分析
2021-07-06倪峥嵘高文会王震峰张治琪顾海钢代韬王东赵智聪
倪峥嵘 高文会 王震峰 张治琪 顾海钢 代韬 王东 赵智聪
1.中国铁道科学研究院集团有限公司金属及化学研究所,北京100081;2.中国铁路兰州局集团有限公司兰州工务机械段,兰州730000
气压焊接作为钢轨常用的三种焊接方法之一,接头质量对压焊面的表面状态非常敏感[1]。金属的机械加工面均存在变形层、贝氏层、化学反应层、吸附层等独特的物理化学特性层。其中,金属表面的化学反应层对压焊过程中焊接面的结合有阻碍作用,对接头质量有显著影响[2-4]。对加工面进行微观特征分析,有助于焊接作业人员改进端面的处理工艺,也可为待焊端面状态评判标准的制定提供参考[5-6]。
常用的钢轨端面机械加工流程有三种[7-8],分别是:锯切→磨削→精锉;锯切→铣削→精锉;锯切→铣削。作业人员有时简化作业流程,使用锯切→粗锉、锯切→粗锉→精锉等加工流程制备钢轨端面,导致焊接接头出现焊接缺陷或力学性能降低等问题。
气压焊接前,表面氧化物的清除是保证接头质量的重要前提[9]。本文设计不同的加工流程处理端面,并对端面进行显微观察后加工取样,再对试样的表面形貌和氧化物含量进行观察和分析。通过对不同加工流程处理的端面进行对比,分析部分接头力学性能较差的原因;通过对影响焊接性能的因素进行控制,保证焊接质量的稳定。
1 试验内容
1.1 加工方法
选取包钢U71MnG钢轨,对钢轨端面进行一系列机械加工后取样,试样的序号及对应加工流程见表1。为了探索设备状态对加工效果的影响,铣削加工和磨削加工中均使用新旧两种加工介质。端铣机铣刀的最大加工量为300~400个,端磨机砂轮的最大加工量为5~10个。
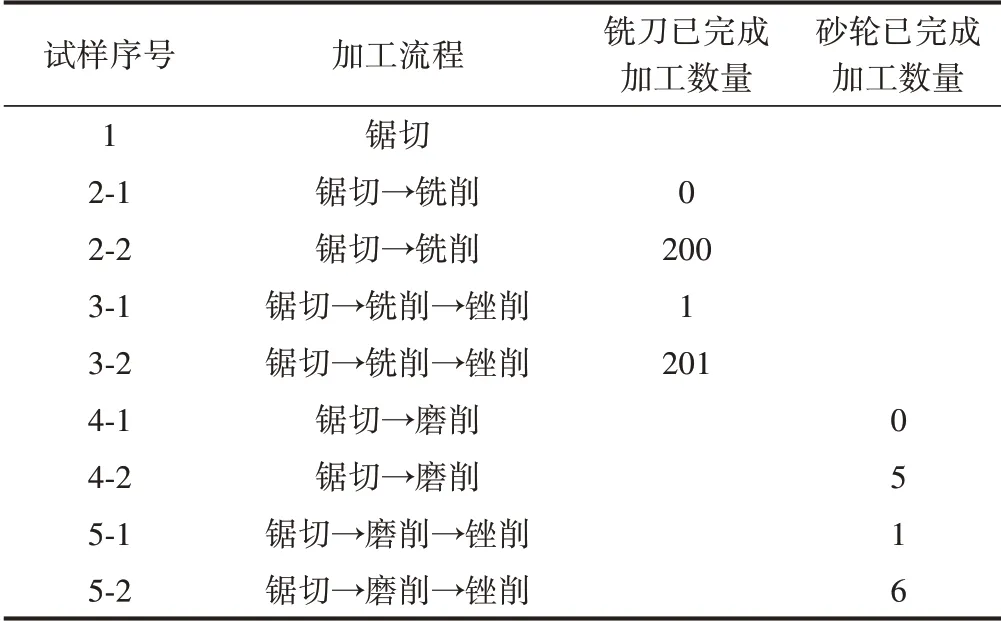
表1 试样加工流程
1.2 检测方法
对取样端面分别采用显微拍照、微观形貌观察、表面成分分析等方法进行检测。
1)显微拍照
使用Supereyes B011数码显微镜对端面进行放大观察,对端面进行全范围的扫查。扫查过程中,对典型或异常的视场进行拍照。
2)微观形貌观察及表面成分分析
利用扫描电子显微镜对试样表面进行宏观和微观形貌观察;同时对观察的微区进行能谱成分分析。
2 结果及分析
为了对比不同加工流程的端面情况,对试样进行对比组分类,见表2。

表2 试样对比组划分说明
2.1 G1对比组
G1对比组的3个试样是气压焊现场最常用的端铣工艺的3个加工步骤(锯切、铣削、锉削)。该对比组的检测结果可说明端铣工艺的端面状态变化。
2.1.1 显微照片分析
G1对比组的100倍显微照片见图1。

图1 G1对比组100倍显微照片
由图1可知:试样1锯切面表面分布着褐色或蓝色的斑点,局部区域存在发蓝现象,说明发生了表面氧化[10];试样2-1的铣削面纹理清晰,铣削痕迹将锯切痕迹完全覆盖;试样3-1中,锉削加工打乱了铣削表面的规律纹理,但部分区域仍存在加工痕迹,说明锉削加工并未完全消除铣削加工对表面的影响。
2.1.2 表面形貌及成分分析
试样1的表面形貌及成分分析见图2。可知,试样表面存在大量不导电物质,能谱分析发现该组织的氧元素原子百分比为10.1%,铁元素原子百分比为80.47%,证明该组织主要为氧化铁。

图2 试样1表面形貌及成分分析
试样2-1、试样3-1表面形貌及成分分析见图3、图4。可知,这两个试样表面的能谱分析均未发现氧元素,证明铣削已将锯切表面的氧化铁完全去除。

图3 试样2-1表面形貌及成分分析

图4 试样3-1表面形貌及成分分析
2.2 G2对比组
G2对比组用于分析状态较差的端铣机铣削加工的端面微观特征。
2.2.1 显微照片分析
G2对比组的100倍显微照片见图5。
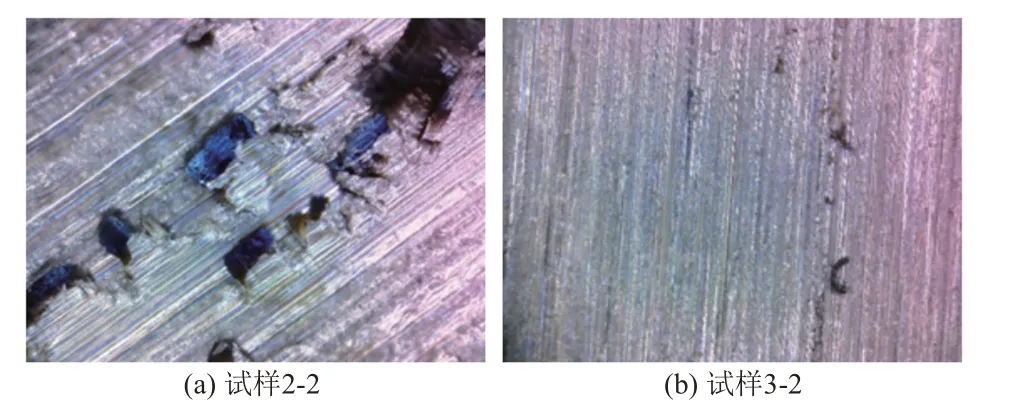
图5 G2对比组100倍显微照片
由图5可知:试样2-2表面局部位置存在缺陷;试样3-2中,铣削产生的蓝色组织无法被锉削加工完全消除。这说明铣削加工导致的端面缺陷不应采用手工锉削的方式进行消除;端铣工艺的3个加工步骤(锯切、铣削、锉削)中,铣削是决定端面质量的关键因素。
2.2.2 表面形貌及成分分析
试样2-2和试样3-2表面形貌及成分分析见图6、图7。可知:试样2-2表面的氧元素和铁元素的原子百分比分别为58.42%和19.68%,试样3-2分别为61.25%和15.52%,两个试样表面均存在氧化铁。

图6 试样2-2表面形貌及成分分析

图7 试样3-2表面形貌及成分分析
2.3 G3对比组
G3对比组的5-1和5-2试样采用了气压焊端磨工艺的3个加工步骤(锯切、磨削、锉削)。该对比组的检测结果可分析砂轮加工的表面特征以及新旧砂轮对被加工表面的影响和端磨工艺的端面状态变化。
2.3.1 显微照片分析
G3对比组的100倍显微照片见图8。
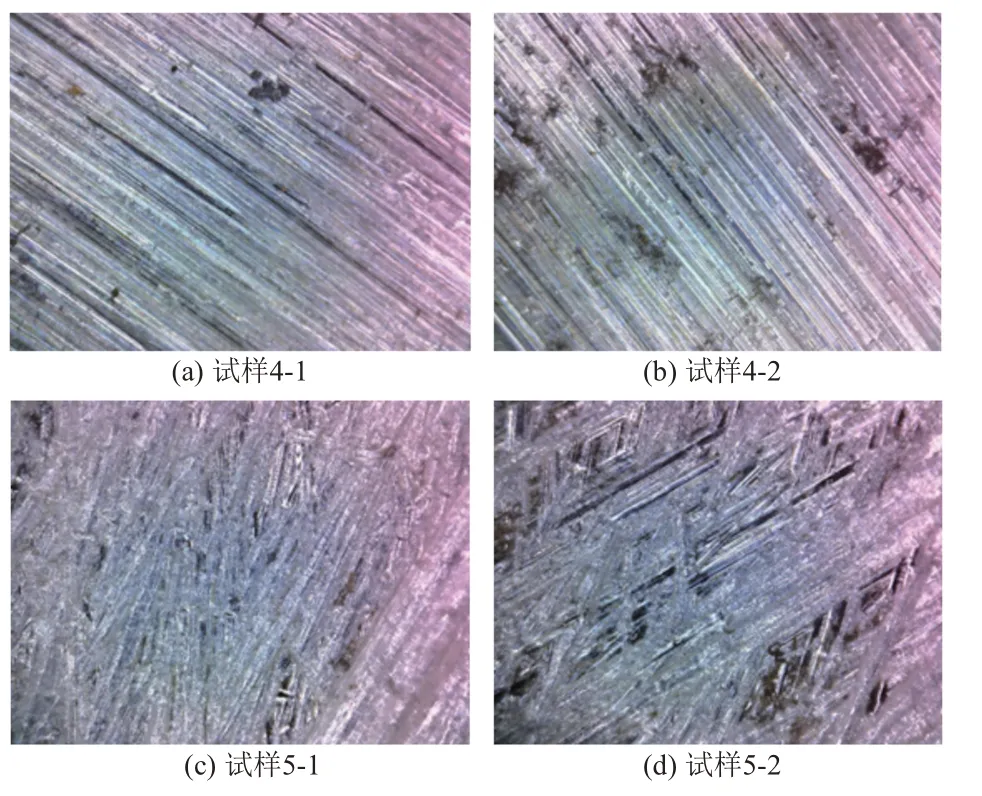
图8 G3对比组100倍显微照片
由图8可知:试样4-1和试样4-2表面均存在均匀的褐色斑点,且斑点密度无明显差别,这说明磨削加工会导致被加工面氧化,但其氧化程度与砂轮的新旧状态无明显相关性;试样5-1和试样5-2的大部分表面磨削纹理被覆盖,但极少部分区域仍存在磨削痕迹。可见,对于各铣削加工工艺,新旧砂轮磨削质量无明显差别。磨削后的端面存在氧化斑,必须进一步对端面进行锉削。
2.3.2 表面形貌及成分分析
G3对比组的表面形貌和成分分析见图9—图12。可知:试样4-1和试样4-2表面氧元素的原子百分比分别为9.53%和4.40%;试样5-1和试样5-2表面未发现氧元素。
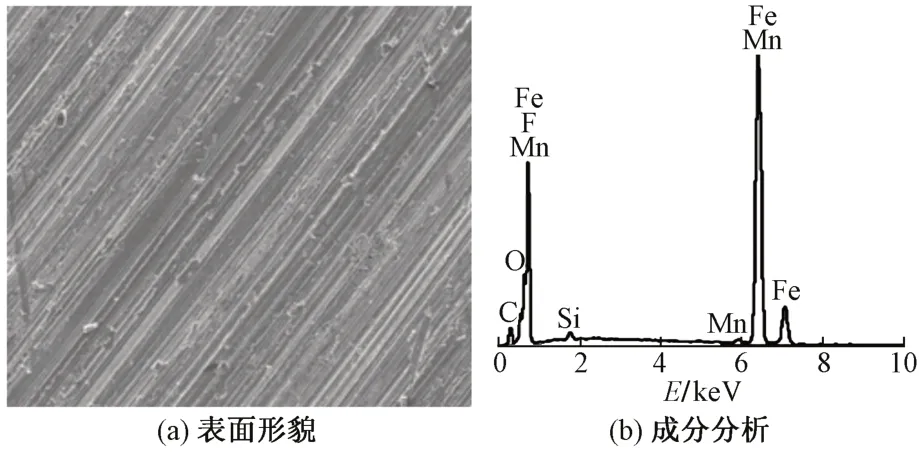
图9 试样4-1表面形貌及成分分析

图10 试样4-2表面形貌及成分分析

图11 试样5-1表面形貌及成分分析
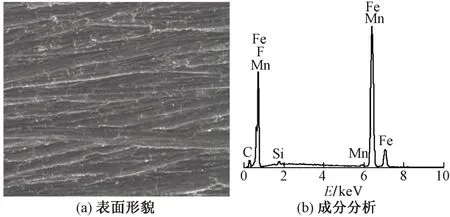
图12 试样5-2表面形貌及成分分析
3 结论及建议
1)锯轨机加工的钢轨端面,表面存在大面积的氧化物。
2)状态良好的端铣机加工的钢轨端面,表面无氧化物;状态不好的端铣机加工的钢轨端面,表面可能存在点状缺陷,缺陷的成分主要是氧化铁,该缺陷不易被锉削加工消除。
3)对于端铣工艺,锯切、铣削、锉削3个加工步骤,铣削是决定端面质量的关键因素。应在铣削加工完成后,对端面进行观察。若存在缺陷,应采用重新铣削的方式将其消除。若能保证铣削加工的端面质量,可将锉削加工这一步骤去除。
4)端磨机加工的钢轨端面,表面存在少量氧化物;磨削砂轮新旧状态对加工效果无明显差别;锉削痕迹覆盖磨削痕迹时,可有效去除磨削产生的氧化物。
5)对于端磨工艺,锯切、磨削、锉削3个加工步骤,锉削是决定端面质量的关键因素。人工锉削时,应保证锉削的覆盖程度。
