金德铅业精炼车间智能化自动化改造
2021-07-02曹雷斌马守山黎成刚
曹雷斌 马守山 黎成刚
(江铜集团江西金德铅业股份有限公司,德兴 334200)
目前,金德铅业精炼车间铅电解采用小极板平模电解,电解周期短,需要频繁装出槽,员工劳动强度大,现场电解液“跑冒滴漏”也较为严重。此外,反射炉系统由于圆盘铸锭机小[1],造成出炉必须冒险更换冰铜模具,增加了不必要的工作人员。
1 具体改进方向
经此次到贵冶的考察,结合扩建14万吨产能的需要,提出进行大极版电解、改造反射炉等改进措施,以实现设备自动化和智能化,达到减员增效的目的。
2 大电解槽规格
按照铅电解大极板的尺寸,加大更换电解槽。电解槽从外径3 800 mm×1 000 mm×1 340 mm,内空3 650 mm×830 mm×1 200 mm改成外径8 000 mm×1 260 mm×1 770 mm,内空7 750 mm×1 010 mm×1 620 mm,如图1所示。每个电解槽装75块阳极板,每块质量为240 kg,需装入阳极板18 t。
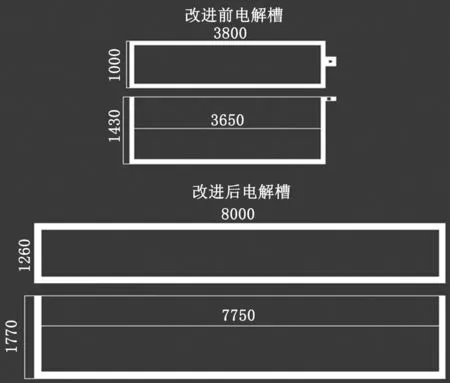
图1 电解槽前后改进对比
3 需投入大电解槽数量
由于阳极板加大加宽,为现有阳极板的2倍,又由于块数增加,因此电流可以开很高。按照现在电耗最经济的6 300 A电流倒算,得出大极板可以开电流强度为6 300÷35×2×75=27 000 A。每日每槽产量为27 000 A×3.865(电化当量)×24÷106=2.504 t,如要完成年产14万吨电铅产能,按照年作业率355天核算,需要投入的电解槽数量为140 000÷355÷2.504≈158个电解槽。为此,最少需要投入158个电解槽。
按照大极板电解槽尺寸,当前电解槽面4个大组360个电解槽,正好可以安装140个电解槽。只需要再往西面扩建2跨,就可以增加28个电解槽。改造后电解槽数量为168个。
4 需要增加的其他配套设备
需要增加的其他配套设备如下:
(1)立模阳极浇铸机(浇铸速度为90片/h),每日浇铸阳极板数量为158÷4×75≈3 150块,需2台立模浇铸机;
(2)阴极制片机组(制片速度为320片/h),每日制片数量为158÷4×76≈3 200块,需1台制片机组;
(3)自动拔棒机组(拔棒速度为320片/h,带自动入锅功能),1台;
(4)20吨冶金行车2台;
(5)自动残极洗刷机改造;
(6)新增加电解槽168个;
(7)引进一套贵冶的行车装槽定位系统,定位每个电解槽安装定位器、自动残极洗刷机组、阴极制片机组、自动拔棒机,从而行车接受指令,直接将阴极、阳极自动调入到指定的位置,实现无人化操作。
如果电铅系统增产到14万吨,则反射炉系统也将需要增加产能。为了产能能够更好地扩张,反射炉系统可以进行相应的改造,从而达到既提高产能又减少人员的目的。
(1)反射炉炉体。将反射炉向厂房北面扩建2 m,增加面积将近4 m2。燃烧器更改为2台燃烧器,从而达到均衡燃烧的目的。扩建后按照现有投入量可以增加投入量接近30%,基本可以满足14万吨产能需要。需要注意,当前反射炉面积为16 m2。
(2)采用钟罩式的加料方式,即制作一个6 m3的料斗,将每个班的辅料、原料全部配入料斗,在料斗下方连接一个钟罩阀,通过钟罩阀实现均衡加料,从而提高物料的熔化速度,实现稳定生产。
(3)新增加一台圆盘浇铸机,专门用于出铅使用,想要用一台铸锭机出铅、出冰铜,必须更换冰铜模具,增加了工作难度人员数量,且更换冰铜模具属于高危险作业。
5 实施过程
5.1 大极板电解实施过程
当前电解槽面安装的140个电解槽,不需要增加土建工程(现有电解槽承重梁可以满足要求、现在电解使用的进液管回液管都可以改造使用)。往东面扩建2跨28个电解槽,其中有21个电解槽可以先把基础做好,先安装。同时,立模浇铸机、阴极制片机、行车等可以在不影响生产的过程中进行安装。最后,电解槽的对接安装时间。可以先安装靠厂房东面的70个电解槽,再安装西面的电解槽。这样可以在安装过程中保证可维持一定的产量,从而不影响企业的资金积压风险。
图2为铅电解改进前后对比图,施工中分别按照绿、蓝、黄、红依次施工。投入费用预算如表1所示。
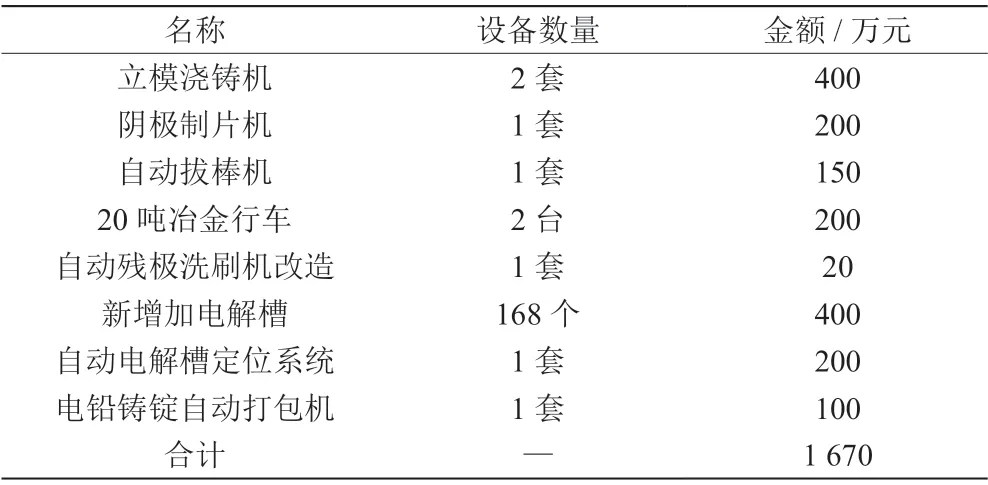
表1 投入费用预算

图2 铅电解改进前后对比图
5.2 反射炉实施过程
新安装的圆盘浇铸机可以先安装在反射炉东面,待反射炉大修的过程中再安装反射炉加长、加料装置。这个过程的投入费用预算,如表2所示。
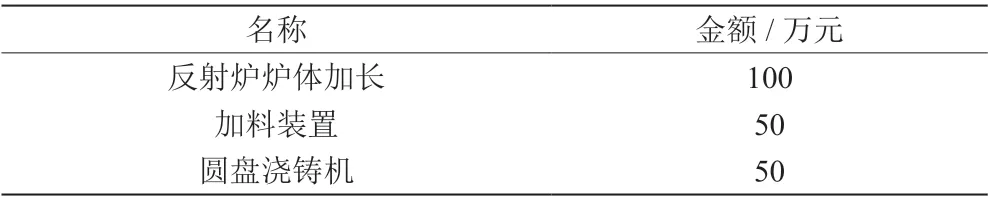
表2 投入费用预算
6 大极板电解预期效果
扩产前后的产量和人员情况对比,如表3所示。此外,由于金德铅业建厂时未考虑现场管理工作的需求,造成精炼车间电解槽面的布局、电解槽的安装等过分考虑实用性,现有基础上整改难度大、整改费用高。如果进行大极板改造,可以提前做好布局安排,扭转精炼车间楼上楼下电解液长期“跑冒滴漏”的现状[3]。

表3 改进前后主要指标对比
反射炉改造前后的主要指标对标,如表4所示。其中,处理浮渣总量按照改进后浮渣率为16%核算。可见,用工方面减少了3名外协工。

表4 改进前后主要指标对比
7 结语
通过了解贵冶的新电解系统的大极板电解[4]、行车精准定位、无人叉车、无人打包等工艺、设备,利用部分成熟的现代技术可以实现电解生产逐渐无人化和无灯化。金德铅业精炼车间也可以通过一系列改造实现这些目标,从而达到既能够扩产又能减员增效的目的,助力金德铅业实现现代化和智能化[5]。
