浅谈5万吨级石化码头制氮系统施工工艺及质量控制
2021-07-05李绍林中交四航局第二工程有限公司
李绍林 中交四航局第二工程有限公司
优化制氮系统的施工工艺流程和控制施工质量对确保5万吨级石化码头的制氮系统的实用性有积极作用。5万吨级石化码头的制氮系统是通过制氮间制造氮气利用氮气管道输送到码头上各个设备和工艺管道,为输油臂、油气回收装置、撇缆枪、工艺管道和工艺阀门提供氮气,给输油臂是提供氮气吹扫、设备内部管道内壁防腐和气密性检测的作用,给油气回收装置是提供氮气吹扫、设备内部管道内壁防腐和气密性检测的作用,给撇缆枪是提供氮气吹扫、设备内部管道和连接管道内壁防腐、启动动力发射枪头和气密性检测的作用,给工艺管道和工艺阀门是提供氮气吹扫、管道内壁防腐、启动动力推动清管器和气密性检测的作用,所以,在对制氮设备选择、氮气管道施工工艺等方面进行综合控制的基础上,可实现5万吨级石化码头制氮系统的质量提升。分析制氮系统的构成以及施工工艺过程,在质量控制中,则需要从施工准备、施工方法以及先进工法应用等方面进行控制,从而实现5万吨级石化码头制氮系统的实际应用效果提升。
1.工程概况
研究与分析5万吨级石化码头工程制氮系统施工工艺及质量控制中,以惠州港荃湾港区5万吨级石化码头工程为研究对象。在本工程项目中,码头上氮气主管道的总长为470m,氮气主管道是采用DN114.3×6.02无缝钢管;氮气分支管道总长395m,氮气管道分支管道采用ND60.3×5.54无缝钢管;并在5万吨级石化码头制氮间安装配电柜、空压机、冷冻式压缩空气干燥机、制氮机、1个5立方室内储气罐和两个室外50立方的储气罐,在布置制氮设备的基础上,还需要对制氮系统的施工工艺、施工过程等方面进行研究,从而实现制氮系统实用性效果提升。
2.制氮系统施工工艺分析
2.1 制氮系统组成
惠州港荃湾港区5万吨级石化码头工程位于惠州荃湾半岛南部、泽华码头东侧,建设5万吨级石化泊位(水运结构按靠泊8万吨级船舶设计,同时兼顾1万吨级和5000吨级船舶)1个、1万吨级及5000吨级石化泊位各1个,码头总长330m,年设计通过能力198万t/a。建筑物结构安全等级为II级,码头工作平台均布荷载q=15KN/m2,引桥及联系桥均布荷载q=7.5KN/m2。行车道荷载为人行2.5kPa、车辆20t。在对惠州港荃湾港区5万吨级石化码头制氮系统的组成及应用进行分析中,其设施中包含配电柜、空压机、冷冻式压缩空气干燥机、制氮机、1个5立方室内储气罐、两个室外50立方的储气罐、氮气管道、阀门、仪表等连成的制氮系统,在对制氮系统组成以及设备应用等方面进行综合控制,则需要结合项目的实际需求,设备的型号以及应用等需要结合惠州港荃湾港区5万吨级石化码头制氮系统搭建的实际应用,对设备、材料数量、型号等方面进行控制,从而满足惠州港荃湾港区5万吨级石化码头的制氮系统搭建与应用。
2.2 制氮系统施工工艺分析
在对5万吨级石化码头制氮系统的施工工艺进行研究与分析中,其中包含配电柜安装、空压机安装、冷冻式压缩空气干燥机安装、制氮机安装、1个5立方室内储气罐安装、两个室外50立方的储气罐安装、阀门安装、管道安装、管道焊接、仪表安装、设备调试等内容。在实现制氮系统施工管理与控制的过程中,制氮设备的安装是通过码头的现场布置,采用50t汽车吊安装11.775吨重50立方储气罐,采用50t汽车吊+5t手动液压叉车安装室内1.265吨重5立方储气罐,采用50t汽车吊+5t手动液压叉车安装室内2t至3t其他制氮设备,对设备安装位置以及连接顺序等方面进行控制,建立基础的制氮系统。在此基础上,氮气管道连接过程中,管道不同,所选的管道型号和阀门型号方面也存在明显差异。其中,DN114.3x6.02无缝钢管为氮气管道主管,主管总长度为470m,氮气主管道是通过焊接无缝钢管进行连接;ND60.3x5.54无缝钢管为氮气管道分支管道,分支管道总长度为395m,分支管道是通过焊接无缝钢管进行连接;制氮系统的应用,给输油臂是提供氮气吹扫、设备内部管道内壁防腐和气密性检测的作用,给油气回收装置是提供氮气吹扫、设备内部管道内壁防腐和气密性检测的作用,给撇缆枪是提供氮气吹扫、设备内部管道和连接管道内壁防腐、启动动力发射枪头和气密性检测的作用,给工艺管道和工艺阀门是提供氮气吹扫、管道内壁防腐、启动动力推动清管器和气密性检测。在制氮机正常启动情况下氮气储存罐压力是最高1.6Mpa、操作压力1.2Mpa,而现场的设备所需的氮气压力各不同,输油臂内部管道要控制在0.4MPa~0.8MPa左右,撇缆枪动力要控制在0.8MPa~1.2MPa左右,油气回收装置内部管道要控制在0.3MPa~0.4MPa左右,工艺管道氮气吹扫要控制在0.8MPa~1.2MPa左右,设备接氮气管道中间是利用泄压阀门达到泄压的目的。在对施工工艺进行管理与控制的过程中,焊接施工工序及质量,对惠州港荃湾港区5万吨级石化码头制氮系统的运行质量会产生直接的影响。所以,氮气管道的焊接施工工序如下:
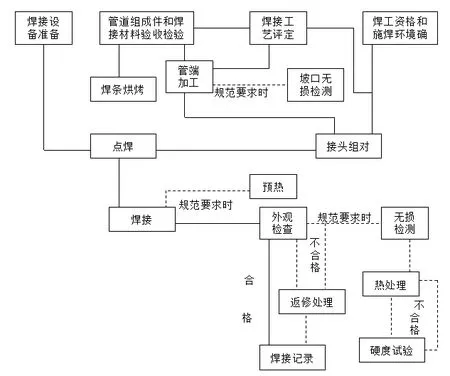
图1 氮气管道焊接工序
在对焊接工艺进行管理与控制的过程中,焊接环境的温度则需要在零下20°C以上进行焊接,风速小于8m/s,相对湿度小于80%,严禁在被焊工件表面引弧、试验电流或任意焊接临时支撑物。惠州港荃湾港区5万吨级石化码头项目焊接环境的温度是在5°C以上,氮气管道在进行对接焊的过程中,管道内部不能有穿堂风,而且,在焊接的过程中,需要减少焊接变形、接头缺陷等问题,氮气管道对接干口可以以对称焊的方式进行施工。管道对口时要检查平直度,在距接口200mm处用钢板尺测量、允许偏差1mm/M,全长允许偏差为≤10mm,管道连接时不得用强力对口、加热管道、加偏垫或多层垫的方法来消除接口处的空隙、偏差错口及不同心等缺陷。在明确焊接施工工序的基础上,还需要从焊接前、焊接过程、焊接后等角度进行质量检验,从而实现焊接质量的综合提升。此外,氮气管道在实际应用中,其工艺流程包含(1)预制加工氮气管道,(2)检验氮气管件强度,(3)检验氮气管道阀门的强度和阀门内部球阀密封性,(4)运输和安装氮气管道,(5)焊接氮气管道接口,(6)安装氮气管道阀门,(7)使用洁净水冲洗氮气管道,(8)氮气管道强度试验,(9)氮气管道气密性试验,(10)氮气管道防腐。在严格把控氮气管道施工流程的基础上,可提高制氮系统的综合质量。
3.制氮系统施工的质量控制措施
3.1 做好施工准备
在对惠州港荃湾港区5万吨级石化码头制氮系统施工工艺进行质量控制中,项目部提前安排相关专业施工管理人员对设计图纸进行深度研究并邀请建设单位的专家和监理单位的专家进行探讨,明确制氮系统的优化方式,包括制氮间的土建改造变更(增加空压机的排烟通道,增加制氮间大功率排风机起到排热气降温的效果)、氮气管道的实际走向(设计图纸氮气管道走向影响消防逃生门,消防验收不过关)等问题。在氮气管道焊接方面,项目部提前组织专业技术员和专业工程师对氮气管道坡口焊接前进行检查,验收合格后才同意焊工进行焊接施工。在对氮气管道施工的综合分析中,项目部设置专业技术员和专业工程师,具体负责焊接管理工作,包括在单线图上标注焊口号、焊工代号、无损检验部位,填写无损检验委托单,联系与配合试验室进行无损检验,管理好焊条的烘烤、存放和保管工作。在此基础上,项目部还对惠州港荃湾港区5万吨级石化码头制氮设备运行、设备质量等方面进行综合控制,为后续的施工过程、制氮系统控制等方面奠定基础条件。
3.2 加强施工组织
在强化制氮系统施工工艺的施工组织中,则需要结合施工工艺要求,对设备、氮气管道等方面进行综合控制,根据惠州港荃湾港区5万吨级石化码头工程的实际情况,确定探伤比例以及施工质量控制,结合无损探伤报告,对制氮设备安装、管道焊接等方面进行综合控制,在施工工艺优化的基础上,可通过现场精细化管理,实现惠州港荃湾港区5万吨级石化码头制氮系统的施工控制水平提升。在遵守相关管理规定的基础上,在加强沟通的基础上,调动技术人员、施工人员的工作积极性,并落实劳动定额制,这对提高惠州港荃湾港区5万吨级石化码头制氮系统的综合控制效果提升有积极作用。
3.3 选择先进工法
在选择先进工法的过程中,则需要针对氮气管道安装需求,利用氮气管道坡口自动切割机加快施工进度,充分落实自动机械化施工的优势。对制氮设备运行、氮气管道焊接等方面进行综合控制,并对氮气管道口进行过程、质量控制,在加快施工进度的同时,可实现惠州港荃湾港区5万吨级石化码头制氮系统的质量控制效果提升。结合制氮系统的总体进度,对施工过程以及焊接工艺等方面进行质量控制,满足惠州港荃湾港区5万吨级石化码头制氮系统建设的实际需求。
3.4 强化过程监督
基于惠州港荃湾港区5万吨级石化码头制氮设备的技术施工要求,在对制氮系统施工工艺进行质量控制的过程中,需要强化过程监督管理,这对实现惠州港荃湾港区5万吨级石化码头的施工质量控制效果提升有积极作用。在强调技术应用以及质量控制的基础上,可通过技术管理以及施工控制等方式,实现项目质量管理水平提升。在对制氮系统施工过程进行监督与控制,则需要对氮气管道连接、阀门安装、焊接施工工序等方面进行综合控制,从而实现制氮系统控制效果提升。在对制氮设备的质量控制进行分析中,则需要对设备运行、设备操作等方面进行综合控制,组织厂家技术员、设备工程师及码头运营操作部对已经安装完毕的制氮设备进行实操,在实操过程中及时发现设备的故障并及时整改,从而达到施工过程有效控制的目的。
4.结语
综上所述,在对惠州港荃湾港区5万吨级石化码头的制氮设备、氮气管道以及施工过程等方面进行研究的过程中,则需要以项目本身的施工要求为目标,提前邀请相关专业的专家和厂家专业工程师共同对制氮系统的实用性、制氮系统不影响其他分项工程进行施工工艺优化,利用先进的自动化机械加工氮气管道,做好施工过程的质量控制、进度控制、安全管控工作,并对制氮系统的设备运行、氮气管道连接、阀门安装、施工工艺等方面进行综合控制,这对实现惠州港荃湾港区5万吨级石化码头制氮系统的实际应用效果提升有积极作用。在实现设备管理与控制中,还需要从设备运行、设备管理等角度进行综合控制,在综合管理与控制的基础上,可通过制氮系统的搭建,满足惠州港荃湾港区5万吨级石化码头的制氮系统实用性需求。
