风电塔筒生产中埋弧自动焊的应用研究
2021-06-30陈琨
陈琨
(中国水利水电第四工程局有限公司,甘肃 酒泉 735000)
从风电生产的发展过程来看,塔筒是其中的重要设备装置,但是由于塔筒的高度比较高,直径比较大,在运输方面有着一定难度,因此风电塔筒通常都是在生产车间内进行分段加工,再运送到施工现场开展安装工作。此外,风电塔筒进行生产制作时,各个塔筒之间的焊接工作量会比较大,而运用埋弧自动焊技术工艺,可以在最大程度上为风电塔筒生产质量与生产效率提供一定保障。
1 埋弧自动焊技术工艺的现状分析
从埋弧焊技术工艺的发展来看,该技术工艺有着一定的优势特点,比如焊接的电流比较大、焊接的速度更快、焊接的质量与效率更高、可以适应各种不同的施工环境条件以及实际的生产效率比较高等,使得该技术工艺在相关厚板结构的长焊缝焊接施工方面有着广泛运用。而且,由于近几年风电领域的飞速发展,从风电的生产发展来看,整体风机的运转需要很多的塔筒作为支撑,这在很大程度上推动了埋弧自动焊技术的快速发展。
2 风电生产过程中焊接技术工艺分析
风电塔筒的结构一般呈圆柱或者圆锥形,直径大,焊缝长,焊接工作量大,使得风电塔筒生产中经常会选用单节筒体纵向对接的焊接技术工艺、相邻筒体之间圆周方向的对接焊缝技术工艺以及法兰及筒体之间圆周方向对接焊缝技术工艺等,另外还有门框以及筒体角焊缝技术工艺,不过在实际的操作中运用比较少。而埋弧自动焊技术工艺有着比较突出的优势,其一,埋弧自动焊技术的焊接电流比较大,有效增加了相关的电流密度,使得熔深程度比较大,在很大程度上可以适应长焊缝以及旋转体焊缝的施工操作;其二,埋弧自动焊技术工艺的焊接弧光受到焊剂作用,产生的辐射会比较少,为工作人员创造了比较良好的劳动环境条件,而且劳动强度也比较低;其三,埋弧自动焊技术基本上采用的是自动送丝方式,焊接相关参数可以进行自动调节并保持在稳定状态,而且没有特别高的焊工操作技能要求,焊缝的外观成形比较好,在很大程度上不会受到人为因素的干扰,可以有效确保焊接品质的稳定。
3 风电塔筒生产过程中埋弧自动焊的运用分析
3.1 焊接设备装置
在选择焊接设备装置的时候,要保证焊接电源的稳定,就要运用适当的焊接滚轮架进行操作,但是由于焊接滚轮架体积比较大(如图1),因此需要相关的工装辅助工具进行操作。

图1 焊接滚轮架
(1)焊接电源方面。大部分焊接设备都会使用特定型号的弧焊电源(时代MZ-1250)以及特定型号的焊接机头(MZ-ZK1250),这种特定型号的焊接设备装置具有恒流以及恒压的电源特点,而且引弧与收弧方面都是运用的自动化控制方式,电流发生波动的几率很小,在很大程度上可以保证电流的稳定,可以有效把控整体焊缝的操作质量。
(2)焊接滚轮架方面。由于风电塔筒存在长度不一的情况,因此,要根据塔筒各部位不同的尺寸以及重量来放置滚轮架和主动轮以及从动轮,确保这些装置之间距离的合理性。而滚轮架一般会选择橡胶滚轮,或者是由聚氨酯材料制作而成的滚轮架,这样才可以增加滚轮相关接触面的摩擦力,提升滚轮架耐摩擦以及耐高温的功能水平。还要进行一定的无级调速,将调整的范围适当增加,确保滚轮架具有相应的启动能力以及精确性,这样才可以有效控制并调整焊接的速度。
(3)辅助工装设备装置方面。一般来说,辅助工装的设备装置包括了风力发电多功能焊接机架、多功能外缝焊接机架如图(如图2)以及龙门式风力发电塔架焊接支架,都具有各自的优势,在使用时要根据实际的情况来合理选用。

图2 多功能外缝焊接机架
3.2 埋弧自动焊技术工艺
(1)坡口技术工艺参数。从以往的操作经验来看,如果焊接的坡口参数比较大,那么焊接施工的操作难度就会变小,但是由于金属物质的填充量增多,就会大大增加焊接的整体工作量。因此,要将坡口参数控制在合理范围内。
(2)焊接技术工艺参数。在风电塔筒生产过程中运用埋弧自动焊技术工艺的时候,要先按照焊接的实际发展情况来设置相应的焊接参数(如图3),保证焊接参数的合理性,还要确保相关的焊接技术工艺达到了相关标准要求。
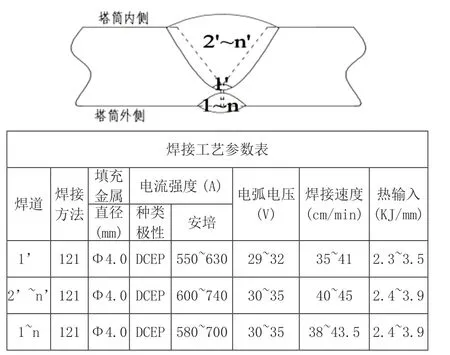
图3 筒体焊接工艺参数及坡口图
(3)焊接质量的控制工作。在开展焊缝焊接的时候,必须要保证焊缝的干燥,将焊缝中存在的结晶水清理干净,而且烘干温度要控制在一定范围内,从而有效减少焊缝中的氢气,避免焊缝存在气孔以及裂纹的情况发生。同时,还要将坡口表面以及相关的金属表面清理干净,确保表面的金属光泽处于明显状态。而且在进行引弧板以及熄弧板安装的过程中,要按照相关标准选择引弧板以及熄弧板的规格,这样才能保证焊缝两端的齐整。
3.3 焊接控制变形工作
在进行风电塔筒筒体和上法兰焊缝X坡口对接焊缝的过程中,要做好焊接变形的控制工作、保证焊缝里面的质量,才能确保风电塔筒的生产质量。焊接参数参考表1,其中带’层数为内侧。

表1 筒体与法兰焊接工艺参数
4 结语
将埋弧自动焊技术工艺运用到风电塔筒的生产中,在很大程度上可以提升整体的生产质量与效率。因此,在运用埋弧自动焊技术工艺时,要有效利用相关的焊接技术工艺、严格按照标准的操作流程,并保证焊接实施方案的合理性,利用相关的设备装置加以辅助,将焊接变形控制在合理范围内,从而全面提升风电塔筒的生产制作质量和效率水平。
